MES环境下生产排程与调度模式浅析*
2012-12-07 05:29:16路天恩董尉民王海霞张济涛
河南冶金 2012年5期
路天恩 董尉民 王海霞 张济涛 陈 虎
(安阳钢铁股份有限公司)
MES环境下生产排程与调度模式浅析*
路天恩 董尉民 王海霞 张济涛 陈 虎
(安阳钢铁股份有限公司)
介绍了安钢在MES环境下按订单组织生产的特点,在满足订单个性化需求的前提下,对生产调度的原则、影响因素、运行方式等进行了分析,按照钢铁生产的批量化经济性生产要求,通过静态调度和动态调度,及时跟进、调整生产资源的配置、工序衔接与匹配关系、产线排程与重置等,保证了订单计划的刚性执行,提升了生产保障水平,增强了企业的市场竞争能力。
关键词 MES 钢铁生产 静态调度 动态调度
0 前言
钢铁生产过程中,炼铁、炼钢、连铸、轧钢等各工序的生产是离散和连续相混合的流程式生产过程,其生产调度面对的是多任务、多目标、多约束的多种不确定性因素。炼铁生产强调高炉的连续、长效、稳定运行,而炼钢、连铸、轧钢是间断性生产,强调批量生产的稳定性和完整性。由于品种、规格较多,炼钢、连铸的生产组织难度很大。因此,钢铁企业生产调度的重点就是在繁杂多变的生产条件下,通过科学组织,动态优化,确保炼钢、连铸、轧钢生产作业计划的组织和实施。
MES-生产制造执行系统,是随着工业管理水平的提升而逐渐发展起来的现代化信息管理系统,包括生产作业计划、生产调度、设备管理、质量管理、物料跟踪等模块,其中,生产作业计划与生产调度是其核心功能。近年,随着信息化建设的推进,安钢在钢轧生产、铁前生产区域相继建起了MES系统,整体生产制造过程的管控能力得到显著提升。在日益激烈的市场竞争形势下,订单生产的个性化需求不断增强,对MES环境下生产排程与生产调度的及时性、合理性提出了更高的要求。
1 MES环境下的计划排产
随着市场竞争和企业生产管理水平的发展,按订单组织生产成为各钢铁企业的共识。在MES环境下,计划排产都是建立在满足终端客户的个性化需求的基础上,生产过程中的所有生产管理活动都不能脱离这一宗旨。MES环境下计划排产流程如图1所示。
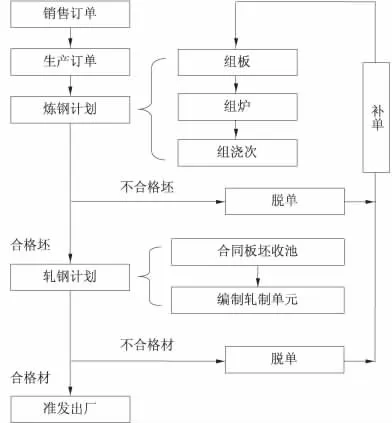
图1 MES计划排产流程图
1.1 基于订单需求
为了满足客户日益增长的个性化需求,炼钢计划和轧钢计划的编制都根据所承接的销售订单需求,按照一定的设备和工艺约束,在MES系统中通过组板、组炉、组浇次,形成批量炼钢、连铸浇次计划,每一炉钢水、每一块铸坯、每一块钢板在物流推进过程中均附带着固有的订单信息一起传递,任何物料的变化与调整都影响到订单执行效果。
1.2 计划的时效性高
要在激烈的市场竞争中凸显自己的产品优势,除了产品质量要满足客户终端需求之外,交货期的保障能力也直接影响到市场份额的争夺。因此,作业计划的编排和执行都要求按照交货期的要求组织实施,即以最后的交货期为基准,倒逼式确定每个工序的生产节点。要求各工序的作业都要强调时效性,必须确保在规定的时间段内完成生产任务。
1.3 强调作业计划的完整性
由于客户的订单需求贯穿于作业计划执行的始终,每个作业计划的编制均有较强的针对性。为了保证订单生产量和订单交期,各工序作业计划的编排和执行都要求保证其完整性,应尽量减少订单被拆分开生产,以免重复组织,造成生产资源的浪费,甚至影响订单交期。
1.4 冶-铸-轧工序物流刚性衔接
MES系统在物流管理上具有物流和信息流同步反馈的优势,有利于生产进程的即时监控和调整,进而减少过程等待,压缩在制品数量,严格控制中间库存,最大限度的减少资金占用。因此,钢水、钢坯、钢板等物料在炼钢、精炼、连铸、轧钢工序间的推进具有一定的刚性要求,不得随意的更改和调整,以保证物流畅通。
