
航空用钛合金表面处理工艺参数优化
2012-12-03 01:22:40孙振起黄明辉刘昌发
郑州大学学报(工学版) 2012年2期
孙振起,黄明辉,刘昌发
(中南大学机电学院,湖南长沙410083)
0 引言
胶接作为一种新型的结构连接方式,与焊接、机械连接成为现代飞机制造的三大连接技术.胶接结构对飞机减重环保起着重要作用,已经在飞机上大量采用[1].因钛合金具有的优异性能,成为胶接结构的重要组成部分.目前,国外有学者将钛合金用于损伤容限研究中,以增强飞机结构的安全性[2].我国对胶接结构的研究、使用较国外起步晚,还有许多问题没有解决,如:胶接质量影响因素多,强度离散性大,质量控制要求严格;胶接质量无损检测手段还需进一步提高完善.而胶接表面的质量是影响胶接强度的关键因素之一.
钛合金表面处理相关的研究成果较少.国内的研究人员[3-5]对钛合金常用表面处理方法及应用前景做了比较详细的介绍.文献[6]介绍了胶接使用的钛合金表面处理方法及相关的工艺参数.邓姝皓等[7]采用正交实验的方法,用直流电阳极氧化法处理工业纯钛表面,优化表面处理工艺,达到了医用的要求.王晓蔚等[8]研究了胶接用钛合金表面的处理工艺,结果表明:不同的表面处理工艺对钛合金胶接的耐久性有不同程度的提高.美国的研究人员Ikuya Watanabe等[9]研究了表面污染对医学用纯钛及钛合金胶接强度的影响.伊朗的学者 Z.Mohammadi等[10]采用正交实验法,将喷砂处理钛合金表面的工艺参数进行优化,以提高等离子喷涂羟基磷灰石在钛合金表面的粘接强度.加拿大的Bhowmik等[11]和美国的Ingram等[12]分别使用氢氧化钠处理钛合金表面,胶接后测试接头在不同环境下的耐久性,得到了良好的实验效果.
笔者通过正交实验法,对钛合金表面处理工艺参数进行优化,为生产制造提供工艺参考.
1 实验研究方法
1.1 正交实验设计
本实验所用的钛合金材料是目前航空航天工业中最常用的钛合金:Ti-6Al-4V,尺寸:25 mm×100 mm×2.0 mm.
常用的钛合金胶接表面处理方法主要有:物理方法、化学方法、电化学方法、综合方法[6].目的是使金属表面形成一种具有高表面能、高活性和有效胶接面积大的氧化层.提高钛合金胶接面的粗糙度有利于增加有效表面积.实验使用文献[6]中认为表现良好的表面处理方法:NaOH阳极化法.
参照ASTM2651金属胶接表面阳极化处理指导标准中关于钛合金表面处理工艺,将正交因素分为溶液浓度、时间、温度、电压4个.浓度分为3个位级 150,200,250 g/L;电压分为 10,15,20 V;阳极化处理时间分为10,15,20 min,溶液温度分为15,20,25℃.因此,选用L9(34)正交表来安排试验.
1.2 试样的制备
试样先用180#砂纸机械打磨1~2 min,再用320#打磨1~2 min,然后用自来水清洗试样,随后用无水酒精进行清洗.此工艺作为阳极化处理前的预处理.再后进行阳极化处理.阳极化处理的工艺条件参考ASTMD2651标准进行.阳极化处理的实验装置如图1所示.
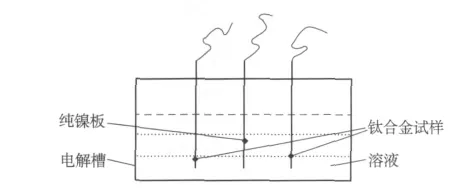
图1 阳极化处理实验装置示意图Fig.1 Fig of anodization device treatment
合金表面的预处理,目的是将合金表面的油污及氧化层去除,再进行阳极化处理.用纯镍板做阴极,连接直流电源的负极;钛合金试样做阳极,连接直流电源的正极.
