
汽车保险杠专用聚丙烯树脂的开发
2012-12-23 09:11周健周力
合成树脂及塑料 2012年4期
周健,周力
(中国石油化工股份有限公司扬子石化分公司塑料厂,江苏省南京市 210048)
汽车保险杠专用聚丙烯树脂的开发
周健,周力
(中国石油化工股份有限公司扬子石化分公司塑料厂,江苏省南京市 210048)
在Innovene工艺聚丙烯(PP)装置上成功开发了汽车保险杠专用PP树脂K9015,产品主要性能指标达到要求:熔体流动速率为17.9 g/10 min,弯曲模量为660 MPa,拉伸屈服强度为17.7 MPa,悬臂梁缺口冲击强度(-20℃)为660 MPa,热变形温度(0.45 MPa)为92℃。
聚丙烯 汽车保险杠 专用树脂 开发
汽车用合成树脂主要以聚丙烯(PP)为主,且80%以上用于生产汽车保险杠。目前,国外小轿车保险杠专用树脂主要采取三种方法制备:1)将共聚PP与三元乙丙橡胶(EPDM)共混;2)用丙烯-乙烯嵌段共聚物(EPM)与聚烯烃热塑性弹性体共混;3)采用橡胶质量分数高达35%的抗冲击型PP与EPM共混。虽然EPDM对PP有良好的增韧效果,但其价格较高,流动性不好[1]。目前,国外汽车保险杠专用PP树脂的主要技术指标见表1[2-3]。本研究采用丙烯与乙烯共聚合工艺在工业反应器中直接生产出汽车保险杠专用PP基础树脂。

表1 国外汽车保险杠专用PP的技术指标Tab.1Overseas technical indicators of the special PP resins for automobile bumper
1 K9015研发背景
中国石油化工股份有限公司(简称中石化)扬子石化分公司(简称扬子石化)塑料厂PP装置采用气相Innovene工艺,设计生产能力为200 kt/a。以氢气为相对分子质量调节剂,采用齐格勒-纳塔高效催化剂,三乙基铝为助催化剂,硅烷为外给电子体,丙烯单体在近似活塞流的气相卧式釜中聚合。该工艺操作简单、开停方便、产量高、能耗低,产品过渡快,放空时不含大量液态丙烯,安全性和环保性好。
汽车保险杠专用PP是汽车用合成树脂中前景很好的一个品种,开发的关键:一是汽车保险杠对材料的力学性能要求较高,要求材料的悬臂梁缺口冲击强度须达到45 J/m以上,以保证保险杠的低温韧性;二是对材料流动性要求高,这是因为汽车保险杠成型面积大,成型时熔体料的流程长,只有流动性良好的原料才能保证成型顺利,制品有很好的外观;三是制品必须有较高的刚性,这样可减少保险杠厚度,减轻制品质量。工业装置生产汽车保险杠专用树脂就必须围绕这三点进行,可通过调整PP中共聚单体含量提高冲击强度,控制聚合物熔体流动速率(MFR)满足流动性的要求。但PP中共聚单体含量高将降低PP刚性,生产中必须兼顾树脂的刚韧平衡。
拟开发的汽车保险杠专用PP树脂牌号为K9015,设计共聚单体质量分数为15%左右,MFR在左右。较高的共聚单体含量能够显著提高产品的抗低温冲击性能,但是也容易造成聚合釜内粉末发黏,流动性变差,因此,控制聚合工艺参数尤为重要。

2 K9015产品质量指标
根据经验及装置的运行状况,确定K9015的产品质量指标见表2。
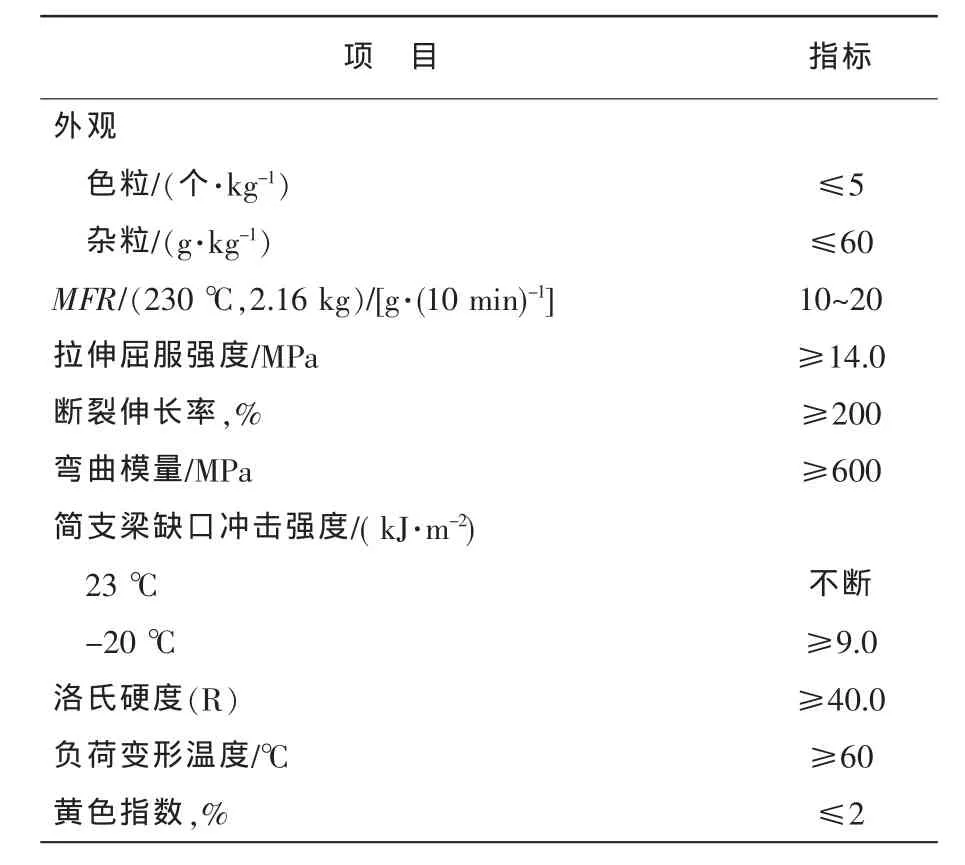
表2 K9015产品质量指标Tab.2Product quality indices of K9015
3 工业化生产
K9015的生产开发前期与专利商合作,由专利商提供最基础数据开始,共进行了5次试生产。开发前期,产品的抗冲击性能高,但刚性不足,负荷变形温度偏低,装置稳定生产难度较大,生产负荷较低。自第二次试生产开始,与中石化北京化工研究院合作攻关,优化了工艺参数,摸索出适合K9015的生产技术路线,既保证了优异的产品质量,又满足了装置长周期稳定生产的需要。自2004年8月到2007年5月,5次共生产K9015产品11.744 kt,装置连续生产周期突破6天,达到了工业化生产规模。
3.1 首次工业化生产