2 生产调度需遵循的原则
2.1 计划性原则
钢铁生产制造过程从原料投入到最终产品产出,必须遵循计划性原则,必须以班、日、周、月生产作业计划作为组织生产、调整优化、下达指令、采取措施的依据。生产作业计划安排的是否合理,执行过程的是否顺畅,是决定订单能否按时交货的关键。因此,保证生产作业计划的刚性执行是生产组织的核心与关键。
2.2 科学性原则
在日常的生产组织中,把流程最短、衔接最紧、成本最低作为调度作业的出发点和落脚点,合理分配铁水资源及各种能源介质,保证连铸浇次的完整性,统筹轧钢生产和煤气发电机组的运行,减少轧钢待温时间,合理平衡自发电量,提高资源利用效率,做到资源效益最大化。
2.3 及时性原则
发生生产异常,如高炉炉况失常、煤气加压机出现异常等情况时,需要及时调整炼钢或轧钢作业计划,应根据产线效益排序情况及订单交期紧迫程度等因素,综合考虑,合理调整。
2.4 预见性原则
生产调度系统要善于事先预见生产过程中潜在的问题,要紧紧抓住主要矛盾和薄弱环节,及时解决问题。要有阶段性的预判,通过当前生产情况及动态趋势走向的分析,及早介入,提前制定应急预案,将可能发生的影响控制在最低水平。
3 生产排程与调度作业模式
生产过程的调度作业分为静态调度和动态调度两个方面。静态调度针对的是基于公司宏观计划平衡的组织运行方案,而动态调度针对的是计划执行过程中的动态调整与优化作业。其生产排程与调度模式如图2所示。
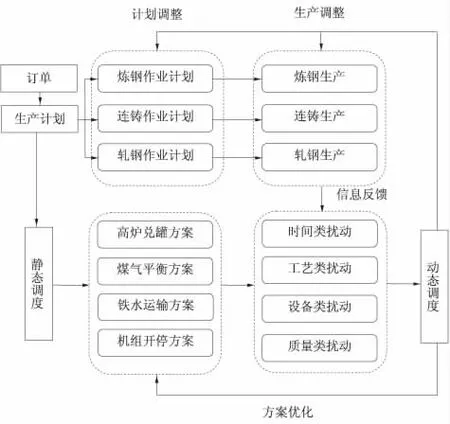
图2 生产排程与调度模式示意图
3.1 静态调度
在MES系统中,炼、轧各机组的作业计划排定之后,仅仅是以订单需求为依据,确定了该机组该批次生产的品种、规格和时序,属于车间层面的预计划。而公司整体的生产组织,则需要统筹焦化、烧结、高炉、转炉、连铸、轧钢等多工序多机组间的生产组织与平衡,将各类生产资源调配到相应的机组,确保各机组在预定的时间节点有序开、停。主要包括以下运行方案:
1)高炉-转炉间的对接和匹配。由于炼铁和炼钢的工艺差别,以及装备水平的发展并不均衡,要实现一对一的绝对的铁钢衔接难度很大。要解决多座高炉给多做转炉供铁的科学组织,在充分发挥转炉产能,消化铁水的基础上,根据供铁节奏和炼钢消耗铁水的速度,合理确定高炉、转炉匹配关系,保证高炉稳定顺行。
2)铁水调运路线。厂内铁钢物流除了铁水之外,还有铁渣、钢渣物资的运输和倒调。在按照炼钢需要供应铁水的同时,需要合理选择运输路线,缩短运输距离,尽量降低机车倒调成本。
3)煤气配置与供应模式等。煤气资源的配置首先要保证轧钢生产所需的压力、流量、热值等,对于富余的煤气,要合理调配各煤气发电机组的运行,减少煤气放散,提高自发电量。
4)检修计划与生产作业计划的对接。各机组的生产组织,要在设备检、定修计划的基础上,根据设备工况条件,安排适合的品种和规格组织生产。
在整体的生产平衡确定之后,接到生产任务的炼轧产线,需要根据初步确定的机组开、停时间,按照不同品种、规格的生产工艺差异,确定炼钢、精炼、轧钢各工序间的工艺路径和生产时序,即制定生产时刻表。
以安钢第二炼轧厂为例,建有3座150 t转炉、3座LF炉、1座VD炉、2座RH炉,配套1台宽板坯连铸机和2台双流板坯连铸机,轧钢工序建有炉卷轧机和1780 mm热连轧两条现代化生产线。要实现炼轧一体化的短流程生产,需要在既定的工艺路径要求下,根据生产进程,统筹运输距离最短、产能最大发挥、最小等待时间等要求,合理确定工序匹配关系、工序作业周期、天车吊运速度、物流推进时序等参数,将各工序的作业要求纳入到统一的时刻表框架内,指导和协调炼钢、精炼、连铸、轧钢等各项操作和调度。
3.2 动态调度
