高透明棚膜专用线型低密度聚乙烯DFDA-9047的开发
2013-03-26 02:07杨家靖于水涛董佩原
合成树脂及塑料 2013年3期
杨家靖,于水涛,董佩原
(中国石油天然气股份有限公司大庆石化分公司塑料厂,黑龙江省大庆市 163714)
中国石油天然气股份有限公司大庆石化分公司(简称大庆石化公司)的线型低密度聚乙烯(LLDPE)装置采用Unipol低压气相流化床工艺技术,以乙烯为主要原料,1-丁烯或1-己烯为共聚单体,氢气为相对分子质量调节剂,采用钛系、铬系或茂金属催化剂可生产均聚及共聚产品。大庆石化公司塑料厂应市场需求,利用LLDPE装置生产的基础树脂,通过添加专用透明复合助剂,减少了薄膜对光的散射和反射,改善了薄膜的透明性能和力学性能,成功开发生产了高透明棚膜专用LLDPE DFDA-9047。
1 LLDPE薄膜透明改性技术及机理
1.1 LLDPE薄膜透明改性技术
改进LLDPE薄膜透明性的途径有:1)改变树脂的共聚单体种类。用此方法生产的LLDPE薄膜透明性能优异,雾度小于10.0%,但共聚单体依赖进口,原料成本过高。2)改变催化剂体系。采用单活性中心茂金属催化剂生产LLDPE,其薄膜雾度小于5.0%,但LLDPE相对分子质量分布窄,加工性能差。3)优化助剂配方。本工作采用优化助剂配方的方法,开发生产了高透明棚膜专用LLDPE DFDA-9047,操作简单灵活。
1.2 透明改性机理分析
LLDPE树脂是在齐格勒-纳塔催化剂作用下,按配位聚合机理由乙烯和共聚单体共聚合而成。由于催化剂体系的共聚合能力较差,随机插入到LLDPE大分子上的共聚单体使LLDPE树脂支化分布较宽,即某些大分子是高度支化的,而某些大分子是线形的无规线团结构,这就导致LLDPE树脂晶体结构不均一。按照Flory晶型理论[1],线形无规线团结构的分子按折叠链结构生成片晶,进而长成晶核,LLDPE大分子以这些晶核为中心,生长成大尺寸的球晶。由于晶核的产生是随机的,所以造成LLDPE树脂晶区分散不均匀。
