
自催化还原法回收化学镀镍废液
2012-12-08 01:40赵立新印博林姜海涛邵忠财
电镀与精饰 2012年4期
赵立新,印博林,张 宁,3,姜海涛,3,邵忠财,3
(1.牡丹江师范学院材料工程学院,黑龙江牡丹江 157012;2.沈阳市环境保护局,辽宁沈阳110011;3.沈阳理工大学环境与化学工程学院,辽宁沈阳 110159)
自催化还原法回收化学镀镍废液
赵立新1,印博林2,张 宁1,3,姜海涛1,3,邵忠财1,3
(1.牡丹江师范学院材料工程学院,黑龙江牡丹江 157012;2.沈阳市环境保护局,辽宁沈阳110011;3.沈阳理工大学环境与化学工程学院,辽宁沈阳 110159)
采用自催化还原法回收化学镀镍废液中的镍离子。通过对溶液pH、温度、ρ(NaH2PO2·H2O)及反应时间等几个因素的控制进行单因素试验和正交试验,确定镍回收的最佳工艺条件为:pH 为10~11,θ为80℃,ρ(NaH2PO2·H2O)为50g/L,t为60min,镍粉的回收率可达96%以上。对最优条件下回收的镍粉进行电子扫描电镜检测,结果表明,制得的镍粉呈圆球状,分散均匀,粒径大约在2μm,属于超微粒镍粉,具有很好的应用价值。
化学镀镍;废水处理;自催化还原;镍粉
引 言
化学镀是指在一定条件下,水溶液中的金属离子被还原剂还原,并且沉淀到固态基体表面上的过程。化学镀镍是使用还原剂使镍离子还原成金属镍,并在镀件表面沉积的过程,主要用于提高抗蚀性和耐磨性,增加光泽和美观,适合于管状或外形复杂的小零件的光亮镀镍,不必再经抛光[1-7]。
近几年来,随着科学技术的迅速发展,化学镀镍应用领域不断扩大。由于化学镀镍工艺简单,实用性较强,具有许多优越特性,化学镀镍技术发展较快。但化学镀镍生产废水中的重金属离子对环境的污染严重,已引起人们的广泛关注,特别是为提高化学镀层质量和镀液的稳定性,化学镀液中添加的各种络合剂、稳定剂和光亮剂等有机物对环境危害较大,而且这些有机物的存在给废液中的镍、磷等离子的去除带来了困难。因此,研究适合于化学镀镍废水的处理技术和措施,具有一定的社会效益和应用价值[8-18]。
本文中研究的是优化化学镀镍废液的处理方法,达到回收金属镍的目的。研究工艺参数对镍的回收率的影响,通过改变实验条件及使用不同活化剂得到回收镍粉的最佳条件,进一步研究工艺条件对回收镍粉粒径的影响,制备超微镍粉。实验所用的化学镀镍废液来自沈阳某厂,在实验后仍然在该厂进行了生产验证,在实际操作中尽量做到回收镍粉的同时考虑经济效益,达到用较小的成本回收较多的镍粉的目的,增加回收金属的附加值。
