不锈钢APH机组酸洗工艺研究
2012-12-11 00:54:48李小军
一重技术 2012年2期
李小军
随着国民经济的高速增长,我国对不锈钢的需求呈快速增长趋势,为了满足市场需求,提高生产率,现代化的不锈钢生产线将退火与酸洗合在同一机组内进行连续作业,这种机组被称为连续退火酸洗机组,即APL。APL机组主要包括AP(H)、AP(C) 等。其中,用于热轧板卷退火和酸洗的机组称为AP(H)机组,通过退火使热轧板卷软化、调整晶粒度或提高塑性,再经酸洗后除去在热轧或退火过程中生成的氧化铁皮等杂质。本文主要介绍并分析AP(H) 机组中的酸洗段的工艺特点。
1 不锈钢酸洗工艺
1.1 酸洗目的及酸洗前预处理
在AP(H) 机组中,酸洗的目的是去掉热轧及退火过程中在钢带表面形成的铁鳞,即氧化层。除此之外,酸洗另一个目的是对不锈钢表面进行钝化处理,提高钢板耐蚀性。不过,由于不锈钢的铁鳞中含有与基体结合非常紧密的氧化铬,使酸洗较普通钢板更加困难。因此,为提高酸洗效果,必须在酸洗之前进行破鳞处理(简称预处理)。预处理方法采用机械破鳞技术,所采用的设备主要有喷丸机和破鳞机,两种设备根据具体工艺要求既可单独使用,也可联合使用[1],本文所述酸洗线是破鳞机加喷丸机联合使用。
喷丸处理是利用喷丸机产生的压力和离心力使小尺寸钢丸以很高速度喷射在运行中的带钢表面上进行除鳞。喷丸机的基本工作原理是将钢丸通过料斗和导筒送入叶轮装置,从正反两面喷射,喷射后钢丸再通过螺旋桨及斗式提升机等循环装置送到机体上部,用分离器将氧化皮和碎丸分离出去,然后将可用钢丸再送回叶轮装置循环使用。喷丸处理能力主要由叶轮装置的输出功率、投射量和投射速度决定,它们是喷丸机最重要的技术指标。
破鳞机是利用一组辊子(两弯一矫)将钢带以“S”形反复进行弯曲,使带钢表面上的铁鳞层产生龟裂,而更易于剥落。
1.2 酸洗工艺段描述
在AP(H)机组中,由于酸洗段和退火炉之间没有活套,所以酸洗速度必须与退火速度相适应。酸洗线的工艺处理主要包括:化学酸洗、刷洗、清洗及干燥。其中,化学酸洗段分成两段,即硫酸酸洗和混酸酸洗[2]。
不锈钢经过轧制和退火后会在钢带表面形成一层氧化铁皮,在氧化铁皮中有铬铁氧化物,铁氧化物和其它合金元素氧化物等成分,其混合物的比例取决于钢的成分和退火条件 (温度、加热时间和气氛)等。
这些金属氧化物大都是以尖晶石的形式存在的,特别难溶于酸。此外,某些情况下,在这层氧化铁皮下面还会形成一定厚度的贫Cr区,而为了保证钢带表面的性能,钢带表面的Cr含量一定要与钢带内部相一致。因此,对钢带进行酸洗的目的就是要通过使用不同溶液进行多阶段酸洗,以去除钢带表面的氧化铁皮以及贫Cr区。
