HRB500高强带肋钢筋研发与实践*
2012-12-07 05:29:18范银平田晓霞
河南冶金 2012年5期
李 璟 范银平 田晓霞
(安阳钢铁集团有限责任公司)
HRB500高强带肋钢筋研发与实践*
李 璟 范银平 田晓霞
(安阳钢铁集团有限责任公司)
介绍了安钢HRB500热轧带肋钢筋的生产工艺流程、工艺特点及采用微合金化工艺技术进行HRB500热轧带肋钢筋的研发实践。生产实践表明:根据生产线装备条件,采用VN微合金化技术,其生产的HRB500带肋钢筋均能满足国标技术要求,且性能稳定可靠。
HRB500 热轧带肋钢筋 力学性能
0 前言
目前,我国处于工业化和城镇化快速发展时期,建筑业发展十分迅猛。由于我国的建筑设施仍然是以钢筋混凝土为主要材料,所以多年来钢筋和线材一直在建筑用钢中消费量最大。2011年我国钢筋产量达 1.5亿 t,其中 HRB335约占 60%左右,HRB400占不到40%左右,HRB500仅有少量应用[1]。
在美国、加拿大、韩国、伊朗、日本等国家,400 MPa级钢筋的用量已达到70%以上,500 MPa级钢筋的用量也达到25%;德国、法国、英国等国家,500 MPa级钢筋的比例已达到70%以上,随着也进技术的进步和开发水平的提高,高强度热轧带肋钢筋成为钢铁材料的发展方向。
采用500 MPa级钢筋代替目前使用的HRB335和HRB400级钢筋,可明显减少钢筋用量(分别达到40%和16.7%),也可显著改善目前框架结构中梁、柱节点和框架柱中钢筋拥挤的现象,提高工程质量,可取得较好的社会经济效益。2011年我国新的《混凝土结构设计规范》也已正式将HRB500级钢筋纳入并实施。
从20世纪90年代开始安钢集团一直致力于高强钢筋的研究,2009年在HRB400钢筋研究的基础上对HRB500高强钢筋进行了研制开发,目前已进入批量生产阶段。
1 钢筋的研制
1.1 技术特点
按照 GB1499.2 -2007 给定的技术要求[2],HRB500钢筋 C、Si、Mn等成分和 HRB335钢筋、HRB400钢筋基本相同(见表1),Ceq比HRB400钢筋只提高0.01%,而屈服强度比HRB400钢筋提高了100 MPa,抗拉强度提高60 MPa(见表2),同时要求钢筋应以热轧态交货。目前,提高钢筋强度的方法有两种,一种是利用余热处理工艺,一种是采用微合金化工艺。由于国标对高强钢筋的技术要求,只有采用微合金化工艺。由于HRB500钢筋强度指标提高后,仍要保持良好的塑性,承受180°弯曲试验,产品达标有一定的难度,因此既要保证产品各项技术指标符合标准要求,又要保证成本不会大幅度增加,是研制开发HRB500钢筋的技术难点。
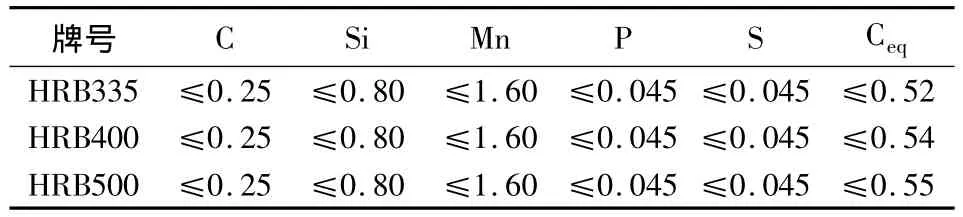
表1 国标化学成分 w%
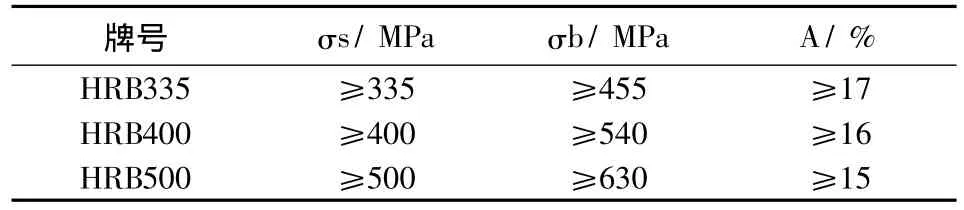
表2 力学性能
1.2 成分设计
在低合金钢中添加的微合金元素主要有钒、铌、钛等,通过其形成的碳氮化合物产生晶粒细化和沉淀强化作用,可大大提高钢的强度,并获得良好的塑韧性,诸元素中以钒的微合金化效果比较显著。理由一,与钛相比,钒与氧的亲和力更小,回收率更高;理由二,与铌相比,钒比较容易固溶到钢中,又易于形成钒的碳氮化台物;理由三,含钒钢对轧制工艺参数控制没有含铌钢要求那么严格,对轧制温度范围要求并不十分严格,可参照HRB400钢筋的轧制工艺,适当调整相关参数就可达到500 MPa强度等级,因此,研制HRB500钢筋时,选择钒为添加的微合金强化元素。
