基于单片机的激光再制造送粉器控制系统研究
2013-03-20 08:33:18胡晓冬马磊姚建华陈智君
机床与液压 2013年5期
胡晓冬,马磊,姚建华,陈智君
(浙江工业大学特种装备制造与先进加工技术教育部/浙江省重点实验室,浙江杭州310014)
激光再制造技术是以已经损坏废旧零件为基体,以金属粉末作为材料,在具有零件原型的CAD/CAM软件支持下,CNC (计算机数控)控制激光头、送粉嘴和机床按指定空间轨迹运动,光束与粉末同步输送,在修复部位逐层熔覆,最后生成与原型零件近形的三维实体,再经过后续加工使修复后零件的质量和各方面的性能达到甚至超过新产品的水平[1],由于它具有开发周期短、成本低,能源消耗少等优点,在航空航天、武器制造和机械电子等行业具有良好的应用前景[2-3]。
在激光再制造过程中,送粉器作为激光再制造系统的重要组成部分,主要用来严格按照制造工艺向工件输送粉末。激光再制造产品的质量很大程度上取决于送粉量是否稳定,所以对送粉率的精确控制是实现激光再制造的前提。现阶段,在激光再制造中,对送粉器粉末输送的调节主要是通过对电机转速的调节来实现,并且大多数没有反馈系统[4-6];由于在实际粉末输送过程中很容易受到气压的波动、粉末的团聚[7]以及粉末的干燥程度和材料自身复合特性等的影响,在开环控制中很难做到精确控制送粉率,当受到自身或者外界干扰时,粉末的输出不稳定,所以实现送粉器的闭环控制具有重要的意义。作者在自主设计的沸腾式送粉器基础之上,针对激光再制造对送粉器控制系统的需求,进行设计并实现闭环控制。
1 送粉器结构与工作原理
文中设计的控制系统是基于沸腾式送粉器。所谓沸腾式送粉器,即用气流将粉末流化或者达到临界流化,同时由气体将这些流化或者临界流化的粉末吹送运输的一种送粉装置。沸腾式送粉器能使气体与粉末混合均匀,不易发生堵塞。图1所示为沸腾式送粉器的原理图。
沸腾进气1 使腔体内的粉末达到流化或者临界流化状态,沸腾进气2控制粉末流化的状态,使粉末保持散式流化的状态,从而减少气流波动对粉末流化的影响,稳定流化状态。图中粉末输送管中间有一孔洞与送粉器内腔相通,当粉末流化或处于临界流化状态时,送粉进气通过粉末输送管,便可将粉末连续地输送出。其中,为使粉末能够顺利通过小孔洞进入粉末输送管中,腔内的沸腾气压应大于送粉进气的气压[8]。