(1) 化学酸洗 (硫酸)
如前所述,氧化铁皮中包含有一定比例的铁基氧化物,这些氧化物用硫酸溶液清洗后即可被有效去除。
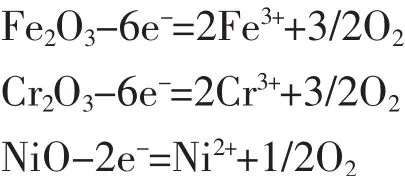
钢带表面在H2SO4中进行酸洗时将发生一系列的化学反应。
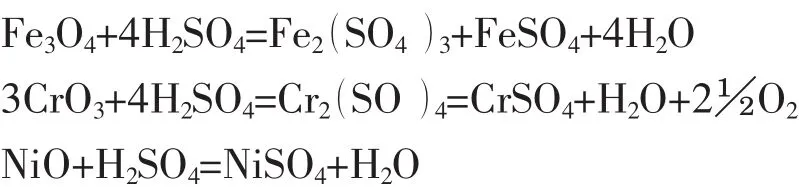
氧化铁皮被溶解成:
用硫酸酸洗不锈钢钢带的酸耗低,排气净化简单,酸洗速度快,在去除铁基氧化物的同时对环境无污染。在硫酸酸洗后设置一台双磨擦刷洗机,通过机械方法清除钢带表面粘附的氧化铁皮颗粒,同时喷射清洗水到钢带表面,以去残余硫酸。
(2) 混酸酸洗
经过第一阶段的酸洗处理,部分氧化铁皮已被去除,所剩余的氧化铁皮为包括Fe-Cr-Ni等的混合氧化物。此时,通常使用硝酸和氢氟酸(HNO3+HF)的混酸,在去除这些混合氧化物的同时将贫Cr区一起消除。为提高带钢酸洗质量,混酸酸洗过程分两个阶段进行。当钢带经过最后一个酸洗槽,钢带表面最后的氧化物被去除后,钢带表面也变得光滑,再由刷洗机清理掉钢带表面的氧化铁皮颗粒,喷射清洗水到钢带表面去除残余酸,最后使用带钢烘干机对带材进行烘干处理。
对不同的钢种其酸洗浓度也不相同(见表1、表 2)。
1.3 酸溶液的管理
酸溶液的管理和处理是一个在线过程。根据钢种不同,新酸和再生酸将自动按配比加入最后一个循环罐中。在酸排出之前,要经过所有的循环罐,并送到酸再生装置中。需定期对酸液进行分析,以确定酸液实际浓度和设定标准之间的差别。计算机将自动计算所需加入的新酸量及再生酸量,加入新酸或再生酸的过程均自动进行。有了这种配制概念,酸浓度和金属浓度总能控制在一个很小的范围内,将会生产出表面质量极好的产品[3]。
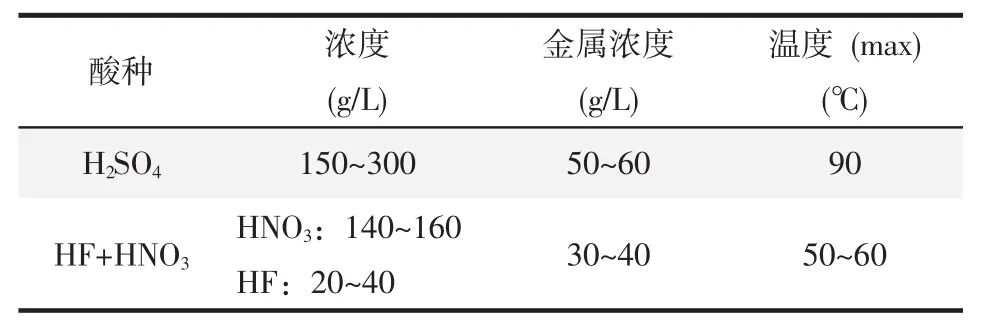
表1 AISI200中的酸洗标准
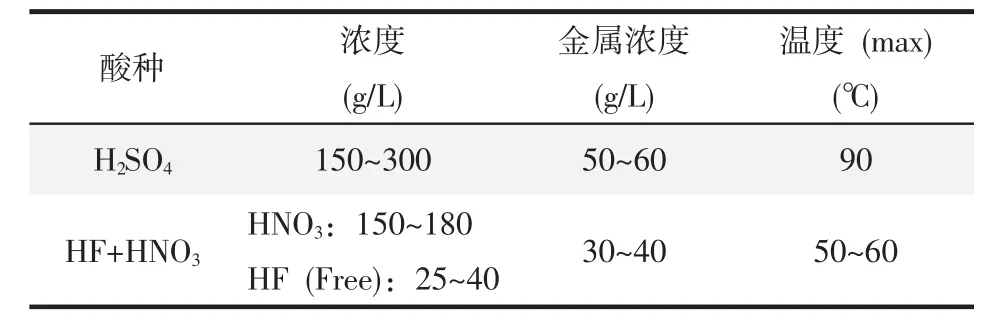
表2 AISI304中的酸洗标准
1.4 酸洗控制系统
根据酸洗系统的工艺要求,采用可编程序控制器(PLC)与操作站组成的自动化控制系统对酸洗工艺段整个生产过程进行监视、控制与操作。该酸洗工艺段控制系统由两个操作员站(HMI)、一套PLC系统以及现场自动化仪表、泵、阀等设备组成。酸洗工艺段主要检测和控制项目有:
(1) 酸洗槽液位显示及报警。
(2)循环罐液位和温度显示及报警。
(3)酸洗槽供酸泵出口压力显示及报警。(4)酸洗槽酸洗液循环管切断阀的顺序控制。(5)循环罐酸液、工业水进水管和排放管处切断阀控制。