2 试制生产工艺确定
2.1 工艺流程
HRB500高强钢筋的生产工艺包括冶炼、连铸和轧制工艺,采用优质铁水和废钢为原料,经转炉冶炼成优质钢水,由高效方坯连铸机浇铸成方坯,方坯直接送轧钢厂轧制。具体工艺流程如下:
35 t转炉→120 mm×120 mm连铸小方坯→加热→Φ450 mm×3粗轧机→Φ350 mm×4一中轧→1#切头飞剪→Φ350 mm×4二中轧→Φ260 mm×4精轧机组→步进式冷床冷却→冷剪收集、打捆→检验、入库。
2.2 微合金化技术应用
传统的Fe-V微合金化技术是在低合金钢中单纯添加钒元素,而近年来新兴的VN微合金化新技术的发展与应用,使钢中残余氮成为钒钢的“补品”。大量的研究结果表明[3],氮是含钒微合金钢中一个十分有效的合金元素,钢中增氮(一般转炉钢中残余氮含量在60 ×10-6以下,而VN微台金钢中的氮含量在130×10-6左右),促进了钒的析出且使钢中几乎不存在自由氮,氮以化合物形式存在于钢中,加强了钒的沉淀强化和细化晶粒的作用,并充分利用廉价而丰富的氮资源,在保证一定强度水平下,可节约金属钒,进一步降低钢的冶炼生产成本。
2.3 生产工艺操作要点制定
生产工艺包括冶炼、连铸和轧制工艺。生产工艺操作要点的制定主要从提高钢的纯净度、钢的成分均匀性和钢筋性能均匀性的角度考虑,使钢筋在提高强度的同时,具有良好均匀的塑性。
3 试制结果分析
3.1 化学成分验证
HRB500高强钢筋生产后,对各冶炼炉号的成品钢筋均作了化学成分验证分析(见表3),从成分验证情况来看,均在国家标准GBl499.2-2007规定范围内。

表3 HRB500试验钢化学成分w%
钢筋的可焊性取决于材料中碳及各种合金元素锰、铬、钒、钼、铜、镍的含量,常以碳当量表达:碳当量Ceq=C+1/6Mn+1/5(Cr+V+Mo)+1/15(Cu+Ni)。碳当量较高时,钢筋强度提高但可焊性降低。一般认为碳当量超过0.55%时钢筋难以焊接,为保证HRB500钢筋的可焊性,在生产中对C及Ceq作了内控规定,以确保钢筋强度要求的同时还要确保钢筋的可焊性。
3.2 力学性能
生产的HRB500高强钢筋的力学性能检验见表4。其屈服强度、抗拉强度、延伸率、冷弯及反弯等力学性能指标均符合GBl499.2-2007标准规定,而强屈比在1.21~1.28之间,即个别炉次还有未达到一级抗震性能的要求。

表4 HRB500试验钢力学性能
强屈比是衡量钢筋使用性能的重要指标[4]。在现代混凝土建筑结构设计中,为了建筑结构抗震的需要,要求钢笳的强屈比≥1.25,同时在确保建筑结构构件具有潜在承载能力的前提下,又要求σs(实际)/σs(标准)的比值≤1.30。以实现“强剪弱弯”、“强柱弱粱”的一级抗震设计要求。因此稳定提高强屈比,以达到一级抗震要求是今后HRB500开发研究的方向。
3.3 显微组织
对HRB500成品钢筋取样作金相组织、晶粒度检测。结果表明组织为F+P(铁素体+珠光体),晶粒度在(9~10)级之间, HRB500高强钢筋Φ22 mm规格金相组织照片如图1所示。
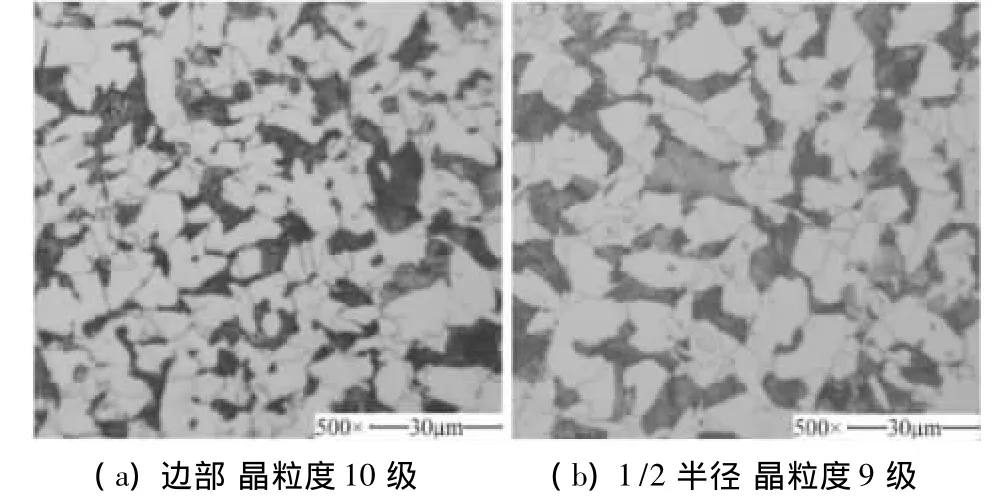
图1 HRB500高强钢筋显微组织
4 结论
1)HRB500钢筋的化学成分设计合理,选择用V微合金元素作为成分强化元素,试制工艺制定合理可行,并通过强化工艺纪律,严格控制工艺参数,保证了钢筋性能稳定,使钢筋在提高强度的同时,具有良好的综合性能。
