
双螺杆挤压机操作参数对蚕豆挤出物径向膨化率的影响
2013-03-19 08:48耿贵工严军辉杨希娟刘玉皎
中国粮油学报 2013年7期
耿贵工 张 波 严军辉 刘 超 杨希娟 刘玉皎
(青藏高原农产品加工重点实验室青海省农林科学院1,西宁 810016)
(农业部农产品加工重点实验室中国农业科学院农产品加工研究所2,北京 100193)
挤压膨化技术在不同领域日益扩展、原料种类不断增加。国内外挤压膨化技术已广泛应用于营养早餐食品、饲料、酿酒、制药、饮料、油脂等领域。尤其在玉米、小米等禾谷类膨化食品的生产中较为突出,但在蚕豆膨化食品的加工中尚未开展深入的研究。蚕豆是食用豆类之一,是重要的加工原料。蚕豆膨化食品是经蚕豆原料处理、挤压、整形、切割等一系列工序,挤压膨化而成的休闲食品。物料挤压膨化后其重要营养成分变化不大,而且更易被人体吸收和利用。衡量挤压膨化产品品质的一个重要指标是膨化率,它反应出产品的感官形态及口感,而挤压参数对径向膨化率有着直接的影响[1-4]。本研究探讨双螺杆挤压操作中挤压温度、物料含水率、喂料速度和螺杆转速4个重要参数对蚕豆径向膨化率的影响规律,进一步明确挤压温度、物料含水率、SME与膨化率之间的关系,为蚕豆挤压膨化的加工提供技术支持,为工艺的设计和挤压产品质量控制提供理论依据。
1 材料与方法
1.1 试验材料
蚕豆:品种为青海12号,由青海农林科学院提供,蛋白质含量26.50%,淀粉含量47.58%,脂肪含量1.47%,粗纤维7.37%,含水率12.77%。原料经清选、去皮、磨粉过60目筛备用。
1.2 试验设备
挤压设备Bradender DSE-25型双螺杆挤压膨化实验室工作站(Twin Screw Extruder Lab-Station.DSE-25 Brabender,Germany),主要技术参数:螺杆直径25 mm,长径比20∶1;挤压机加工区域长度,其喂料区100 mm,Ⅰ区150 mm,Ⅱ区150 mm,Ⅲ区100 mm,Ⅳ区50 mm,Ⅴ区100 mm;试验采用圆形模头,模孔直径为为4×20 mm。
1.3 试验设计
在预试验的基础上进行单因素试验,以物料含水率、挤压温度、喂料速度和螺杆转速为影响因素,因素水平设计见表1,各因素的固定水平值分别为:挤压温度160℃,物料含水率20%,喂料速度35 g/min,螺杆转速 160 r/min[5]。
1.4 取样方法
待挤压膨化工艺参数达到设定参数时,取1 min内挤压样品2次,室温冷却5 min,称重,样品装入自封袋中备用。
1.5 测定方法
1.5.1 径向膨化率
用数显电子游标卡尺测定样品直径,每个样品随机测定15次,求其平均值作为产品的平均直径mm,除以模口直径 4 mm,其商为径向膨化率[5-6]。
1.5.2 挤压系统参数的测定
扭矩和模头压力数据由计算机自动记录,每10 s采集1次。SME由扭矩、螺杆转速和产量估算[7],单位为kJ/kg,其计算公式为:
式中:n为螺杆转速/r/min;T为扭矩/N·m;MFR为挤压机稳定时的最大产量/kg/h。
2 结果与分析
2.1 挤压温度、物料含水率对SME的影响