1)计划执行过程中的影响因素。生产过程中会有各种动态变化的因素影响到静态调度所做出的各项运行和平衡方案,这些因素也称为生产扰动,可归纳为时间波动类、冶炼工艺类、设备故障类和产品质量类扰动。包括铁水供应的扰动,如出铁量、出铁时间、铁水温度、铁水成分、机车运输节奏等的波动,炼钢、精炼、连铸等工序作业时间的偏差、钢水温度和钢水成分类扰动,设备故障,产品缺陷等扰动。
2)动态跟进、即时优化的生产调度。当生产过程中发生一般性扰动时,只需要调整本机组的工艺参数和生产节奏即可消除影响。而发生严重的扰动时,在打破本工序生产平衡的同时,还会波及到上下道工序的生产组织,产生次生性扰动,甚至直接影响到公司的系统平衡。此时,需要对整体的运行组织模式进行优化调整,包括各产线生产时序的重排,各类主体设备的开与停,上下工序间的对接与匹配关系,生产资源的重新分配及供应模式等。
4 效果
4.1 炼钢计划执行率显著提高
在MES系统中,从炼钢到连铸,产出的每一块铸坯均包含了相应的订单需求。因此,炼钢计划执行率是表征订单生产计划执行效果的主要标志。通过生产调度模式的不断优化和完善,炼钢、连铸生产批量定制的效果得到了有效保证,炼钢计划执行率由2010年的97.89%,提高到现在的98.34%。如图3所示。
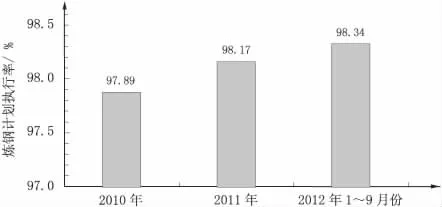
图3 炼钢计划执行率对比柱状图
4.2 订单生产的可控性增强
生产过程的动态监控和及时跟进,保证了炼、轧计划的时效性和完整性,增强了订单生产过程的可控性,减少了二次投料,订单一次完成率明显提升。如图4所示。
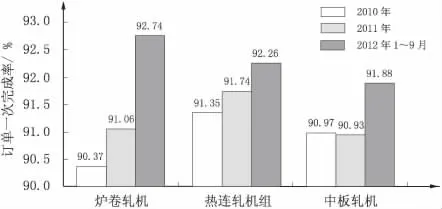
图4 订单一次完成率对比柱状图
5 结语
安钢在MES环境下的生产排程与调度,将订单终端需求贯穿于各工序的作业计划之中,对计划的完整性、时效性及动态跟进调整提出了严格要求。在满足炼钢-连铸间断性连续生产的批量经济性的前提下,通过静态调度和动态调度的优化和改善,实时监控、动态调整机组运行状态,工序匹配关系,生产资源的分配等,实现了铁、钢、坯、材的高效物流衔接,保证了订单计划的刚性执行。
[1]陈展,范立强,张友山,等.典型钢厂生产管理模式与MES支撑的研究[J].炼钢,2007(2):44-48.
[2]芦永明,田乃媛,徐安军,等.基于一体化生产的炼钢-连铸批量计划与调度[J].信息与控制,2011,10(5):715 -720.
BRIEF ANALYSIS OF PRODUCTION MANAGEMENT MODE IN MES SYSTEM
Lu Tianen Dong Weimin Wang Haixia Zhang Jitao Chen Hu
(Anyang Iron and Steel Stock Co.,Ltd)
It introduces the production characteristics based on order in MES and analyzes production scheduling regulation,influencing factors and running types.which ensures order plan execution,increases production level,improves market competitive power by static and dynamic scheduling,adjusting blending of production resources and relation in steps.KEY WORDS MES steel production static scheduling dynamic scheduling
2012—8—20