2004年8月首次工业化生产,共生产K9015产品1.700 kt。从转产到产出MFR合格的产品耗时约24 h,装置稳定生产难度较大,主要表现为:聚合物粉末流动性差,出料不畅,生产周期短,生产负荷较低。最终产品经测试显示了较高的抗冲击性能,但刚性不足。
3.2 第二次工业化生产
2005年5月进行了第二次工业化生产,共生产产品本次试生产缩短了从转产到产出合格MFR产品的过渡时间,仅用12 h,聚合控制稳定。在生产中试验了不同的加氢工艺路线,找到了合适的控制粉末流动性的方法,同时找到了改善产品冲击强度和弯曲模量以及负荷变形温度等性能的途径。
3.3 第三次工业化生产
2005年12月第三次工业化生产,共生产1.634 kt产品。这次试生产过渡时间增加,转产开始14 h后产出合格产品。本次采用了第二次试生产的聚合控制模式,获得了较好的粉末流动性。在造粒过程优化了挤压机工艺,同时对助剂进行了复配,提高了助剂添加稳定性,解决了第二次试生产中助剂添加波动的问题。本次试生产得到的产品在不降低抗冲击性能的情况下,提高了弯曲模量和负荷变形温度,改善了K9015的综合性能。
3.4 第四次工业化生产
2006年2月第四次工业化生产,共生产2.842 kt产品,与以往的K9015生产相比取得了技术突破,不仅找到了最佳的聚合加氢控制模式同时也确定了复配助剂的添加比例,最终实现了工业连续生产和产品质量优良的平衡。此次连续生产超过6天,而且生产终止时装置运行情况良好。本次试生产在造粒过程添加了新型助剂,该助剂通过螺杆秤进行加料,生产过程中加料均匀。
3.5 第五次工业化生产
2007年5月第五次试生产,此次K9015生产延续了2006年2月成功生产的模式,聚合控制中逐步调整氢气加入比例,控制第一、第二反应器中PP粉末的MFR,进一步优化了造粒参数。产品质量与2006年2月试生产相比具有很好的重复性,产品质量稳定,部分性能(如弯曲模量及负荷变形温度)有所提高。
3.6 K9015生产控制要点
经过5次试生产的摸索,积累了经验,可以实现各工艺参数的稳定控制。最终确定了主要工艺控制要点。
3.6.1 MFR的控制
采取不同的加氢方式,参照n(H2)/n(C3H6)及粉末的分析数据控制最终PP粉料MFR,直至达到目标要求。
在粉料MFR控制的基础上通过在造粒系统加入过氧化物(加入量根据颗粒MFR的分析结果调整),最终将K9015颗粒产品的MFR控制在合适范围。
3.6.2 产品橡胶中乙烯含量的控制
参照第二反应器系统n(C2H4)/n(C3H6)以及分析测得的粉末乙烯含量值调整乙烯加入量,将其控制在合适范围。
3.6.3 总乙烯含量的控制
通过第二反应器与第一反应器产率比以及化验分析测得的总乙烯含量调整乙烯加入量,将w(C2H4)控制在合适值。
3.6.4 造粒系统的控制
调节挤压机筒体温度,模板温度,节流阀开度,切刀压力,切刀转速等参数,可以稳定造粒系统运行。
4 产品的应用
4.1 与国外同类产品性能对比
从表3看出:除了刚性稍差和负荷变形温度稍低外,K9015的其他各项性能都可与国外同类产品抗衡。尤其K9015的MFR较高,可使加工时的流动性好,成型范围宽。-30~23℃时K9015的悬臂梁缺口冲击强度较高,韧性好,特别适合做汽车保险杠材料。K9015的刚性不足是该产品与国外同类树脂的差距,这与它的MFR较高和韧性较好有关。MFR较高和韧性较好都会造成树脂的刚性较差,因此,今后的生产中应继续改进助剂配方或工艺以达到产品韧性和刚性的平衡。

表3 K9015与国外同类产品力学性能对比Tab.3Mechanical property comparison between K9015 and its overseas counterparts
4.2 K9015系列专用料市场开发状况
以K9015为基料成功开发了日系汽车的代表车型——海南马自达的保险杠专用料,已进入正常供货阶段。采用K9015与各种功能母粒直接配混用于欧系汽车的代表车型——标致307的前后保险杠生产,已进入工业化。以K9015为基料,成功开发了适用于欧系汽车——标致307的耐候、着色功能母粒。