在吹膜过程中,树脂从熔融态向玻璃态转变时,在低于熔点的某一温度范围内开始结晶,由于晶核是随机产生,球晶在自然条件下生长,球晶尺寸大,且分布不均匀。大尺寸的球晶在LLDPE薄膜表面会发生光反射,使薄膜的透明性变差。另外,由于晶区与非晶区折光指数存在差异,也会导致界面处发生不规则的光散射和反射,从而使LLDPE薄膜的透明性变差。因此,通过控制LLDPE树脂的结晶,减少晶区与非晶区间的差别,可提高LLDPE薄膜的透明性。
成核剂作为异相成核的核心,可有效增加晶核的密度,提高结晶温度,当足够数量的成核剂均匀分散时,晶核达到均匀分布,球晶的生长空间变小,减小了球晶尺寸,从而减弱薄膜表面的光散射和光反射,使LLDPE薄膜的透明性能得以改善[2]。
2 生产工艺
2.1 原料
乙烯,聚合级,纯度为99.95%;1-丁烯,纯度为99.0%;氢气,纯度为95.0%:均为大庆石化公司生产。透明复合助剂(简称HD-1),白色柱状颗粒,其中,抗氧剂质量分数为0.03%,抗静电剂质量分数为0.05%,卤素吸收剂质量分数为0.05%,成核剂质量分数为0.01%,中国石油天然气股份有限公司石油化工研究院生产。LLDPE,DFDA-9085,熔体流动速率(MFR)为0.6~1.0 g/10 min,中国石油化工股份有限公司天津分公司生产,市场公认、销量大、性能好。LLDPE,DFDA-7047,未加入透明复合助剂的棚膜专用树脂,大庆石化公司生产。
2.2 技术指标控制
在LLDPE装置生产LLDPE DGM-1810粉料的基础[3]上,加入HD-1,通过调整工艺条件,控制最终产品的MFR(按GB/T 3682—2000测试)为0.6~1.0 g/10 min,密度(按GB/T 1033.2—2010测试)为0.917 0~0.921 0 g/cm3,开发生产了高透明棚膜专用LLDPE DFDA-9047。
3 生产过程及控制
3.1 聚合工段
聚合工段按生产DGM-1810的各项指标操作,聚合温度86~90 ℃,压力1.7~2.2 MPa,产率6.0~7.0 t/h。树脂粉末的MFR为0.7~1.0 g/10 min、密度为0.917 0~0.921 0 g/cm3。
3.2 添加剂的配制和挤出造粒
