
大型半组合船用柴油机曲轴法兰孔加工工艺改进
2012-11-30 09:07许增祥崔双周焕军上海船用曲轴有限公司201308
装备机械 2012年3期
许增祥 崔双 周焕军 上海船用曲轴有限公司(201308)
许增祥(1984年~),男,本科,助理工程师,从事大型半组合船用柴油机曲轴制造工艺工作。

0 概述
“十一五” 时期是我国船舶工业高速发展的五年。2010年我国造船完工量6 560万载重吨,跃居世界第一,国际市场占有率达43.6%,完成工业增加值1 662亿元,增加值占工业总产值比重达24%,实现销售收入超过6 000亿元,船舶出口额突破400亿美元。在主流船型、高技术船舶、海洋工程装备领域科技创新取得重大突破,主要船用设备本土化配套能力快速提升,造船周期明显缩短,经济运行质量显著改善,投资主体进一步多元化,我国已经成为世界主要的造船大国之一。船用柴油机曲轴是船舶的关键部件,而大型半组合船用柴油机曲轴是船用柴油机的关键部件。上海船用曲轴有限公司自2002年成立以来产品已基本覆盖了MAN和Wartsila两大公司设计的50机及以上世界品牌柴油机全部规格曲轴,并得到了上述两大公司的认可和船级社、船东的肯定。
曲轴是发动机对外输出动力的核心部件,是驱动车、船等运输工具的重要动力来源。对于推动几万t到几十万t船舶进行远洋航行的船用低速柴油机, 用于传递巨大扭矩的曲轴更是一个制造要求极高的重要零件。半组合式曲轴整体质量大,材质要求特殊,冷热工序多道,加工精度高,故有极大的制造难度。
半组合式船用曲轴(以下简称曲轴)输出端和自由端法兰用来安装链轮、飞轮和减震器。其端面和外圆跳动要求都很高。法兰外圆和端面跳动要求在0.04mm以内,端面平面度要求在0.03mm以内。
1 曲轴法兰孔加工方案分析
1.1 普通加工方案
曲轴输出端是传递动力的关键部位,如果其跳动和端面平面度达不到设计要求,将影响曲轴飞轮和减震器与曲轴法兰端面贴合的紧密程度,进而影响柴油机运行的平稳性。
曲轴法兰孔的加工是曲轴在曲车上完成精加工后,转移至镗床上进行加工。曲轴法兰部位结构相对复杂,在钻法兰孔过程中其受力不均,容易导致法兰跳动和端面平面变化(见图1)。
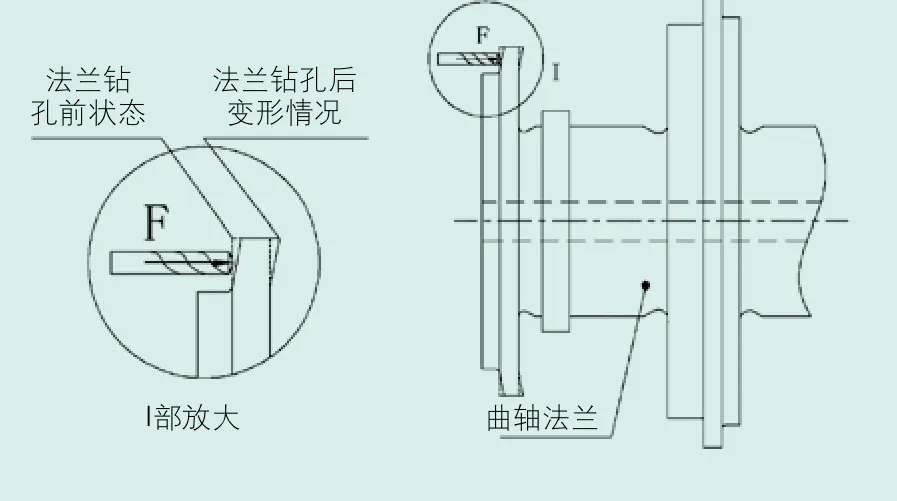
图1 法兰钻孔过程中受力和变形示意
现在使用的法兰钻孔工艺为:
(1)用适当钻头钻法兰孔至粗加工尺寸;
(2)镗孔至图样尺寸;
(3)润滑方式为喷水基切削液润滑。
曲轴在完成精加工后法兰外圆跳动、端面跳动和端面平面度符合图样要求,但是法兰钻孔后,因钻孔过程中曲轴法兰局部受力,并且法兰孔周围受到刀具的挤压,其跳动和平面度有会出现超差,尤其是法兰孔周围。
法兰孔钻孔后跳动和平面度超差的原因,有以下三种可能:
(1)钻孔法兰较薄,法兰受单边轴向力影响,而导致跳动和端面平面度超差;
(2)因钻头较钝以及切削参数不当,导致钻孔处法兰受挤压,导致跳动和端面平面度超差;
(3)切削过程中冷却不充分,钻削过程中,法兰在切削热的作用下导致塑性变形,而使跳动和端面平面度超差。
1.2 创新加工方案
依据上述分析法兰孔钻孔后跳动和平面度超差的原因,对普通法兰孔加工方案进行改进如下:
(1)采用合理的分级式钻孔,即分三次钻孔,例如:加工6×Ø58mm孔时,依次使用Ø20mm钻头、Ø40mm钻头和Ø55mm钻头,最后扩孔加工符合图样要求。
(2)采用较锋利的钻头和镗刀,并改进切削参数,根据具体的机床适当提高切削速度,降低进给速度。
(3)安装高压喷嘴试冷却装置,以使在钻孔过程中法兰能及时散热控制法兰的温升。
(4)在法兰后面放置钻孔模板,以增加钻孔处法兰的刚度,使力分散到模板上。
2 实施过程及结果
2.1 定制法兰孔钻孔模板
依据改进加工方案,对6RT-Flex82C曲轴进行钻孔测试。该机型法兰孔15×Ø58的定位圆为Ø1 720mm。因此根据曲轴法兰定制法兰钻孔模板(见图2)。
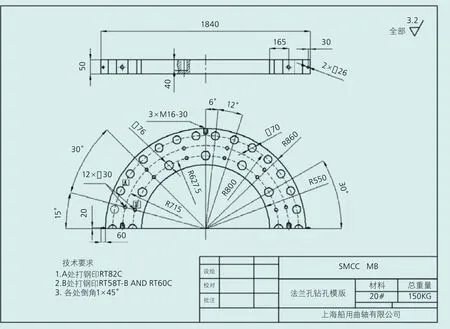
图2 法兰钻孔模板