(6)废酸罐液位和温度显示及报警。
(7)废酸罐酸液、工业水进水管切断阀的控制。
(8)废酸罐排放管切断阀的控制。
(9)废酸罐排放总管压力显示及报警。
(10)清洗槽液位显示及报警。
(11) 清洗槽清洗液循环泵出口总管压力显示及报警。
(12)清洗槽软水进入管切断阀的控制。
(13)酸洗加热用蒸汽换热器蒸汽阀开度控制。
(14)新酸供应系统中供酸管路上流量计、泵及切断阀监控及每个储罐新酸供量控制。
该系统的控制模式为模拟量控制和开关量顺序控制。其中的模拟量控制回路主要包括:酸温控制回路、水和酸流量控制回路等,采用PID控制方式。开关量顺序控制主要包括:供、排酸控制、压力联锁控制、液位联锁控制等。设备控制模式分就地手动、远程手动、自动等三层控制模式。
2 不锈钢酸洗工艺的实际应用
某厂不锈钢APH机组的酸洗线总长度113.365 m(见图1)。
(1) 预清洗均为1.4 m。
(2) 硫酸酸洗槽1个,长度为1×20 m,酸洗时间为20 s。
(3) 1#、2#刷洗机为双排刷辊,长度7.45 m。(4) 硫酸酸雾处理能力为8 000 m3/h。
(5) 混酸酸洗槽3个,长度为3×20 m,酸洗时间为60 s。
(6)最终清洗及3#、4#刷双排刷辊洗机总长度为9.35 m+1.9 m。
(7) 烘干机长度2.6 m。
(8) 混酸酸雾处理能力为14 000 m3/h。
2.1 酸洗段的设计要点
(1)该酸洗线的酸洗段分成硫酸和混酸酸洗段两段。每一段都设计有高涡流酸洗槽。整条线共有一个硫酸酸洗槽和三个混酸酸洗槽以及相应的循环罐、循环泵和管道等。
(2)用于添加的新酸或再生酸洗液以与钢带运行相反的方向加入,以喷流的方式流入第一酸洗槽,并排出相应数量的酸洗液。这种方式使酸洗线可以达到设定的紊流效果。
(3) 在混酸段,每个酸洗槽配有单独循环罐,确保循环泵可以收集足够的酸,同时使整条酸洗线可以储存足够的酸。酸洗溶液的加热或冷却均由外部热交换器负责。
(4)当酸洗线不运行或生产线因故停车时,酸洗液将从酸洗槽排入到循环罐中。工作时再由循环泵把酸排入酸洗槽。在此期间自动进行旁通加热。
(5)为了防止废气散出,酸洗和清洗槽都有槽盖,并且装有净化系统。
(6)为了避免污泥沉积,保持酸液始终流动并避免“死区”非常重要。
为此,酸洗槽两边在轧制线上下方设有多处喷射点使槽中的酸液形成高紊流。这种边部喷酸法能使带钢快速预热,尤其在第一酸槽内,使酸洗可以立刻开始;这种交叉喷酸的方法在酸槽中能产生极好的涡流,避免酸槽中污泥及从钢带表面除下的氧化铁皮残渣沉积。同时,这种高涡流会使钢带表面物质交换更加充分,还可以提高酸洗效率。