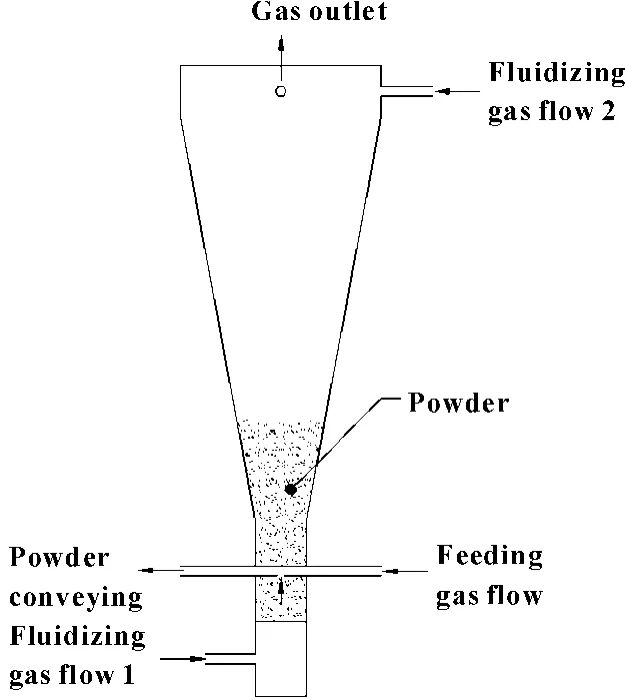
图1 沸腾式送粉器的原理图
2 送粉器控制系统设计
2.1 总体方案
沸腾式送粉器是通过气流将内部的粉末流化并且经管道送出,所以控制的主要任务是对气体的流量和压力进行精确控制。文中设计的粉末输送控制系统如图2所示,其输送控制过程:通过控制器键盘设定好送粉量值,由控制电路产生输出量将电气比例阀打开到相应的开度,调节沸腾气体的压力和流量进行送粉,同时重量传感器实时检测送粉量的变化,并把反馈信号送至控制器,实现在线自动调整送粉量。
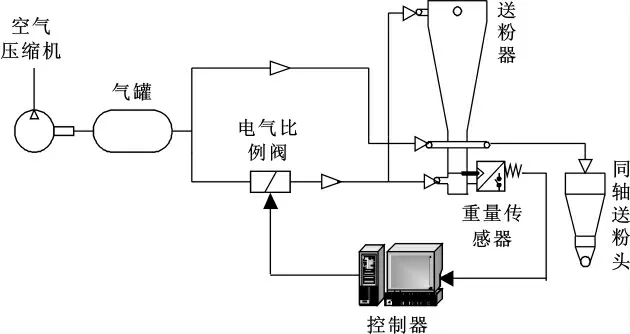
图2 粉末输送控制系统
经过前期对送粉器的送粉气体和沸腾气体相关参数的实验优化,工作时保持送粉气路的压力和流量为最优值不变,通过电气比例阀调节沸腾气体的压力和流量,从而实现对送粉量的调节。
2.2 硬件设计
以美国微芯公司的PIC16F877A 单片机芯片作为送粉器控制系统的核心器件,设计了AD采样、DA输出、LED显示、键盘输入、I/O 输入输出以及RS232 通讯等子模块。根据系统要求,采用了8M晶振提供时钟信号,此次设计的硬件结构如图3所示。
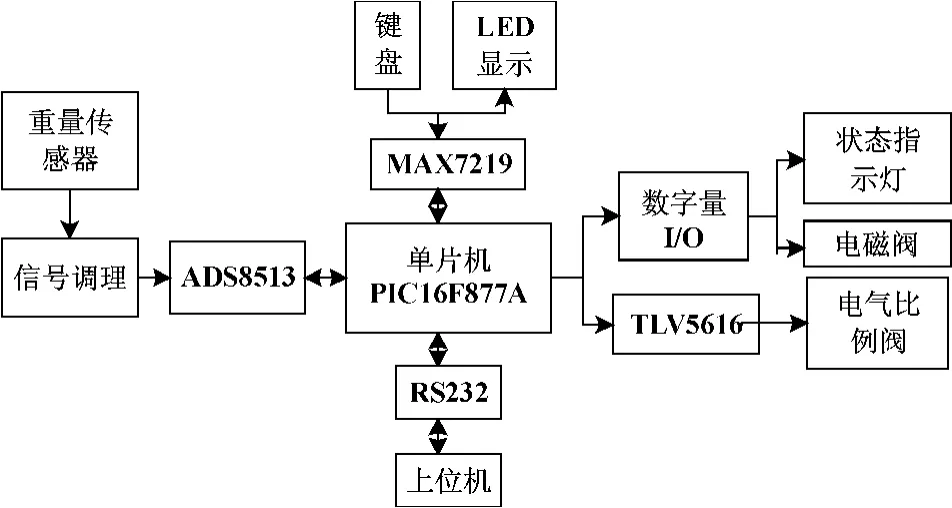
图3 送粉器控制系统硬件结构图
2.2.1 AD采样子模块
传感器的信号是由高精度的重量传感器检测到送粉器料筒的质量发生变化,而送出微弱的电压信号,再经过调理送给AD。尽管PIC 单片机自身带有10位的AD转换器,但从粉料桶(加粉料)的质量在3 kg左右以及系统要求的采样频率考虑,10位AD的分辨率不能满足。采用美国TI 公司的ADS8513 作为A/D转换电路芯片,该芯片具有16位的低功率AD转换器,采用SPI 串行的方式进行数据输出。这样减少了对系统资源的需求,并且最小的采样频率为40 kHz。采用内部的2.5 V 参考电压,不需要外部电阻器进行校准。如图4所示为AD采样电路。
