
Power MILL软件在曲面零件多轴加工中的自动编程
2013-01-23 02:46:52崔静侯延升
湖南工业职业技术学院学报 2013年2期
崔静,侯延升
(1.陕西工业职业技术学院数控工程学院,陕西咸阳,712000;2.陕西彩虹电子玻璃有限公司,陕西咸阳712000)
1.引言
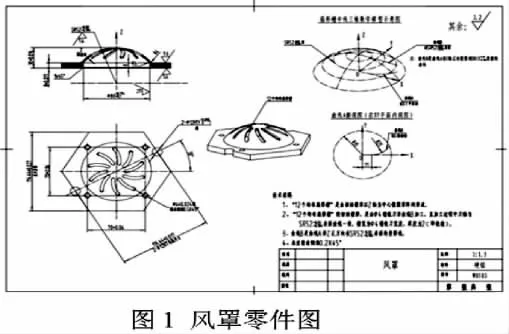
随着科学技术的发展,加工零件的结构和形状在不断改进,对加工质量要求越来越高。手工编程的方式已满足不了加工的要求。对于曲面类零件的多轴加工,采用手工编程的方法已无法完成。采用自动编程的方法来实现,既可提高编程效率又可提高加工质量,自动在多轴加工中发挥着重要的作用。文章以风罩零件(如图1)为例,主要研究Power MILL软件对曲面零件多轴加工自动编程的具体方法。通过软件的使用,可提高编程效率,降低生产成本。
2.采用PowerM ILL自动编程
Power MILL是英国Delcam Plc公司出品的功能强大、加工策略丰富的数控加工编程软件系统。采用全新的中文WINDOWS用户界面,提供完善的加工策略,帮助用户产生最隹的加工方案,从而提高加工效率,减少手工修整,快速产生粗、精加工路径,并且任何方案的修改和重新计算几乎在瞬间完成,缩短85%的刀具路径计算时间,对2-5轴的数控加工包括刀柄、刀夹进行完整的乾涉检查与排除。具有集成一的加工实体仿真,方便用户在加工前了解整个加工过程及加工结果,节省加工时间。
2.1 自动编程前的准备工作
2.1.1 新建加工项目
启动Power MILL2010软件,打开Power MILL系统。
2.1.2 输入模型
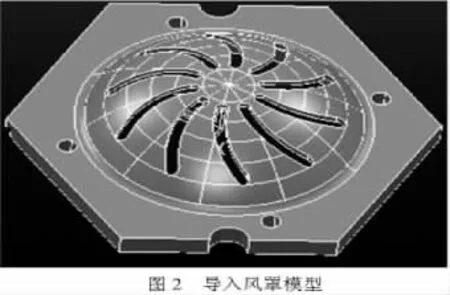
在下拉菜单中单击“文件”→“输入模型”,打开“输入模型”对话框,在所存盘的文件中选择零件模型(采用Pro/E软件,对风罩零件进行实体造型,具体过程略。),文件类型选择,然后单击“打开”(如图 2)。
2.1.3 零件工艺分析
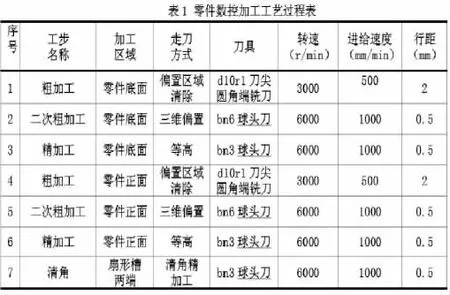
风罩零件属于曲面类零件,需要两面加工,整个加工过程按照粗精加工划分工序。即采用模型区域清除进行粗加工,三维偏置精加工进行二次粗加工,高精加工进行最终的精加工。继而需要使用三把刀具。(工艺表见表1)
2.2 风罩底面加工
2.2.1 建立坐标系
右击左边资源管理器中的“用户坐标系”→“产生并定向用户坐标”→“用户坐标系在选项顶部”,产生坐标系1,右击“坐标系1”打开用户坐标系编辑器,将X轴旋转180度。
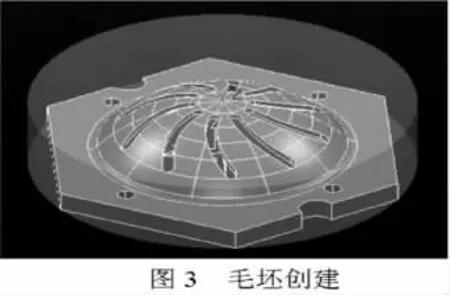
2.2.2 创建毛坯
2.2.3 创建刀具
(1)创建粗加工刀具:在资源管理器中右击“刀具”树枝,在快捷菜单中选择“产生刀具”→“刀尖圆角端铣刀”,打开“刀尖圆角端铣刀”表格,进行刀体部分参数设置。完成上述参数设置后,单击“关闭”按钮,即可创建一把刀尖圆角端铣刀d10r1。