实验过程中不停搅拌溶液,以保持溶液浓度与温度均匀、恒定.阳极化后立即用自来水冲洗、去离子水清洗,并在70℃干燥箱中干燥20 min.直流电源使用香港龙威仪器仪表有限公司TPR-3020D型数字直流电源.
表面粗糙度在WYKO NT9100三维表面白光轮廓仪上测量,测量方案如图2所示.图中左侧为阳极化处理区,在该区域取三处测量(如虚线矩形框所示),然后取平均值.
阳极化后的试样用环氧320/322胶进行胶接.胶接后装在夹具中固定,并施加0.3 MPa的压力,然后将夹具与试样置于干燥箱中,在120℃条件下保温固化60 min.待其温度自然降至室温后再取出,力学试验在美国产的Instron3369力学试验机上进行,试样形状及尺寸如图3所示.其中a为胶接长度,L为钛合金试样长度.
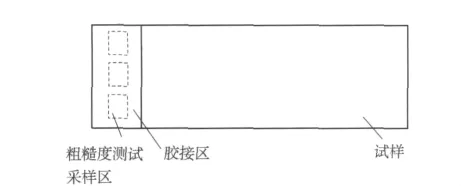
图2 粗糙度测量方案Fig.2 Measuring Plan
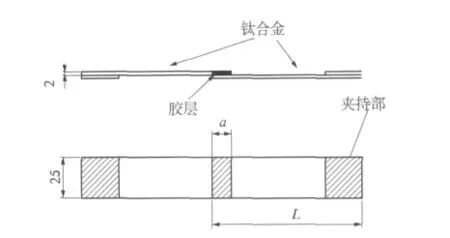
图3 单搭接接头示意图Fig.3 Ingle-lap joint sketch
2 试验结果与讨论
表1为正交实验表.表格最右侧一列为9种不同的试样方案所得的粗糙度值,各列的偏差和分别用Ⅰ、Ⅱ、Ⅲ表示,R为极差.偏差量与四因素关系如图4所示.

表1 试验结果分析表Tab.1 Analysis sheet of test results
比较各列的偏差和Ⅰ、Ⅱ、Ⅲ的大小:第一列的Ⅱ<Ⅰ<Ⅲ,这说明了溶液浓度这个因素中以Ⅲ最佳,即溶液浓度选250 g/L较好;同样的道理,第二列中Ⅲ<Ⅰ<Ⅱ,说明了时间因素以Ⅱ最好,即选择15 min的阳极化处理时间;第三列中Ⅱ<Ⅲ<Ⅰ,选择电压为10 V;第四列中Ⅱ<Ⅰ<Ⅲ,选择温度为25℃.
极差R的大小用来衡量试验中相应因素的作用大小.极差大的因素,意味着它的三个位级对于“指标”的影响较大,通常是重要因素.由表1可以看出对粗糙度影响作用因素中,时间B是最重要的因素,溶液浓度A次之,温度D又次之,电压C再次之.于是因素主次的排列顺序是:B,A,D,C.
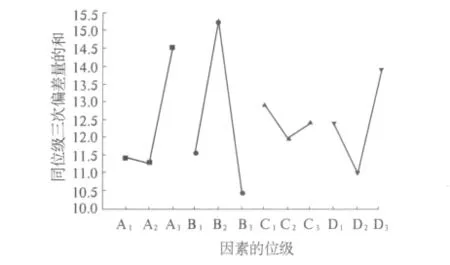
图4 四因素与偏差量的关系Fig.4 Relation of deviation and four factors
由正交实验表1,根据粗糙度测量值,可以看出最好的条件是:A3B2C1D2;进而由极差最小原则来看,试验条件最佳的是A3B2C1D3.本实验有4个3位级的因素,可产生34=81个试验条件.凭借正交表的正交性,这9个条件均衡分散在这81个试验条件中,它们的代表性很强,所以直观分析使偏差最小的条件A2B3C3D2在全部81个试验条件中的效果会是相当好的.
