3500 mm宽厚板液压试样剪
2012-12-11 00:54赵燕,张磊
一重技术 2012年2期
赵 燕,张 磊
宽厚板是一种用途极为广阔的钢材品种,随着市场对其需求的日益增大,对其质量要求也日益严格,所以试样剪切线的作用也更加重要。
试样剪是宽厚板试样剪切线上的主要设备之一,用于将切头剪切除的试样“大样”剪切成检验所需的试样块,供检验室对试样的各种性能及成分进行检测、化验。
本文以3500 mm宽厚板试样剪切线中的试样剪为例,介绍该装置的结构原理和设计要点。
1 结构介绍
1.1 剪切线工艺流程

图1 试样剪切线
(1) 试样剪位于试样剪切线上入口辊道和输出皮带之间(见图 1)。
(2)切头剪切取的长条样坯用切头剪运料小车拉出到位后,由推钢装置将其推到试样剪入口辊道上,然后由入口辊道输送到试样剪前。
(3)试样剪入口辊道设有侧挡板,保证样坯沿固定侧进入剪机。
(4)剪切后的样块沿溜槽滑到试样剪的输出皮带上,逐个爬升输送到收集平台上,以便于人工分类收集后及时送至检验室。
(5)剪切剩余料尾通过试样剪入口辊道反方向运行,由卸料装置将料尾卸到废料筐内。
1.2 设备组成
该试样剪是一种单缸驱动液压斜刃剪,主要由上剪台、下剪台、机架、压下装置、主液压缸、定尺挡板装置、液压配管和限位装置等组成(见图2)。
试样剪的剪刃间隙通过人工增加垫片组调整,通过人工更换剪刃,钢板定尺通过人工调整剪机后部的定位挡块实现。
(1)上下剪台及剪刃
上剪刃和下剪刃分别安装在上剪台(见图3)和下剪台(见图4)上。该试样剪的下剪台固定不动,通过上剪台的向下运动实现剪切。上剪台在一个主液压缸控制下可在机架上的滑道中上下运动并对试样进行剪切。在上剪台与主液压缸的活塞杆之间装有球面垫,利用球面垫的自位功能防止活塞杆在剪切过程中偏载。主液压缸的缸头和球面垫之间采用干油润滑。
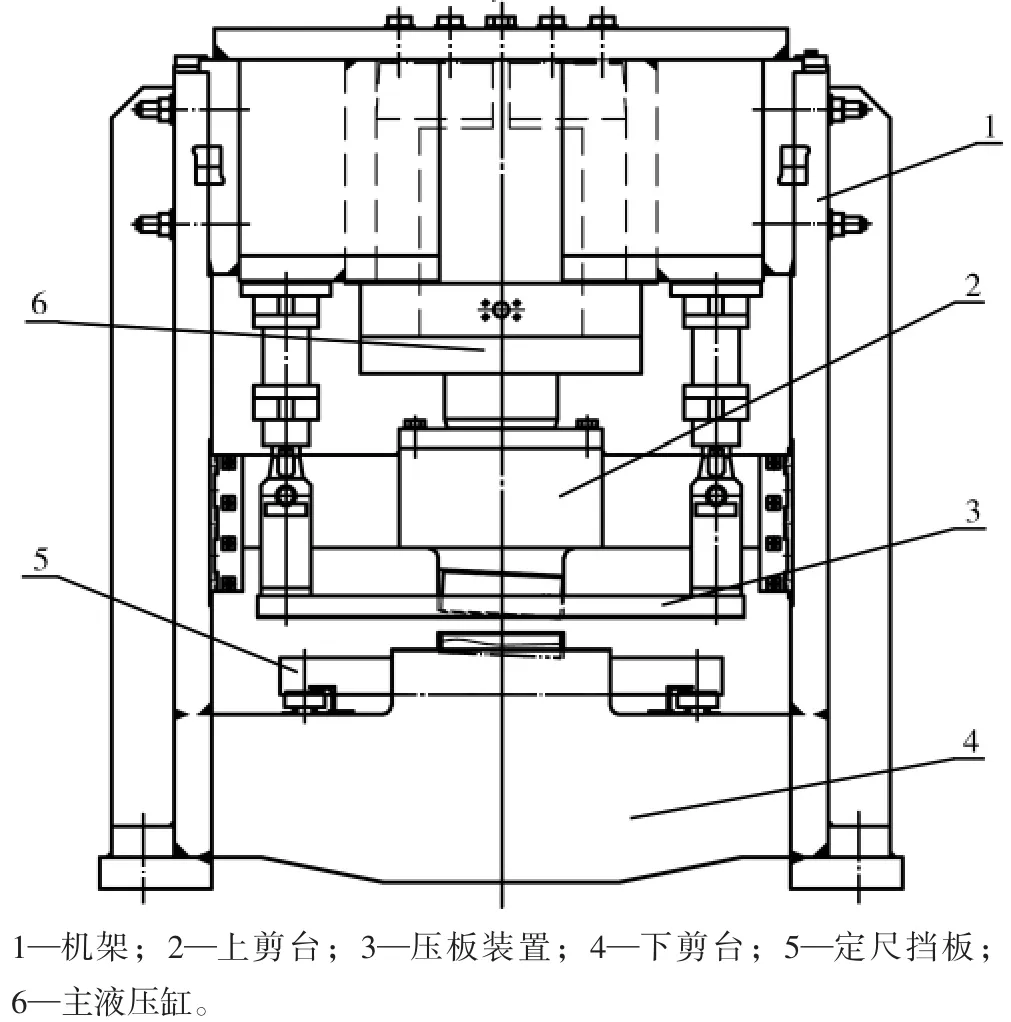
图2 试样剪