(7)酸槽温度监控系统可根据运行要求,通过改变控制系统名义值调整酸槽温度。使钢带速度降低时,酸槽温度也能相应降低,以节约能量。
(8)酸槽的底部设计成斜面形式,以便于排酸口排液。酸液流中的一部分总是经由这些出口进行排出。其它部分的酸液则是通过每个槽的入口和出口箱排出。
(9)在硫酸酸洗槽和混酸酸洗槽后各设有一台双摩擦刷洗机,通过机械方法清理掉带钢表面松散粘附的氧化铁皮颗粒。同时喷射清洗水到带钢表面,以去除粘附的残酸,提高钢带表面质量(见表3)。
(10) 当带钢离开最后一个酸槽时,带钢表面残酸必须被清理干净。因此在最终清洗段设有刷洗、完全清洗段。其中,完全清洗段包括喷射清洗槽、2个单刷洗槽和热清洗槽。为了节约能源,使清洗水用量最少,所有四个槽被连在一起,并布置为瀑流形式。这意谓着冷凝水或脱盐水被加入到最后一个清洗槽后,将会经过所有清洗槽一直溢流到第一个槽中。用过的清洗水中一部分用于平衡混酸槽的蒸发损失,其余部分将排到废水坑(见表4)。
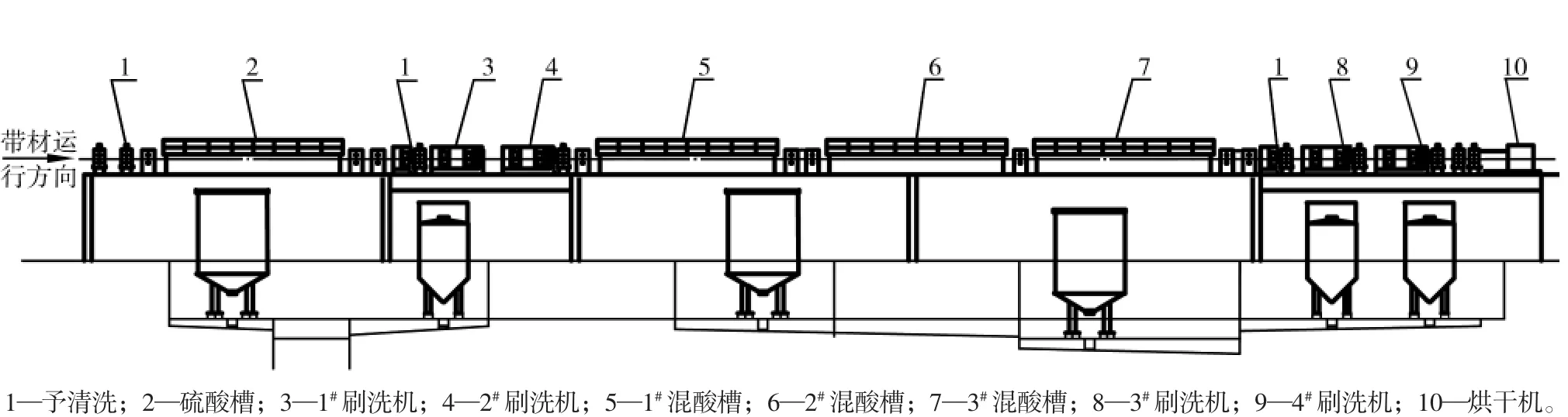
图1 酸洗简图
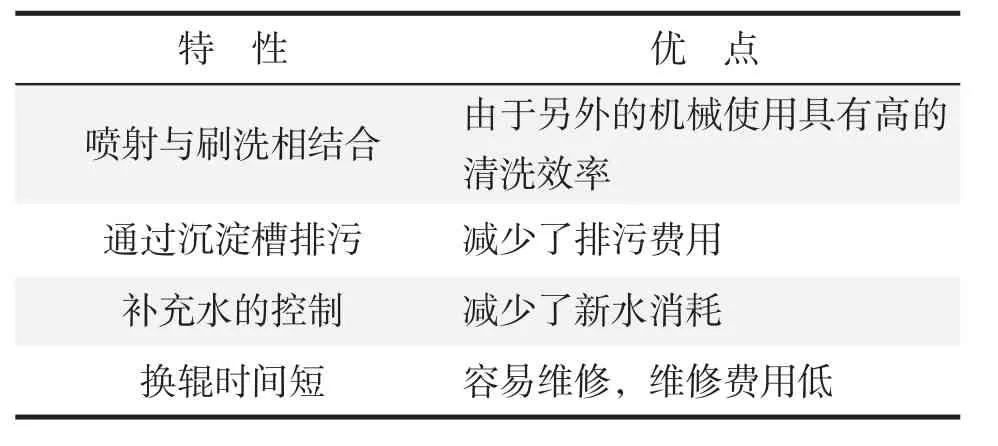
表3 刷洗机特性
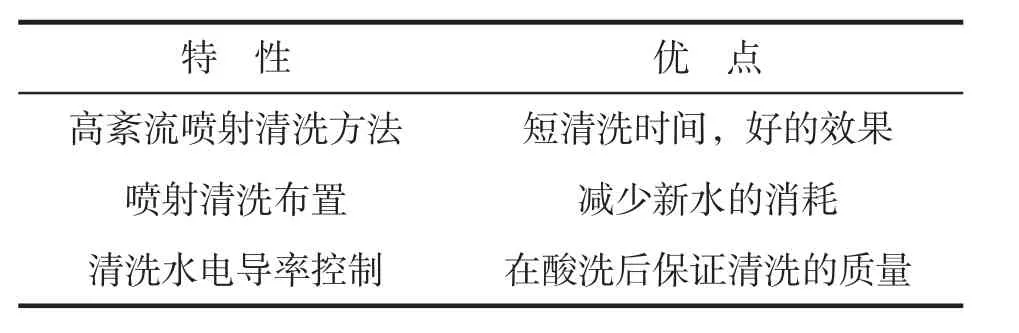
表4 喷射清洗系统特性
(11)带钢被清理干净后将通过干燥机去掉表面残余的水分。带钢干燥机使用非直接加热的空气进行干燥。空气由一个径向鼓风机吸入,通过热交换器后经过带有特殊喷管的分配系统烘干带钢。另外,还设有鼓风机烘干带钢边部。
2.2 酸洗溶液控制
该酸洗线配有分析仪和相应的分析系统,可以确定所需新酸和水的用量,并且酸和水按配比自动加入循环罐中。分析系统对H2SO4、HF及HNO3游离酸和总酸浓度及金属离子总浓度进行取样分析。
(1)H2SO4的游离酸和总酸浓度。(2)金属离子的总浓度。
(3)HF游离酸和总酸浓度。
(4) HNO3游离酸和总酸浓度。
根据分析结果,激活配制程序的控制系统,调整H2SO4、HF及HNO3配制量并生成分析文件。
在酸洗过程中,因各种酸液的温度都比较高,势必会有各种酸液挥发物和各种废气产生。为保护环境,需要进行集中收集,待净化处理达标后才能排放。
排烟系统负责抽取酸洗段所产生的烟雾,并输送到相应的烟雾处理系统。烟雾中所含的酸由洗涤塔系统去除。硫酸酸洗段所产生的烟雾经过洗涤之后排放到大气中,而混酸酸洗段所产生的烟雾在经过洗涤之后还要送至氮氧化物处理装置进行处理。在H2SO4废气净化系统中,废气通过一个风机被引导到一个密集喷射区。在该喷射区,废气与净化溶液接触,并通过液滴分离器和除雾器将废气和液滴进行分离。