挤压温度影响物料的熔化程度和熔融物料的黏度,物料含水量主要影响物料颗粒间的润滑作用,使物料的黏度和流动性发生改变,进而影响摩擦和剪切作用在物料被挤出时所消耗的能量[8]。经方差分析表明(表2),挤压温度、物料含水率对SME有极显著影响(α<0.01)。SME随挤压温度的升高呈下降趋势,SME由 1 713 kJ/kg降至892 kJ/kg。经统计分析,SME与挤压温度之间呈线性相关(图1),其回归方程为:y=-183.9x+1 817.5,R2=0.932 6。SME随物料含水率的升高呈下降趋势,SME由1 833 kJ/kg降至752 kJ/kg。SME与物料含水率之间呈线性相关(图2),其回归方程为:y=-266.9x+2 052.3,R2=0.976 4。
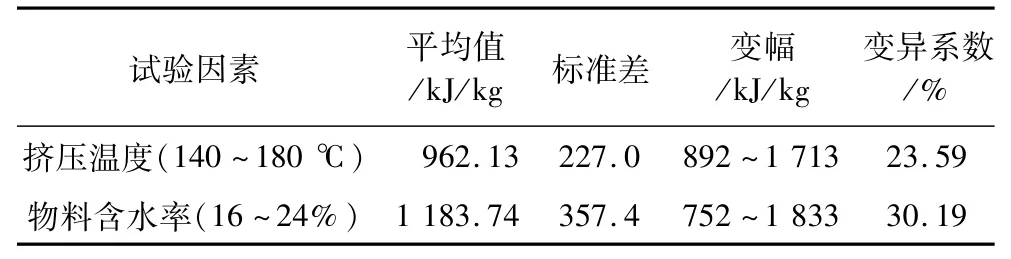
表2 蚕豆挤压膨化的SME
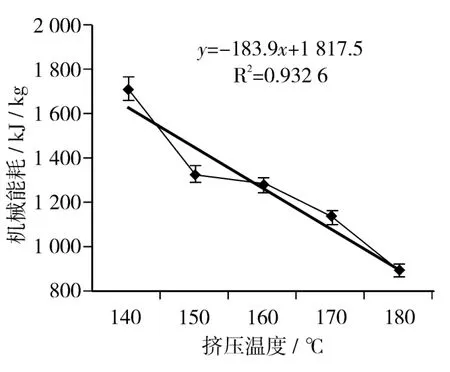
图1 挤压温度对机械能耗的影响

图2 物料含水率对机械能耗的影响
2.2 挤压温度、物料含水率、喂料速度和螺杆转速对径向膨化率的影响
挤压温度和物料含水量的变化使分子降解程度和黏度发生变化,导致气泡不同程度的膨胀和收缩,从而影响挤出物的径向膨化率[9-10];而螺杆转速和喂料速度既可以通过改变单位机械能耗,又可以通过改变停留时间分布影响糊化度和分子降解导致径向膨化率的变化[11-12]。经方差分析表明(表 3),加工温度、物料含水率和喂料速度对挤压物径向膨化率有极显著影响(α<0.01),螺杆转速对挤压物径向膨化率有显著影响(α<0.05)。
径向膨化率随挤压温度的升高呈先上升后下降趋势(图3),当挤压温度由140℃升高至160℃时,径向膨化率由1.64升高至1.96,超过160℃后径向膨化率开始下降,模拟回归方程为:y=-0.000 6x2+0.183 6x-13.056,R2=0.975 7。径向膨化率随物料含水率的升高呈下降趋势(图6),由2.30降至1.38,模拟回归方程为:y=-0.005 6x3+0.329x2-6.488 5x+44.764,R2=0.963 9。径向膨化率随喂料速度的升高呈上升趋势(图5),由1.41升高至2.08,模拟回归方程为:y=-4E-05x2+0.020 1x+1.117 5,R2=0.974 1。径向膨化率随螺杆转速的升高呈波动变化(图6),在试验设定范围内,径向膨化率最高达1.92,最低为1.53,其模拟回归方程为:y=7E-06x4-0.004 8x3+1.127 5x2-118.44x+4 652.1,R2=1。
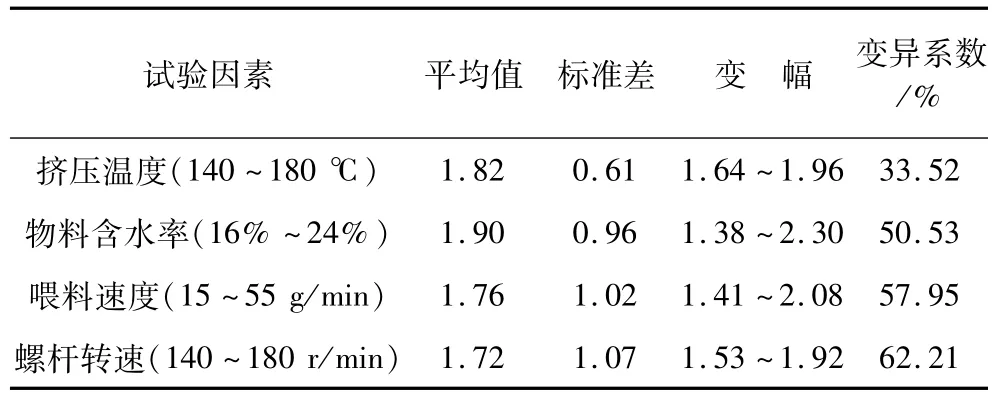
表3 蚕豆挤压物的径向膨化率
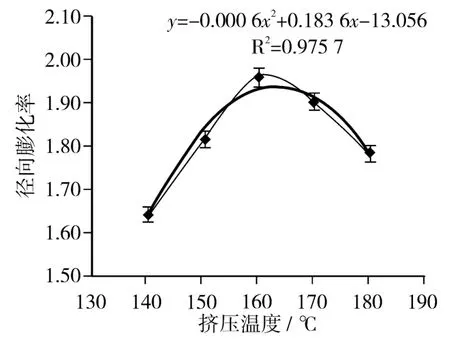
图3 挤压温度与径向膨化率之间的关系
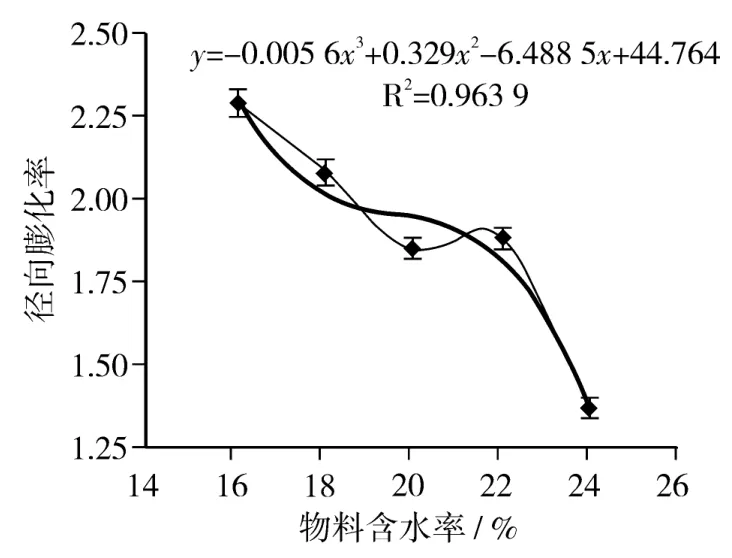
图4 物料含水率与径向膨化率之间的关系

图5 喂料速度与径向膨化率之间的关系

图6 螺杆转速与径向膨化率之间的关系
2.3 SME与挤出物径向膨化率的关系