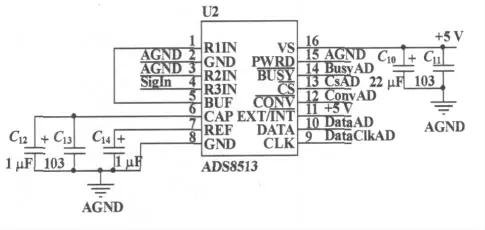
图4 AD采样电路
尽管ADS8513的供电电源是线性电源,但也存在电源噪声,电源噪声将会影响转换输出的稳定度。所以利用钽电容C10和陶瓷电容C11对电源进行过滤,进一步减小电源的纹波,提高电源质量。
2.2.2 DA输出子模块
控制系统对送粉率的控制是通过电气比例阀对沸腾气路的电压和流量进行控制实现的。选用日本SMC 公司的ITV1030-211BS型号的电气比例阀,其输入电压是0~5 V,输出压力是0.005~0.5 MPa。输入电压与输出气压具有非常好的线性关系。为了提高电气比例阀的输出精度,采用12位的TLV5616芯片。它是TI 公司生产的12位电压输出型数模转换器,具有灵活的四线串行接口,其电压输出由以下公式给出:满度值取决于外部基准,其中Vref是基准电压,code是在0~4 095 范围内输入的数据。REF5020是美国TI 公司的高精度2.048 V电压基准集成电路,选用它作为TLV5616的基准电压。如图5所示为DA输出电路。
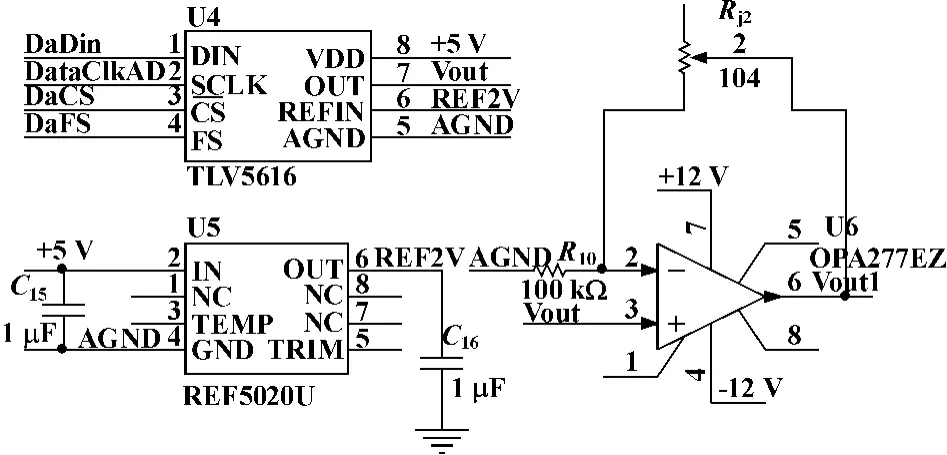
图5 DA输出电路
在系统中设计了OPA277 运算放大器,这一系列运放的主要特点是低失调电压和温漂,比较稳定并且精密度比较高。对于TLV5616的输出电压,可以根据实际需要对其大小进行调整,使输出电压范围满足电气比例阀的输入范围。
2.2.3 RS232 通讯子模块
控制器在进行程序调试时,要通过上位机来联合调试,比如对反馈信号的分析等。因此设计了串口通讯电路来完成数据通讯。该系统采用美国TI 公司生产的MAX232串口通讯芯片,MAX232芯片使用广泛、技术成熟、性能稳定。
2.3 软件设计
一个完整的系统,除了必需的硬件条件之外,还需要相应的软件配合才能完成其功能。作者在硬件系统的基础之上讨论系统软件设计,主要包括控制器芯片以及外围设备程序的编写,采用子程序模块设计,通过调用各个子程序实现所需要的控制。
其软件总流程如图6所示。
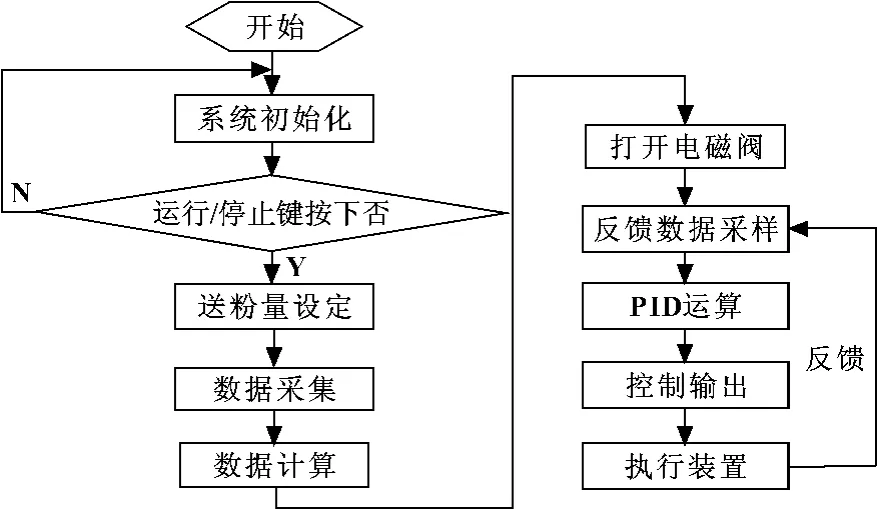