将HD-1直接加入到助剂混合罐中,控制w(HD-1)为0.14%,将混合物加入双螺杆挤出机内挤出造粒。生产DFDA-9047产品时,挤出造粒系统运行负荷为6.5~7.5 t/h,严格控制DFDA-9047颗粒的MFR为 0.7~1.0 g/10 min、密度为 0.917 0~0.921 0 g/cm3。生产运行期间,跟踪测试48 h内DFDA-9047颗粒的MFR、密度。从表1可以看出:DFDA-9047产品的MFR、密度均在要求的范围内,生产稳定性较好。
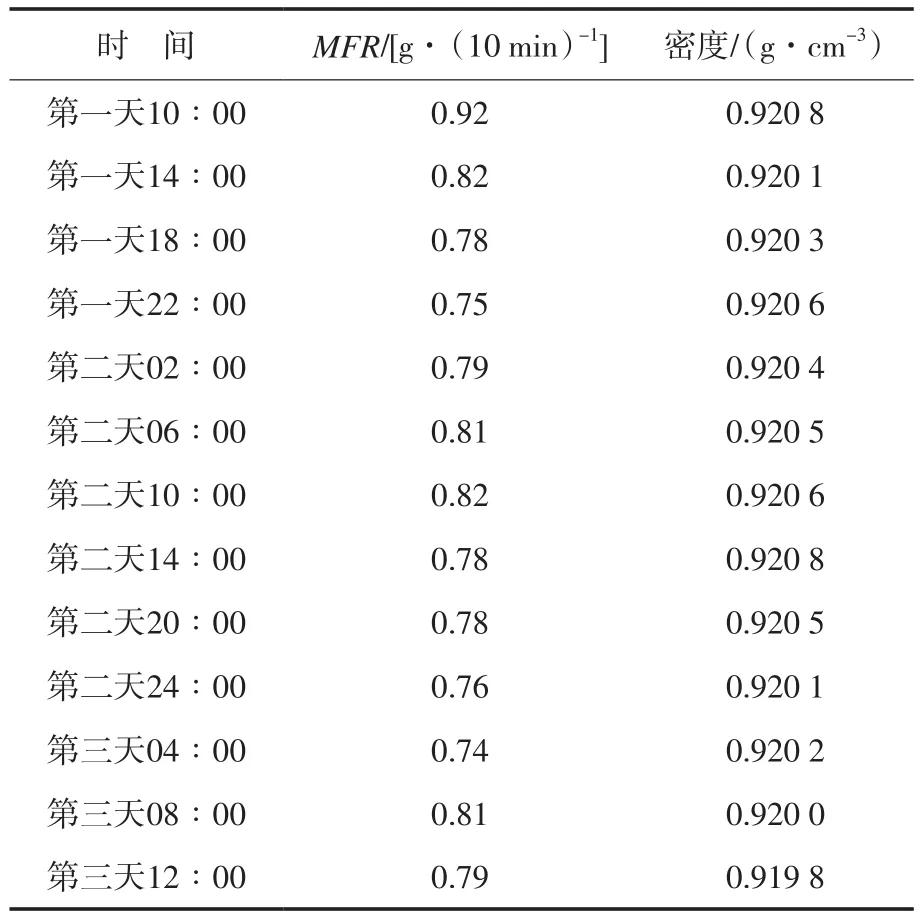
表1 48 h内生产的DFDA-9047产品MFR和密度Tab.1 MFR and density of DFDA-9047 produced within 48 hours
4 产品性能及应用试验
4.1 产品性能
拉伸性能按GB/T 1040.2—2006测试。从表2可以看出:DFDA-9047产品的拉伸屈服应力、拉伸断裂应力、断裂拉伸应变远好于DFDA-7047。
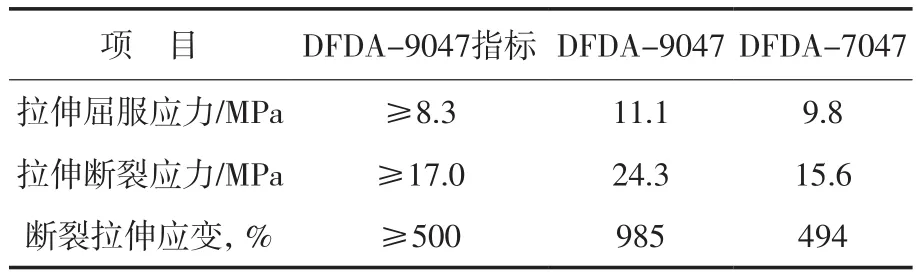
表2 DFDA-9047与DFDA-7047产品的性能Tab.2 Properties of DFDA-9047 and DFDA-7047
4.2 吹塑薄膜的雾度和透光率
吹塑薄膜工艺:温度根据树脂MFR确定,吹胀比为2.5~3.5,牵引速度为10 m/min,冷却线高度为口模直径的1.5~2.5倍,薄膜厚度为(30±3)µm。薄膜透光率和雾度按GB/T 2410—2008测试,落镖冲击破损质量按GB/T 9639.1—2008测试。从表3可以看出:用DFDA-9047吹塑薄膜的落镖冲击破损质量、透光率、雾度均优于用LLDPE DFDA-7047吹塑的薄膜。
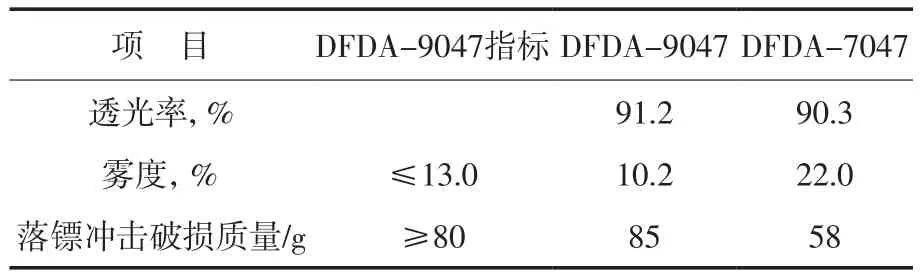
表3 用DFDA-9047与DFDA-7047吹塑薄膜的性能Tab.3 Properties of the blown films made of DFDA-9047 and DFDA-7047
4.3 应用试验
在山东聊城华塑工业有限公司进行了棚膜吹塑试验,且与DFDA-9085进行了对比。吹塑棚膜时,DFDA-9047和DFDA-9085均分别与大庆石化公司生产的低密度聚乙烯2426F混合,且质量比相同(均为70∶30)、加工工艺条件相同。采用河南驻马店山川塑料机械制造有限公司生产的SG-150型挤出吹膜机组生产宽为7 m的蓝光棚膜,膜厚0.09 mm。