图3 上剪台
剪刃通过销与螺钉安装在剪台上。为了提高剪切质量和减少剪切负荷,通常上剪刃和下剪刃带有一定的倾斜角度。其最大允许倾斜角受钢板与剪刃间摩擦条件的限制,倾斜角度过小,剪切断面容易出现撕裂现象;而倾斜角度太大,则剪断后钢板的不平度也会增大,角度过大时钢板甚至会从刀口滑出而不能进行剪切。该试样剪设计为下剪刃水平布置,上剪刃以一定倾斜角度安装在上剪台上。
(2) 机架
该试样剪的机架由两侧主板、下剪台和横梁组成。
两块主板厚120 mm。下剪台两端伸入两侧机架内,与两侧机架焊为一体。横梁为焊接结构件,通过一对对键和八个双头螺柱安装在两侧机架上。
主液压缸和压下装置的液压缸安装在横梁上,由横梁对主液压缸缸体起到固定作用。
整个机架构成闭式焊接框架结构,剪切力由机架抵消。
机架上装有滑板和滑座,上剪台沿着自润滑滑板上下滑动,滑槽起到机械导向作用。滑座上装有调整螺栓和碟簧,保证当滑板磨损时,上剪台靠紧在滑槽中。
(3) 压板装置
该试样剪的压板装置采用液压压板,由压板架和两个液压缸组成(见图5)。压板架位于与下剪刃平行的钢板上方,液压缸缸体安装在横梁上。

图5 压板装置
压板装置的作用是在剪切钢板时通过液压缸产生的压力把试样夹持在压板架和下剪台之间,防止钢板翘曲,提高剪切质量。
当钢板进入试样剪等待剪切时,无杆腔进油,液压缸活塞杆伸长,压板架下移压紧钢板。剪切结束后,液压缸有杆腔进油,活塞杆收回,压板架上移。当压板架上下移动时两个液压缸保持同步,而且在剪切钢板过程中液压缸的压力可调。
2 工作原理
首先,压板架下移与试样钢板接触,液压缸压力达到一定数值后压紧钢板,随后主液压缸的无杆腔进油,活塞杆伸出,驱动上剪台下降进行剪切,上剪台随着剪切的深入继续下降至最低位置,使上剪刃与下剪刃有一定的重叠量,在剪切过程中压板架随着上剪刃一同下移,当剪切完毕后,主液压缸和压板装置液压缸的有杆腔进油,活塞杆缩回,带动上剪台和压板架又升至最高位置,等待下一次剪切。
3 工作方式
电气控制采用PLC程序控制器进行全线功能控制,具有自动化程度高,操作简单维护方便等特点。此外,在试样剪操作室和液压站还设置操作台及本地操作箱,可通过按钮操作控制执行各指令。
该试样剪的工作方式有两种型式。一种是半自动控制:切头剪运料小车将运来的试样钢板条拉出到位后,手动单动控制推出装置将其推到试样剪入口辊道上,并根据定尺尺寸(取样长度为250~500 mm)确定定尺挡板装置位置。接着进入自动控制阶段,试样钢板条由入口辊道输送到试样剪前。当剪刃前光电开关检测到钢板时,试样剪入口辊道减速,当试样剪剪刃后部的光电开关检测到信号后,入口辊道停止转动,试样剪对钢板进行切头。然后手动控制入口辊道继续转动,当定尺挡板上的光电开关检测到信号后,自动确认钢板定尺到位,开始一个剪切循环(即压板缸压下、剪切液压缸开始剪切、剪切液压缸恢复初始位置、压板缸抬起)。剪切后,样块沿溜槽滑到试样剪的输出皮带后输送到收集平台上,由人工分类收集,剪切剩余料尾通过试样剪入口辊道反方向运送至卸料装置,由卸料装置将料尾卸到废料筐内,最后由天车吊走。另一种是手动单动控制剪切,即剪切过程完全由人工通过操作按钮分步实现。
4 主要设计参数计算
4.1 剪切力计算
试样剪是将运来的试样“大样”(见表1)按取样长度切成定尺。