图6 送粉器控制系统软件结构框图
外部设定值通过单片机自身集成的AD 采集,模拟量转化为数字量,经过程序处理,进行查表或者通过插值算法,得到相应的数字输出量,再通过12位的DA 转化为控制模拟量,送至电气比例阀。反馈监测信号是由称重传感器输出信号,经过信号调理模块,通过16位的AD采样程序,采集到单片机中和设定值进行比较,采用PID控制策略,实现送粉过程中的实时监测与在线调整。
3 送粉稳定性实验
为测试送粉器控制粉末输送的稳定性和可靠性,根据以上的系统方案研制了送粉器控制系统样机,图7为控制系统实物图。
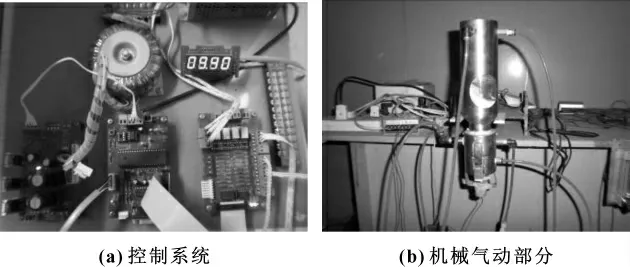
图7 送粉器控制系统
根据图7所示的控制系统进行实验研究。实验前,设定气路总压力为0.4 MPa,送粉气路的压力为0.3 MPa,流量为3.5 L/min。上端出气口气流量为1.0 L/min。通过控制电气比例阀的输入电压来控制沸腾气路的压力和流量。实验采用140~200 目(109~75 μm)Ni 基合金粉末。粉末烘干处理后,在干燥环境中进行,并BS-224S型电子天枰(量程200 g,重复精度±0.1 mg)测量每分钟输送粉末的质量。在设定送粉率3~30 g/min之间,设定6个送粉率值Q,并对每一设定值Q 进行6次重复测试。
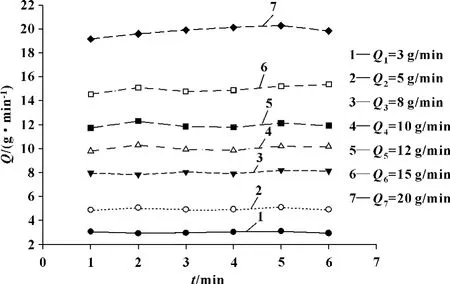
图8 送粉速率与时间的关系曲线
由图8可以看出,在同一设定值下,所测时间内送粉速度与时间的关系曲线基本是一条与时间轴平行的曲线,说明送粉器具有良好的工作稳定性。送粉稳定性可用送粉误差评定,表示为:
其中:S为每组数据均方根误差,大小为:
Mi为第i次送粉速率。Δ是每组送粉实验的平均速率,大小为:
对每组实验的送粉误差进行统计,得到图9所示的曲线。在不同的设定值下误差始终控制在2.3%以内,显示了良好的送粉稳定性。
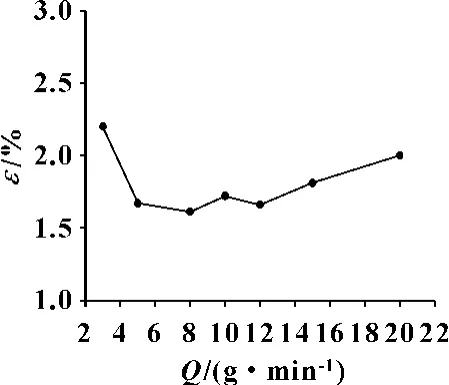
图9 粉末的送粉误差曲线
4 结论