从表4看出:用DFDA-9047与DFDA-9085所制棚膜的雾度、断裂拉伸应变、直角撕裂强度和拉伸强度相当。从加工过程看,DFDA-9047具有优良的熔体流动性能,加工温度范围宽,吹膜加工过程易于控制。薄膜表面光滑、平整、光泽、无结块和晶点。
5 结论
a)加入HD-1使DFDA-9047产品的拉伸屈服应力、拉伸断裂应力、断裂拉伸应变,以及用其吹塑的薄膜落镖冲击破损质量明显提高。
b)生产DFDA-9047树脂时,装置运行稳定,其MFR、密度变化不大,用其吹塑的薄膜雾度为10.2%,各项性能均达到指标要求。
c)DFDA-9047应用效果良好,用其吹塑的棚膜性能与DFDA-9085棚膜相当。
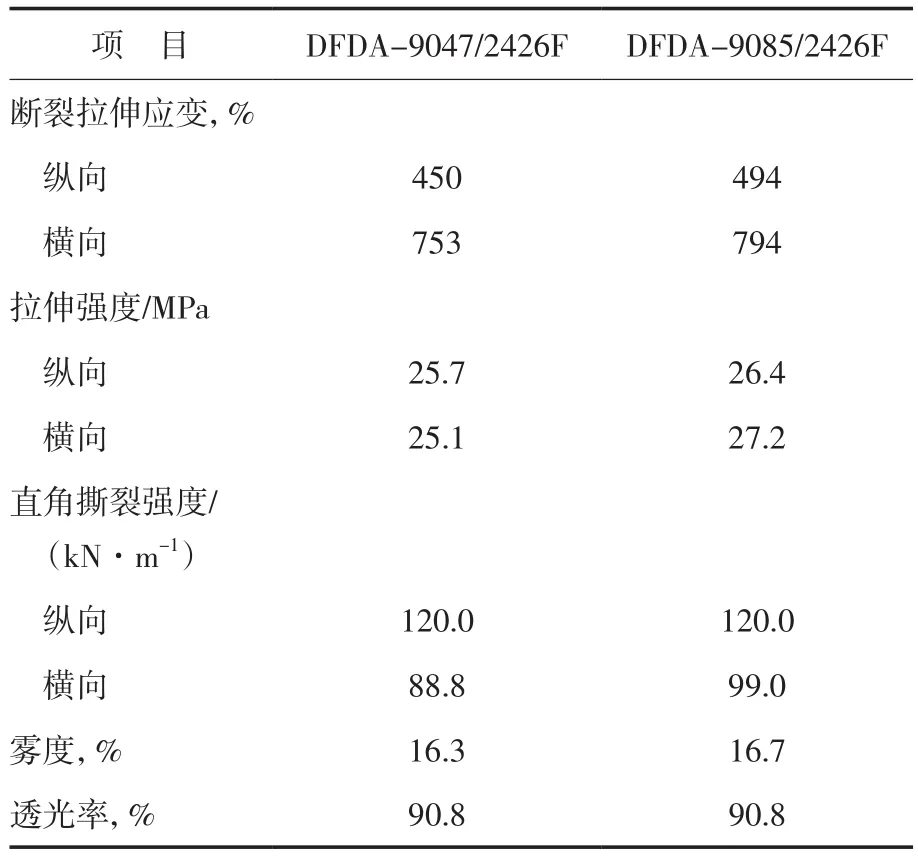
表4 用DFDA-9047与DFDA-9085吹塑棚膜的性能Tab.4 Properties of the blown greenhouse films made of DFDA-9047 and DFDA-9805
[1] 张开.高分子物理学[M].北京:化学工业出版社,1996: 93-94.
[2] 张明强. 透明线型低密度聚乙烯专用料助剂配方体系的研制及其性能研究[J]. 精细石油化工进展,2007,8(8): 1-4.
[3] 厉蕾,左逢兴,戈新生,等.塑料技术手册[M].北京: 化学工业出版社,1996: 50-55.
猜你喜欢
广州化工(2022年20期)2022-12-01
塑料包装(2022年5期)2022-11-08
石油化工(2019年8期)2019-09-02
中国眼镜科技杂志(2019年7期)2019-07-17
塑料包装(2019年1期)2019-03-22
企业文化(2017年14期)2017-10-14
塑料包装(2015年1期)2015-09-26
塑料包装(2014年2期)2014-11-29
中国塑料(2014年7期)2014-10-17
石油化工应用(2013年3期)2013-08-15