(2)创建三维偏置精加工刀具:在资源管理器中右击“刀具”树枝,在快捷菜单中选择“产生刀具”→“球头刀”,打开“球头刀”表格,进行刀体部分参数设置。完成上述参数设置后,单击“关闭”按钮,即可创建一把球头刀bn6。
(3)创建等高精加工刀具:在资源管理器中右击“刀具”树枝,在快捷菜单中选择“产生刀具”→“球头刀”,打开“球头刀”表格,进行刀体部分参数设置。完成上述参数设置后,单击“关闭”按钮,即可创建一把球头刀bn3。
2.2.4 设置进给率、快进高度、加工开始点和结束点
2.2.5 底面加工
(1)计算模型区域清除进行粗加工

(2)计算三维偏置精加工刀具路径进行二次粗加工
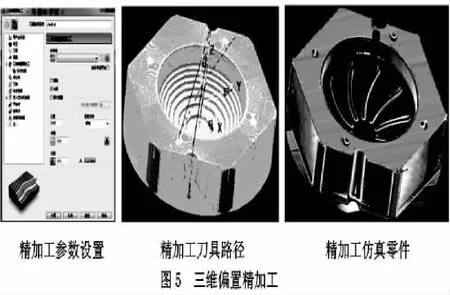
首先,激活球头刀bn6在综合工具栏中单击刀具路径策略按钮,打开“策略选取器”对话框,选择“精加工”选项卡,打开“精加工刀具路径策略”对话框,在该对话框中选择“三维偏置精加工”,然后单击“接受”按钮,打开“三维偏置精加工”表格,进行参数设置。设置完成后,单击“计算”按钮,生成刀具路径。激活精加工刀具路径,进行精加工仿真。过程如图5所示。
(3)计算等高精加工刀具路径进行等高精加工
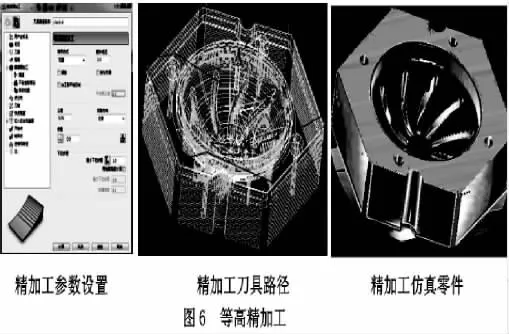
首先,激活球头刀bn3,在综合工具栏中单击刀具路径策略按钮,打开“策略选取器”对话框,选择“精加工”选项卡,打开“精加工刀具路径策略”对话框,在该对话框中选择“等高精加工”,然后单击“接受”按钮,打开“等高精加工”表格,进行参数设置。设置完成后,单击“计算”按钮。生成刀具路径。激活精加工刀具路径,进行精加工仿真。过程如图6所示。到此,底面所有加工完成。
2.3 风罩零件正面加工
2.3.1 重新设定坐标系,进行零件正面加工。
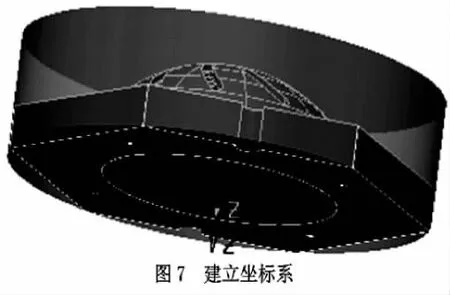
将未加工面朝上,右击Power MILL资源管理器中的用户坐标系,点击“产生并定向用户坐标系”-选择“使用毛坯定位用户坐标系”。选择毛坯上表面中心点,会产生一个名称为“1”的新的坐标系。右击该名为“1”的坐标系,在快捷菜单中选择“激活”,出现设定坐标系操控版。按照右手笛卡尔原则,重新设置坐标系三个轴的方向。设置完成后点击按钮如图7。
2.3.2 设置快进高度
2.3.3 设置加工开始点和结束点
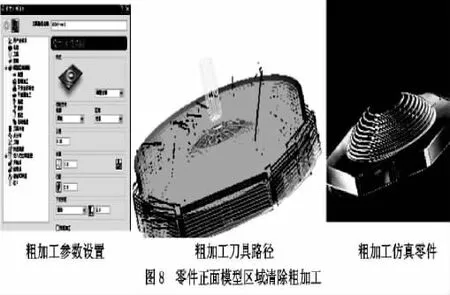
2.3.4 计算粗加工刀具路径进行粗加工
2.3.5 计算三维偏置精加工刀具路径进行二次粗加工
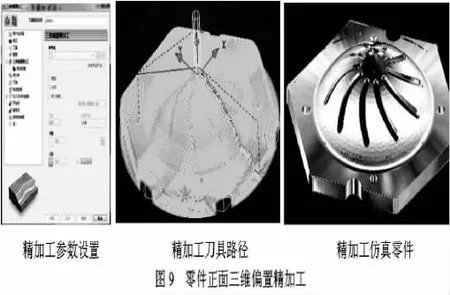
首先,激活球头刀bn6在综合工具栏中单击刀具路径策略按钮,打开“策略选取器”对话框,选择“精加工”选项卡,打开“精加工刀具路径策略”对话框,在该对话框中选择“三位偏置精加工”,然后单击“接受”按钮,打开“三维偏置精加工”表格进行设置。设置完成后,单击“计算”按钮生成刀具路径。激活精加工刀具路径,进行精加工仿真。过程如图9所示。