2)HRB500钢筋的力学性能优良,屈服强度为540 MPa~635 MPa,抗拉强度为 670 MPa~755 MPa,伸长率为21%~29%,均能达到国标GB1499.2-2007中的技术要求。同时由于碳当量的合理控制,有利于钢筋连接方式的多样化,可同时满足采用不同连接技术的建筑施工需要。
3)HRB500钢筋的试制开发,不仅提高公司钢筋的产品档次和技术含量,增加产品附加值,同时符合当前建筑钢筋的发展趋势,具有良好的市场前景。
[1]王学忠,刘佩明,穆国栋,路清祥,侯可强.HRB500钢筋的研制与生产分析.山东冶金,2005,27(3):20 -22.
[2]王丽敏.钢铁混凝土用热轧带肋钢筋新标准修订的主要内容.冶金标准化与质量,1999(3):18-23.
[3]崔培耀,俞敏,徐军.HRB500钢筋的试制开发.中国冶金,2003(11):30-33.
[4]袁敏,乔湘丽,张银生.HRB500E抗震钢筋研制.现代冶金,2010(3):20-22.
RESEARCHING AND PRACTICING OF HRB500 HIGH STRENGTH RIBBED BARS
Li Jing Fan Yinping Tian Xiaoxia
(Anyang Iron and Steel Group Co.,Ltd)
The paper mainly introduces the process flow and characteristics of HRB500 hot rolled ribbed steel bar in Anyang Steel as well as its R&D practice when the microalloying process,grain fining technology and rapid cooling technology after rolling are respectively carried out.The show that:The HRB500 hot rolled ribbed steel bar practices are respectively carried out by VN microalloying process.The property can meet the requirements and quality is stable of this plate.
HRB500 high strength ribbed steel bar mechanical property
*联系人:范银平,高级工程师,河南.安阳(455004),安阳钢铁集团有限责任公司技术中心;
2012—8—16
猜你喜欢
文史月刊(2023年10期)2023-11-22 07:57:14
云南化工(2021年11期)2022-01-12 06:06:14
山东冶金(2019年6期)2020-01-06 07:46:00
山东冶金(2019年3期)2019-07-10 00:54:00
山东冶金(2019年1期)2019-03-30 01:34:54
童话世界(2018年8期)2018-05-19 01:59:17
上海金属(2016年2期)2016-11-23 05:34:35
焊接(2015年9期)2015-07-18 11:03:53
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10 02:35:32
河南科技(2014年12期)2014-02-27 14:10:30