膨化率直接影响膨化产品的质地和口感,是衡量挤压膨化产品质量的一个重要指标[13]。SME与产品质量密切相关,对产品的膨化率等指标有重要影响[14]。经相关性分析表明两者之间呈显著正相关,相关系数为0.985 7(P<0.05)。曲线拟合显示(图7),两者比较符合指数方程:y=1.569 3x0.1398,R2为0.971 6。
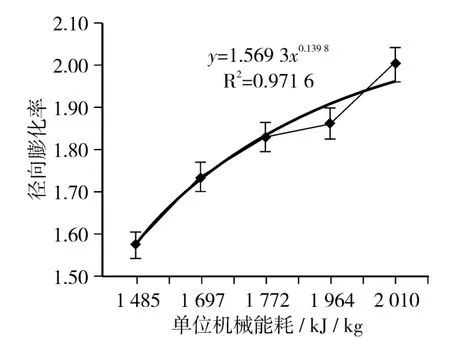
图7 单位机械能耗与径向膨化率之间的关系
3 结论与讨论
挤压温度、物料含水率对SME、挤压物的径向膨化率有极显著影响(P<0.01),喂料速度和螺杆转速对径向膨化率有显著影响,依据回归分析法,分别建立了挤压参数与径向膨化率、SME间的模拟回归方程,径向膨化率与SME间的模拟回归方程。
在试验设定范围内径向膨化率随挤压温度的升高呈先上升后下降趋势、随物料含水率的升高基本呈下降趋势,这可能由于挤压温度、物料含水率、喂料速度和螺杆转速通过影响熔融体的黏度、提供水分气化的动力、机筒的填充程度、剪切力和摩擦作用等来影响挤压产品的膨化率[15-16]。
在喂料速度和螺杆转速不断增加,填充程度提高,物料所受剪切、摩擦作用增强,这将使功率消耗增加,但在螺杆转速过高的情况下物料的填充程度下降,又会使挤压机的功率消耗减小[17-19]。在物料含水率较低时,颗粒间的润滑作用减弱,物料与机筒、螺杆之间的摩擦作用强烈,熔融物料的表观粘度增加,流动性差,在从模口挤出时将消耗更多的能量,单位机械能耗增大,反之减少。单位机械能耗越大,物料在机筒内降解程度越大,大分子降解成小分子,分子质量降低[20-21],物料熔化程度好,机筒温度和压力升高,挤出物径向膨化率随之提高。
目前蚕豆挤压的理论缺乏系统研究,由于挤压参数之间存在一定的交互效应,挤压操作对挤出物径向膨化率的影响又较复杂,需进一步采用多因素组合设计、旋转设计等方法进行深入研究,使操作参数与挤出物性质之间的关系更为清晰,才能形成一套比较完整的蚕豆挤压加工理论,为蚕豆的挤压膨化奠定坚实的基础。
[1]赵学伟.食品挤压膨化机理研究进展[J].粮食加工,2010,35(2):59-65
[2]A1ves R M L,Grossmann M V E,Silva R S S F.Gelling properties of extruded yam(Dioscorea alata)starch[J].Food Chemistry,1999,67(2):123-127
[3]Alvarez-martinez L,Kondury K P,Harper J M.A general model for expansion of extruded products[J].Journal of food science,1988,53(2):609-615
[4]Launay B,Lischt JM.Twin-screw extrusion cooking of starches:flow behaviour of starch pastes,expansion and mechanical properties of extrudates[J].Journal of Food Engineering,1983,2:259-280.