1 实验部分
1.1 实验方法
取一定量化学镀镍废液于烧杯中,用6mol/L的NaOH溶液调节其pH,然后加入该还原析出反应的催化剂(钯盐),将烧杯放入恒温水浴锅中加热,调节到适宜的温度。然后向烧杯中加入适量的还原剂(次磷酸钠)并搅拌,控制反应过程中溶液的pH,持续搅拌至反应完全(约1.0h)。将反应后的溶液进行过滤,回收还原析出的镍粉,将回收得到的镍粉进行烘干并称量。用EDTA滴定法(或分光光度法)测定滤液中的镍离子浓度并对回收得到的镍粉进行性能测试。
本实验通过对化学镀镍废液处理,将回收到的镍粉烘干称量然后计算镍的回收率,通过正交试验找出回收率最高的条件。
1.2 性能检测
采用JSM-6700F型扫描电子显微镜观察镍粉的表面形貌,并分析其粒径大小。
2 结果与讨论
2.1 温度对镍粉回收率的影响
温度对镍粉回收率的影响见图1。由图1可以看出,在40℃时,镍粉的回收率相对较低,当温度升至70℃时镍粉回收率基本稳定,由此可知在其它条件不变的情况下,温度越高越有利于反应进行,但是当到达80℃之后就不会有更大的变化,再升高温度就会造成不必要的浪费。因此最佳的θ是80℃,其回收率为97.48%。
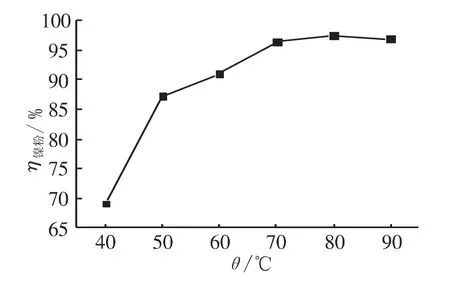
图1 温度对镍粉回收率的影响
2.2 pH对镍粉回收率的影响
pH对回收率的影响见图2。由图2可以看出,溶液越是接近碱性越容易使镍粉在该催化还原反应中析出。当pH到达9左右的时候,镍粉的回收率达到一个顶峰,升高溶液的pH也不再提高镍粉的回收率。过高的pH还会造成次磷酸钠的分解,因此该催化还原反应比较适宜在pH为9~10时进行。其最高的回收率为97.48%。

图2 pH对镍粉回收率的影响
2.3 次磷酸钠对镍粉回收率的影响
图3是在 ρ(Ni2+)为5.56g/L,V为100mL化学镀镍废液中,调节还原剂分别为 0、1、2、3、4、5、6及7g时回收到的镍粉质量。
由图3可以看出,在该组实验中,即使不加入还原剂溶液也会发生催化还原反应。因为化学镀镍废液中本身就含有大量的次磷酸钠,在反应中继续加入次磷酸钠,还原析出的金属镍的质量也相应增加。当加到4g以上的时候,镍离子的析出量基本稳定,说明这是镍离子的回收量已经达到最大。其最高回收率为97.66%。

图3 次磷酸钠对镍粉回收率的影响