2.3.6 计算等高精加工刀具路径进行等高精加工
首先,激活球头刀bn3,在综合工具栏中单击刀具路径策略按钮,打开“策略选取器”对话框,选择“精加工”选项卡,打开“精加工刀具路径策略”对话框,在该对话框中选择“等高精加工”,然后单击“接受”按钮,打开“等高精加工”表格,进行参数设置。设置完成后,单击“计算”按钮。生成刀具路径。激活精加工刀具路径,进行精加工仿真。过程如图10所示。

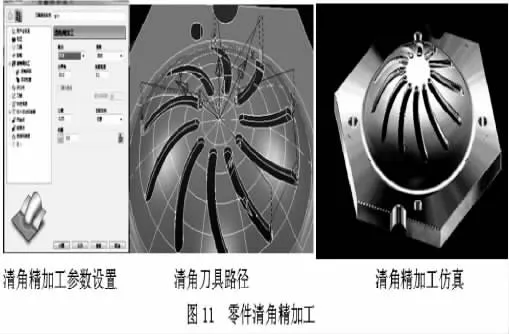
2.4 计算清角刀具路径进行清角加工
2.5 程序后置处理
在PowerMILI资源管理器中,右击精加工刀具路径cu-d10r1-d,在弹出的快捷菜单中选择“产生独立的NC程序”选项,系统即在NC程序树枝上产生cu-d10r1-d刀具路径的独立NC程序。接着双击资源管理器中的“NC程序”树枝,展开NC程序列表,右击cu-d10r1-d刀具路径,在弹出的快捷菜单中选择“设置”选项,打开图12所示NC程序:cu-d10r1-d窗口,按图12所示设置参数,完成后,单击“写入”按钮,即以记事本的形式产生NC程序存于E/:1122.tap文件,打开如图13所示。依据同样的方法,即可输出其他刀具路径独立的NC程序。

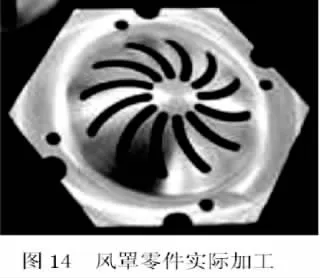
2.6 数控加工
后置程序传入机床,进行零件加工(如图14)。
3.结语
采用PowerMILI软件,针对曲面零件进行多轴自动编程,可大大提高编程效率,缩短零件制造周期。通过软件的加工策略,可清楚地了解加工过程中刀具是否干涉、路线是否合理,进而设计出最适合的刀路,提高加工精度。
[1]廖海平,曾翠华.PowerMILI的后处理应用技巧[J].模具制造,2007,(6):61-64.
[2]朱克忆.PowerMILI数控加工编程实用教程[M].北京:清华大学出版社,2008.
猜你喜欢
计量学报(2020年7期)2020-08-07 02:55:36
汽车实用技术(2019年7期)2019-04-18 07:55:52
制造技术与机床(2017年7期)2018-01-19 02:30:00
制造技术与机床(2017年9期)2017-11-27 02:14:14
电脑知识与技术(2016年22期)2016-10-31 20:38:41
电气化铁道(2016年2期)2016-05-17 03:42:34
江西通信科技(2015年3期)2015-12-05 05:52:05
哈尔滨师范大学自然科学学报(2014年5期)2014-10-24 10:17:58
卫生职业教育(2014年16期)2014-05-16 03:47:22
河南科技(2014年8期)2014-02-27 14:07:48