4.3 产品应用试验
将扬子石化生产的共聚PP K9015专用树脂分别在江阴江南模塑集团汽车饰件系统有限公司、上海延锋—韦氏通汽车饰件系统有限公司及德国Decom Gmbh公司进行了普通桑塔纳保险杠、帕萨特B5前后保险杠、POLOGP轿车保险杠及德国大众集团商用车T5前保险杠等的成型试验。各成型试验过程顺利,与原使用的专用树脂生产的轿车的前、后保险杠的注射工艺条件相近;利用K9015注射的几种车型保险杠外观均可满足试验及装车要求;漆膜剥离强度检验合格;K9015的收缩率稍大,注塑产品尺寸与标准要求有一定偏差。在福州华联汽车配件有限公司进行了吉利金刚汽车前保险杠样品制备,成型顺利,外观和性能符合吉利金刚保险杠的要求。
5 结语
PP K9015的研制开发填补了国内高档汽车专用料的空白,产品技术性能达到国际先进水平,完全能够满足国内汽车行业应用的需要。该牌号的开发成功能够替代进口,不仅可为扬子石化创造经济效益,而且符合我国汽车行业的发展方向。
K9015不仅具有高的流动性和高抗冲击性能,而且还具有较佳的性韧与刚性的平衡,适用于要求高抗冲击性能的汽车保险杠制件的注塑。不足之处是由于和传统的共混改性材料在收缩率方面有差距,尚不能直接取代当前使用的共混改性材料,还需开发新的模具。
[1]江梅,王清国,聂华.汽车塑料及其制品的发展[J],汽车工艺与材料,2005(4):37-41.
[2]钟明强.PP汽车保险杠材料的研究开发进展[J],上海塑料,2006(4):41-46.
[3]王跃.聚丙烯汽车保险杠的应用与开发进展[J],塑料,2001,30(3);11-18.
Development of special polypropylene resin for automobile bumper
Zhou Jian,Zhou li
(Plastic Plant of Yangzi Company,SINOPEC,Nanjing 210048,China)
The special polypropylene(PP)resin for automobile bumper,K9015,was developed successfully in a PP plant using Innovene technology.The main properties of the resin product met the requirements,as verified by the melt flow rate of 17.9 g/10 min,flexural modulus of 660 MPa,tensile strength at yield of 17.7 MPa,notched Izod impact strength of 660 MPa at-20℃,and heat distortion temperature of 92℃at 0.45 MPa.
polypropylene;automobile bumper;special resin
TQ 325.1+4
B
1002-1396(2012)04-0045-04
2012-01-30。
2012-04-28。
周健,1970年出生,工程师,1993年毕业于江苏化工学院,现从事聚丙烯生产技术管理工作。联系电话:(025)57782701;E-mail:zhoujian.yzsh@sinopec. com。
(编辑:刘枫阁)
猜你喜欢
世界农药(2020年1期)2020-12-22
机械设计与制造工程(2018年9期)2018-09-22
江苏农业科学(2017年21期)2017-12-13
科学与财富(2017年27期)2017-10-17
中国塑料(2017年2期)2017-05-17
湖北林业科技(2016年6期)2017-04-18
生活用纸(2016年6期)2017-01-19
发明与创新(2016年7期)2016-12-18
中国环境监察(2016年4期)2016-10-24
中国塑料(2015年5期)2015-10-14