2.4 反应时间对镍粉回收率的影响
图4为反应时间分别为10、30、45、60和90min时回收到的镍粉质量。由图4可知,在反应的前40min回收镍粉的质量与反应时间成正比。到达43min后,反应速度急剧下降,直至反应停止。其最高回收率为97.65%。
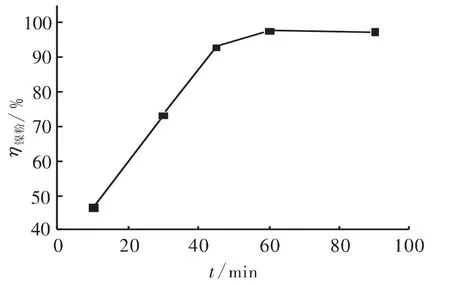
图4 反应时间对镍粉回收率的影响
2.5 正交试验
为优选出最佳的回收工艺条件,选择溶液的pH、反应温度、还原剂投加量、反应时间这四个因素做四因素三水平正交试验,表1为因素水平编码表,表2为正交实验设计表。
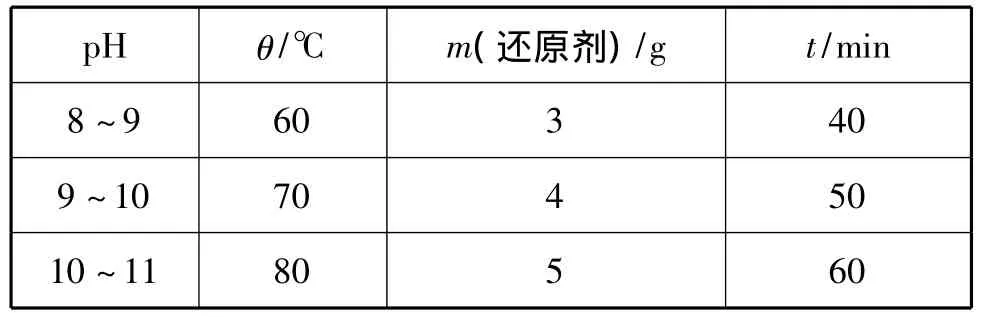
表1 因素水平表
取 ρ(Ni2+)为5.560g/L,V 为100mL 化学镀镍废液进行正交试验,根据表2可以看出第三组和第七组得到的镍粉的量比较多,其中还原剂和反应时间的影响尤为显著。而pH的影响相对较小。反应时间对于该实验的影响是几个因素中影响最大的,但在50min后变化就不再明显,可见在50min时反应结束。由极差分析得到的最佳方案:pH为10~11,反应 θ为80℃,还原剂为5g,反应 t为60min。在上述条件下对正交试验结果进行验证,回收镍粉质量为0.544g,回收率为97.84%,说明该条件为回收镀液中镍粉的最佳条件。
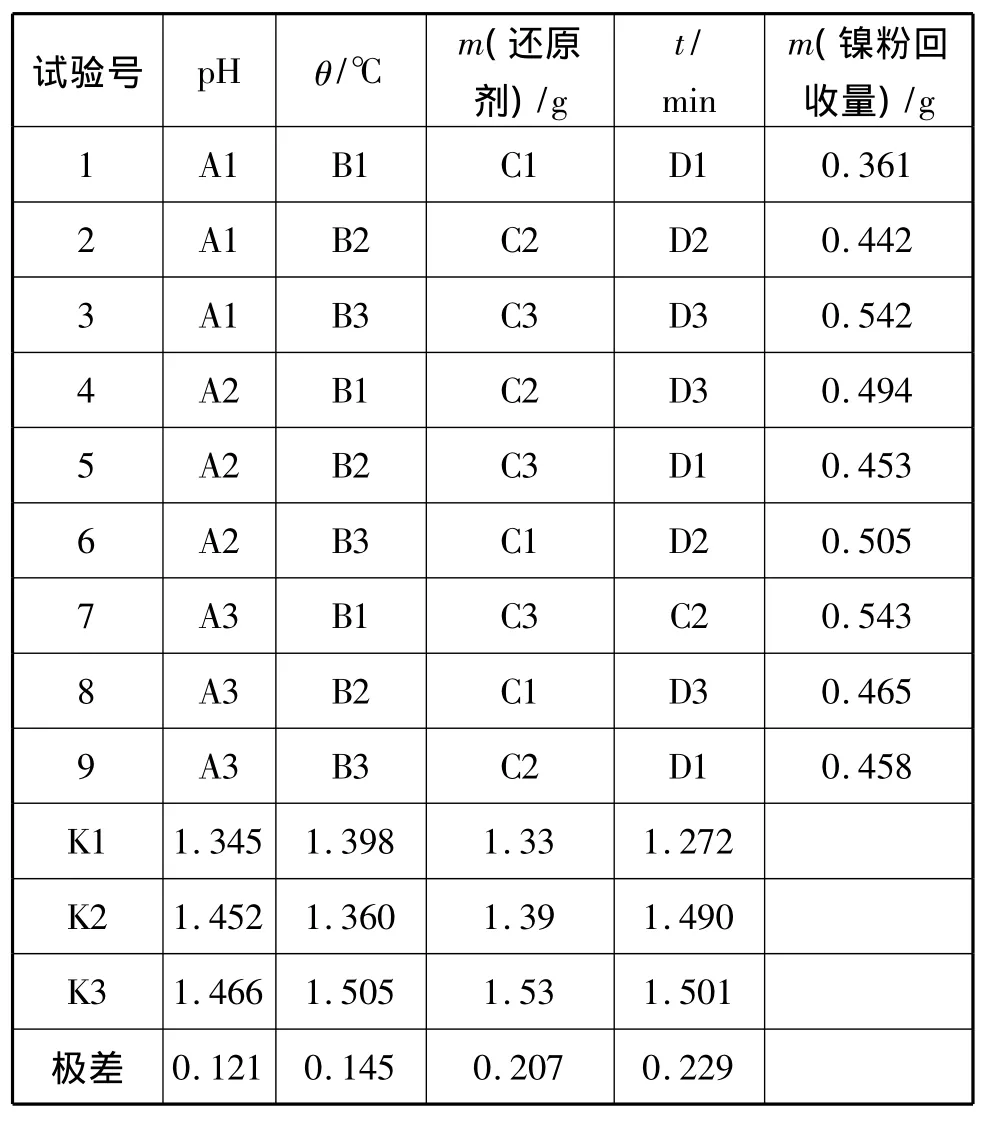
表2 正交试验设计及实验结果表
2.6 回收镍粉形貌检测
图5为在最佳条件下回收的镍粉形貌照片,从图中可以看出,采用自催化还原法制得的镍粉呈圆球状,分散均匀,粒径大小均一,约为2μm,属于超微粒镍粉,具有很好的应用价值。

图5 回收镍粉的SEM图
3 结论
采用自催化还原法处理化学镀镍废液可以使废液中的镍离子浓度大大降低,同时制得了超微细镍粉颗粒。通过实验,得到以下结论:
1)通过正交试验结果分析表明,在影响镍粉去除效果的因素中,反应时间的影响最大,还原剂次之,pH影响最小。
2)当溶液的pH为10~11,反应温度为80℃,还原剂为5g,反应t为60min时镍粉的回收率可达96%以上。
3)SEM测试表明在最佳条件下制得的镍粉呈圆球状,分散均匀,d约为2μm,属于超微粒镍粉,具有很好的应用价值。
[1]石红.化学镀镍的废液回收处理技术研究[J].化学工程与装备,2009,5(5):163-165.