表1 试样剪剪切工艺参数
剪切力计算公式较多,有柯洛辽夫公式、诺沙里公式和富姆公式等。本文使用富姆公式计算剪切力,从计算结果比较来看,该公式更符合实际情况。
根据3500 mm宽厚板试样剪的设计要求:剪刃倾角=3°。剪切钢板材质为Q235时,最大剪切厚度为40 mm,强度极限为500 N/mm2,剪刃间隙为0.4 mm,代值计算,得剪切力=4 136 kN;剪切钢板材质为Q345时,最大剪切厚度为36 mm,强度极限为630 N/mm2,计算得剪切力=4 221 kN。
4.2 主液压缸参数确定
(1) 活塞直径
剪切钢板时,主液压缸无杆腔进油,上剪台下降,液压缸需克服剪切力和上剪台与滑座之间的摩擦力等。
活塞直径为

式中,d—活塞直径(mm);G—上剪台重量(N);p—液压缸工作压力(MPa);η—考虑摩擦损失的系数,一般取 0.85~0.9。
取 G=21 384 N;p=24 MPa,计算得 d=Ø512 mm,选取主液压缸活塞直径为Ø520 mm。
有杆腔进油时克服的主要是上剪台的重量,该重量相对较轻。在选取液压缸的活塞杆直径时,考虑活塞杆的刚性,应选取直径较大者。
(2) 活塞杆行程
主液压缸活塞杆的行程即上剪刃的行程(见图6)。行程的确定以能够顺利完成钢板的剪断为原则,除与钢板的最大断面高度和剪切终了时剪刃重叠量有关外,还需要考虑保证试样头部翘起时仍能通过试样剪,避免上剪刃受钢板冲撞以及钢板通过试样剪时下剪刃不被钢板磨损等因素。
上剪刃的行程按下式计算:

式中,H—上剪刃的行程(mm);h—试样的最大厚度(mm);f—试样上表面与压下装置之间的距离,一般取50~75 mm;q1—压下装置低于上剪刃的距离,一般取5~50 mm;q2—下剪刃低于运输辊道表面的距离,一般取5~20 mm;s—上下剪刃的重叠量,一般取 5~25 mm。

图6 上剪刃的行程图
取f=62 mm,q1=8 mm,q2=5 mm,s=10 mm,再由表1中试样的规格尺寸,代值计算,得H=130 mm。选取主液压缸活塞杆的最大行程为140 mm。
因此得出主液压缸的规格为Ø520 mm×Ø360 mm×140 mm。
4.3 压板装置液压缸参数确定
压板装置液压缸主要参数为剪切过程中将钢板压紧所需的压板力。确定压板力的原则是使压板力对剪切面处产生的弯曲力矩大于或等于钢板断面塑性弯曲力矩。压板力一般取最大剪切力的4%~5%。
已知试样剪的最大剪切力,通过计算得液压缸的活塞直径为Ø110 mm,取液压缸活塞直径为Ø125 mm。由式(3) 知,压板架的行程为112 mm,取液压缸的最大行程为120 mm。其它分析与主液压缸的选型类似。
得出压下装置液压缸的规格为Ø125 mm×Ø90 mm×120 mm。
5 结语
该试样剪不仅结构简单、布局紧凑、易于加工制造、重量轻、占地面积小、购买或制造该试样剪投资小,而且采用进口PLC程序控制器进行全线功能控制,操作简单,易于维护,可有效减轻工人的劳动强度,具有很高的性价比,是集机、电、液一体化的高性能产品。
猜你喜欢
压缩机技术(2022年3期)2022-12-07
沈阳理工大学学报(2022年3期)2022-08-11
科学技术创新(2021年13期)2021-05-16
数码世界(2020年11期)2020-11-23
作文周刊·小学一年级版(2019年12期)2019-04-28
中文信息(2019年1期)2019-02-20
科技创新与品牌(2017年9期)2017-10-20
小学生导刊(高年级)(2016年12期)2016-12-07
建筑工程技术与设计(2015年28期)2015-10-21
家庭医药·快乐养生(2015年8期)2015-09-10