图5(a)为试样在阳极化处理前、打磨后用扫描电镜拍摄的扫描照片.由图可以看出,在钛合金表面上,砂纸打磨过的痕迹清晰可见.这种形貌,比未经打磨的表面,面积有所增加,并且由于将试样表面原有表层金属及氧化物打磨掉,其表面能得到提高,也有利于胶接强度的提高[13-14].
图5(b)为试样按照正交设计方案A3B2C1D3阳极化处理后的照片.由图可以看出,经过阳极化,在试样表面形成一层黄褐色氧化层.这种氧化层致密、与基体结合强度高,不易从基体上脱落,保证了试样与胶结合的界面结合强度.
图5(c)为试样按正交方案阳极化后的电子扫描照片.由图5(c)可以看出,经过阳极化后,表面有明显微观粗糙度,可以提高胶接强度和在湿热和应力条件下良好的耐久性[15].这是因为:①这种表面形貌增加了试样与胶接触的面积;②表面凹凸不平的形貌,增加了试样表面与胶层产生机械咬合力,从而提高了胶接界面结合力.提高了胶接接头的强度;③经过阳极化处理后,改变了试样表面的形貌及化学成分,提高了界面的浸润性.

图5 钛合全试样阳极化前后的电镜扫描图及形貌Fig.5 SEMof titanium before anodation and aftrer andization
表2为力学测试结果.由表可以看出,两种方案测得的结果都很好,按正交试验所得的最佳方案A3B2C1D3的平均强度为:34.54 MPa;而直观分析最佳方案A3B2C1D3的平均强度为34.94 MPa,两者相差无几.两者的剪切强度都大于王嘉陵[16]用类似方法得到的剪切强度.按正交实验最佳方案A3B2C1D3应该得到最佳的力学实验结果,但实际的实验结果表明,其结果比直观分析结果相差不大,不超过1 MPa.这说明:对本实验而言,正交实验分析最佳结果可能不是最佳的方案,但是一个比较好的方案,足以满足要求;出现这种力学结果可能是表面处理过程造成的,也可能是在试样制备过程中多个工序等其他环节造成试样间的差别而造成的实验误差.
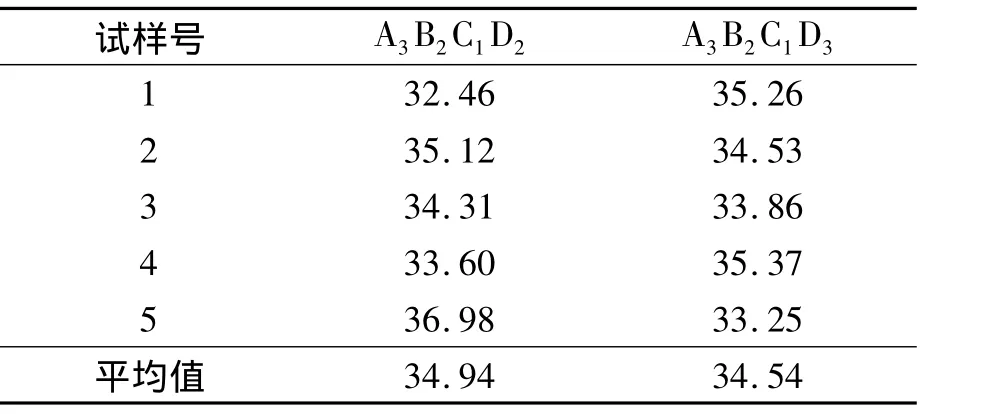
表2 力学测试结果Tab.2 Mechanical test results MPa
3 结论
(1)利用正交实验设计方法,得出最佳的表面处理条件:溶液浓度250 g/L,实验时间15 min,电源电压10 V,实验温度25℃.