设计了基于PIC 单片机的送粉器控制系统。该系统通过电气比例阀来控制沸腾气路的压力和流量,通过高精度重量传感器的实时反馈,来实现对送粉过程的闭环控制。控制器由基于PIC 单片机的外围电路组成,采用了数字PID控制策略。实验结果证明:该系统控制精度高,稳定性好,在激光再制造领域具有较好的实际应用价值。
【1】李养良,金海霞,白小波,等.激光熔覆技术的研究现状与发展趋势[J].热处理技术与装备,2009,30(4):1-5.
【2】孙拂晓.激光熔覆技术研究[J].激光杂志,2010,31(4):49-50.
【3】扬洗陈,李会山,王云山,等.用于重大装备修复的激光再制造技术[J].激光与光电子学进展,2003,40(10):53-57.
【4】黄为.单片微机控制的激光熔覆同步送粉器的研究[D].武汉:华中科技大学,2005.
【5】于福鑫,杨光,王维.激光快速成形送粉器的控制系统设计[J].机电产品开发与创新,2010,23(2):151-153.
【6】AMIT Suri,MASAYUKI Horio.A Novel Cartridge Type Powder Feeder[J].Powder Technology,2009,189:497-507.
【7】程克勤.粉粒状物料性能与其气力输送特性[J].硫磷设计与粉体工程,2004(6):13-24.
【8】胡晓冬,罗铖,陈智君,等.用于激光再制造的沸腾式送粉器设计[J].机床与液压,2012,40(7):4-7.
猜你喜欢
山东陶瓷(2021年5期)2022-01-17 02:35:46
湖北农机化(2021年7期)2021-12-07 17:18:46
陶瓷学报(2021年1期)2021-04-13 01:33:08
云南化工(2020年6期)2020-07-01 03:38:50
中国粮油学报(2019年4期)2019-07-12 09:06:26
农业工程学报(2019年3期)2019-02-23 03:45:14
中成药(2018年1期)2018-02-02 07:20:14
专用汽车(2016年1期)2016-03-01 04:13:32
自动化仪表(2015年5期)2015-06-15 19:01:34
汽车维修与保养(2015年6期)2015-04-17 03:31:40