[5]魏益民,杜双奎,赵学伟.食品挤压理论与技术(上)[M].北京:中国轻工业出版社,2009:53-74
[6]杜双奎,魏益民,张波,等.不同品种玉米挤压膨化特性研究[J].中国粮油学报,2006,21(6):34-37
[7]康立宁,魏益民,张波,等.大豆蛋白高水分挤压组织化过程中操作参数对单位机械能的影响[J].中国粮油学报,2007,22(3):38-42
[8]杨绮云,李德溥,徐克非.双螺杆挤压机功耗的实验研究[J].中国粮油学报,2001,16(2):50-53
[9]魏益民,张波,蒋长兴,等.玉米膨化食品加工参数的研究[J].中国粮油学报,2005,20(1):30-32
[10]杜双奎,魏益民,张波,等.玉米籽粒品质性状与挤压膨化特性的关系[J].中国农业科学,2005,38(9):1876-1881.
[11]吴卫国,杨伟丽,唐书泽,等.双螺杆挤压机操作参数对早餐谷物产品特性影响的研究[J].食品科学,2005,26(4):150-155
[12]黄玉珍,何愚,李悦.玉米熟化营养米产业化精深加工技术研究[J].长春大学学报,2009,19(10):60-62
[13]张裕中,王景编.食品挤压加工技术与应用[M].北京:中国轻工业出版社,1998,10-90
[14]陈霞,赵贵兴,孙子重.大豆加工副产物——豆渣及脚油的利用[J].黑龙江农业科学,2006,5(6):57-60
[15]严华锋,姚娟.双螺杆挤压技术膨化玉米粉研究[J].中国粮油学报,1995,10(1):34-37
[16]王文贤,刘学文,谢永洪,等.鸡肉-大米膨化食品双螺杆挤压工艺参数的优化研究[J].农业工程学报,2004,20(6):223-225
[17]尤新.玉米深加工技术[M].北京:中国轻工业出版社,1998.
[18]R Chinnaswamy著.实验设计与分析[M].汪仁宫译.北京:中国统计出版社,1998:589-640
[19]左春柽,马成林,张守勤.双螺杆挤压加工玉米面膨化食品的工艺和配方研究[J].农业工程学报,2000,16(3):91-93
[20]朱赞清.过程参数对双螺杆挤压系统以及挤出物特性影响的研究[D].大连:大连水产学院,2003.
[21]李德溥,郭建亮,杨绮云,等.结构参数对双螺杆挤压机系统特性影响的研究[J].包装与食品机械,2001,19(4):7-10.
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
商品与质量(2021年43期)2022-01-18
辽宁石油化工大学学报(2021年6期)2022-01-04
防爆电机(2021年3期)2021-07-21
农家科技中旬版(2021年6期)2021-07-12
小读者(2021年2期)2021-03-29
中国粮油学报(2019年4期)2019-07-12
智富时代(2019年5期)2019-07-05
智富时代(2019年5期)2019-07-05
学生天地(2018年9期)2018-09-06