[2]闫雷,于秀娟,李淑琴,等.硼氢化钠还原法处理化学镀镍废[J].化工环保,2002,22(4):213-216.
[3]陈健荣,崔国峰.化学镀镍废液处理的现状及展望[J].电镀与环保,2007,27(4):4-8.
[4]黄江伟,邵鹏程.化学镀镍废液处理的方法[J].腐蚀与防腐,2003,24(9):404-412.
[5]刘西德.化学镀镍废水的处理[J].枣庄学院学报,2005,22(5):77-79.
[6]屠振密,黎德育,李宁,等.化学镀镍废水处理的现状和进展[J].电镀与环保,2003,23(2):1-5.
[7]Ken Horikawa,Izumi Hirasawa.Removal and recovery of nickel ion from wastewater of electroless platin by reduvtion crystallization[J].Korean J.Chem Eng,2000,16(7):629-632.
[8]萨如拉,刘占孟,杨润昌.化学镀镍液的处理方法[J].电镀与精饰,2003,25(4):25-27.
[9]刘娟,张振忠,赵芳霞,等.硼氢化钠还原法从化学镀镍废液中回收镍[J].电镀与环保,2010,30(1):37-40.
[10]李萌.化学镀镍废水的处理及其利用[J].技术与研究,2006,22(5):112-114.
[11]戎馨亚,陶冠红,何建平,等.化学镀镍废液的处理及回收利用[J].电镀与涂饰,2004,23(6):31-35.
[12]桂鹤.化学镀镍废水处理工艺[C]//第九届全国化学镀会议论文集.重庆:中国腐蚀与防护学会,2008:50-155.
[13]王晓波,萨如拉,杨润昌,等.化学镀镍废液处理新工艺及机理研究[J].湘潭大学自然科学学报,2004,26(1):78-80.
[14]张朝阳,魏锡文.化学镀镍活化或诱发方法[J].表面技术,2002,31(6):62-72.
[15]刘汝涛,高灿柱,隋华,等.化学镀镍液中Ni2+的快速测定[J].材料保护,1998,31(10):25-27.
[16]肖发新.新型盐基胶体钯制备及应用[D].湖南:中南大学硕士学位论文,2005:5-25.
[17]谢东方,田国元,李玉清,等.化学镀镍废液预处理工艺改造[J].水处理技术,2005,31(4):80-82.
[18]冯燕,卢建树.快速准确测定化学镀镍液中主要离子浓度的分析方法的研究[J].浙江化工,2010,41(1):32-35.
Treatment of Electroless Nickel Plating Wastewater by Autocatalytic Activation
ZHAO Li-xin,YIN Bo-lin,ZHANG Ning,JIANG Hai-tao,SHAO Zhong-cai
(1.School of Materials Engineering,Mudanjiang Normal College,Mudanjiang 157012,China;2.Environmental Protection Bureau of Shenyang,Shenyang 110011,China;3.School of Environmental and Chemical Engineering,Shenyang Ligong University,Shenyang 110159,China)
In this paper,the autocatalysis reduction method was used to recycle the nickel ions in the wastewater of electroless nickel plating.The single factor and orthogonal experiments were designed under different pH value,temperature,NaH2PO2·H2O concentration and reaction time.The optimized operation conditions were obtained with pH value of 10 ~11,temperature of 80℃,reducing agent dosage of 50g/L,reaction time of 60min.Under this optimal condition,the recovery rate of nickel could be up to 96%.The SEM results showed that the nickel powder obtained is in spherical and uniform with the grain size of 2μm,and have a wide application in industry。
electroless nickel plating;treatment of wastewater;autocatalytic activation;nickel powder
TQ153.12
B
1001-3849(2012)04-0026-04
2011-05-15
黑龙江省教育厅科学计划重点项目(11551Z016)
猜你喜欢
石家庄学院学报(2021年3期)2021-05-23
能源工程(2021年1期)2021-04-13
化学与生物工程(2020年11期)2020-11-23
中学化学(2019年4期)2019-08-06
中学化学(2019年4期)2019-08-06
表面工程与再制造(2019年1期)2019-05-11
电镀与环保(2016年2期)2017-01-20
电镀与环保(2016年2期)2017-01-20
中国塑料(2015年2期)2015-10-14
中国医药科学(2015年15期)2015-02-27