因来自混酸酸洗段的气体具有相当高的HF浓度,所以在混酸废气净化系统中,气体清理装置分为HF洗涤塔和SCR脱氮装置两个部分。混酸酸洗段气体先进入气体洗涤塔的底部(收集盘),在那里气体改向进入对流系统,气体垂直向上通过填充料(洗涤塔),同时洗涤液由离心泵从洗涤塔顶部均匀地喷射到填充料上。在这个过程中,气体和洗涤液之间充分接触,使气体相与液体相之间的物质交换充分进行,而具有网纹结构的填充料安装在洗涤塔头部,既可以做为雾收集器,又能够有效地分离悬浮物和气体。从填充料排出的洗涤液汇集到洗涤塔底部收集盘处,再由化学离心泵通过管道和喷嘴循环使用。
经过洗涤塔清洗气体(降到指示的极限值)被运送到催化SCR脱氮装置,将在催化SCR脱氮装置中进行NOX的还原。经过这样处理后的有害气体仅为处理前的5%~20%。最后,酸洗段所产生的废酸水被收集到地坑内,并用泵输送到废水处理厂进行处理。
3 结语
到目前为止,国内几家大型不锈钢生产厂所建设的不锈钢退火酸洗机组均由国外引进,只有部分设备为国内合作制造。因此,经过对多条机组酸洗段工艺和设备选择特点的分析研究,总结出一套先进成熟、经济可靠的生产工艺及合理的设备配置方案,对今后我国自主集成不锈钢退火酸洗线具有重要意义。
[1]秀平.不锈钢生产用新型轧制、退火和酸洗生产设备 [J].钢铁,2001 (11):12-15.
[2]干勇.先进钢铁材料技术的进展.[J].中国冶金,2004(8).
[3]朱敏之.日本川崎制铁的不锈钢生产工艺特点与新产品开发.[J] .特钢技术,2004 9 (2) .
猜你喜欢
石油工业技术监督(2024年4期)2024-04-24 06:33:30
钻采工艺(2022年5期)2022-11-09 03:39:00
粉末冶金技术(2021年1期)2021-03-29 02:35:18
中国电气工程学报(2019年27期)2019-10-21 10:25:52
钻井液与完井液(2019年2期)2019-05-24 01:15:52
中国有色冶金(2018年4期)2018-01-31 16:50:01
商情(2017年33期)2018-01-24 22:45:44
江苏理工学院学报(2017年2期)2017-07-09 21:02:05
无机盐工业(2017年5期)2017-03-11 11:25:26
上海金属(2016年4期)2016-11-23 05:38:59