(2)阳极化处理后的试样在表面形成一层褐色、多孔、致密的氧化膜,增加了试样胶接面积,提高了表面的浸润性,改变了表面的化学成分,有利于增强胶接强度.
(3)力学试验表明,用最佳实验方案处理后的钛合金胶接后的剪切强度达到34.54 MPa.
(4)利用正交实验法,大大减少了实验数量,将需要81次才能完成的实验,只用了9次就能完成,提高了实验效率,节约了时间及实验成本,并得到了比较理想的试验结果.
[1] ZHANG X,BOSCOLO M,FIGUEROA-GORDON D,et al.Fail-safe design of integral metallic aircraft structures reinforced by bonded crack retarders[J].Engineering Fracture Mechanics,2009,76(1):114-33.
[2] 于秀荣.W6飞机机翼壁板的胶接[J].粘接,1987(5):25-7.
[3] 姜海涛.钛合金表面处理技术的研究进展[J].电镀与精饰,2010,32(10):15-20.
[4] 屠振密.钛及钛合金表面处理技术的应用及发展[J].表面技术,2009,38(6):4.
[5] 信世堡.钛合金表面处理技术的新进展(上)[J].表面工程资讯,2009,9(2):3-5.
[6] 《航空制造工程手册》总编委会.航空制造工程手册[M].北京:航空工业出版社,1995.
[7] 邓姝皓.钛的直流阳极氧化工艺研究[J].电镀与精饰,2006,28(5):15-20.
[8] 王晓蔚,徐修成.用于钛合金胶接的碱性阳极化处理方法的研究[J].北京航空航天大学学报,1997(4):521-524.
[9] WATANABE I,WATANABE E,YOSHIDA K.Effect of surface contamination on adhesive bonding of cast pure titanium and Ti-6Al-4V alloy[J].The Journal of Prosthetic Dentistry,1999,81(3):270-276.
[10] MOHAMMADI Z,ZIAEI-MOAYYED A A,MESGAR A SM.Grit blasting of Ti-6Al-4V alloy:optimization and its effect on adhesion strength of plasma-sprayed hydroxyapatite coatings[J].Journal of Materials Processing Tech,2007,194:202-208.
[11]BHOWMIK S,BONIN H W,BUI V T,et al.Durability of adhesive bonding of titanium in radiation and aerospace environments[J].International Journal of Adhesion and Adhesives,2006,26:400-405.
[12] INGRAMC,RAMANI K.Effect of sodium hydroxide anodization on the durability of poly(etherketonetherketoneketone)adhesive bonding of titanium[J].International Journal of Adhesion and Adhesives,1997,17(Compendex):39-45.
[13] MOLITOR P,BARRON V,YOUNG T.Surface treatment of titanium for adhesive bonding to polymer composites:a review [J].International Journal of Adhesion and Adhesives,2001,21(2):129-136.
[14]AKRAMM,JANSEN K MB,ERNST L J,et al.Atmospheric pressure plasma surface modification of titanium for high temperature adhesive bonding [J].International Journal of Adhesion and Adhesives,2011,31(7):598-604.
[15]曲春艳,李琳,王德志.钛合金胶接表面处理研究[J].材料工程,2010,(12):82-85.
[16]王嘉陵.钛合金粘接件表面技术研究[J].粘接,2005(1):24-25.
猜你喜欢
甘肃科技(2020年20期)2020-04-13 00:30:18
甘肃科技(2020年20期)2020-04-13 00:30:04
模具制造(2019年4期)2019-06-24 03:36:48
中国自行车(2018年8期)2018-09-26 06:53:32
中国资源综合利用(2017年2期)2018-01-22 02:45:00
四川冶金(2017年6期)2017-09-21 00:52:30
制造技术与机床(2017年12期)2017-02-02 07:05:05
材料科学与工程学报(2016年2期)2017-01-15 13:34:40
材料科学与工程学报(2016年1期)2017-01-15 13:33:58
当代化工研究(2016年9期)2016-03-20 16:22:18