该模板为上下两块,装配时两半边拼合在一起。
2.2 模板安装
(1)将法兰钻孔模板其中一半边装到曲轴输出端法兰上并用支撑杆固定(见图3)。
(2)曲轴旋转180°。
(3)再将另一半边法兰钻孔模板也装配到曲轴输出端法兰上,用支撑杆固定,并用螺栓将法兰钻孔模板上下两半固定(见图4)。
图3 法兰钻孔模板安装示意

图4 法兰钻孔模板安装示意
2.3 试验过程
1. 将曲轴放到支撑上,输出端侧朝机床主轴侧,装卡曲轴,以法兰端面为基准找正在0.03mm内,固定曲轴。
2. 在曲轴输出端推力法兰上划第一缸上止点线及中心十字线。根据曲轴图样划输出端轴颈及自由端轴颈上各法兰孔加工线。
4.加工过程中,全程加冷却液;加工使用的钻头磨削锋利,两侧刃口基本一致。加工过程中,注意钻头使用情况,及时磨削,保持刃口锋利;钻孔时,使用对称钻孔方法。
2.4 试验结果
测量曲轴钻法兰孔前后跳动和平面度(见图5),测量数据见表1。
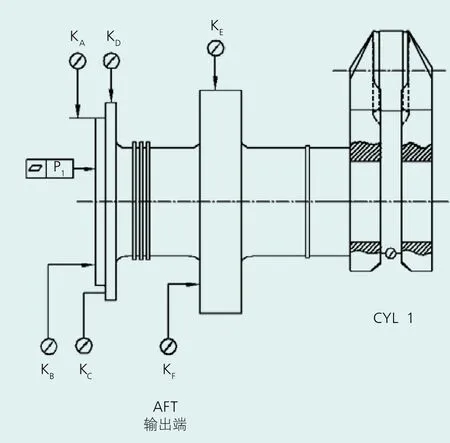
图5 曲轴输出端跳动项目
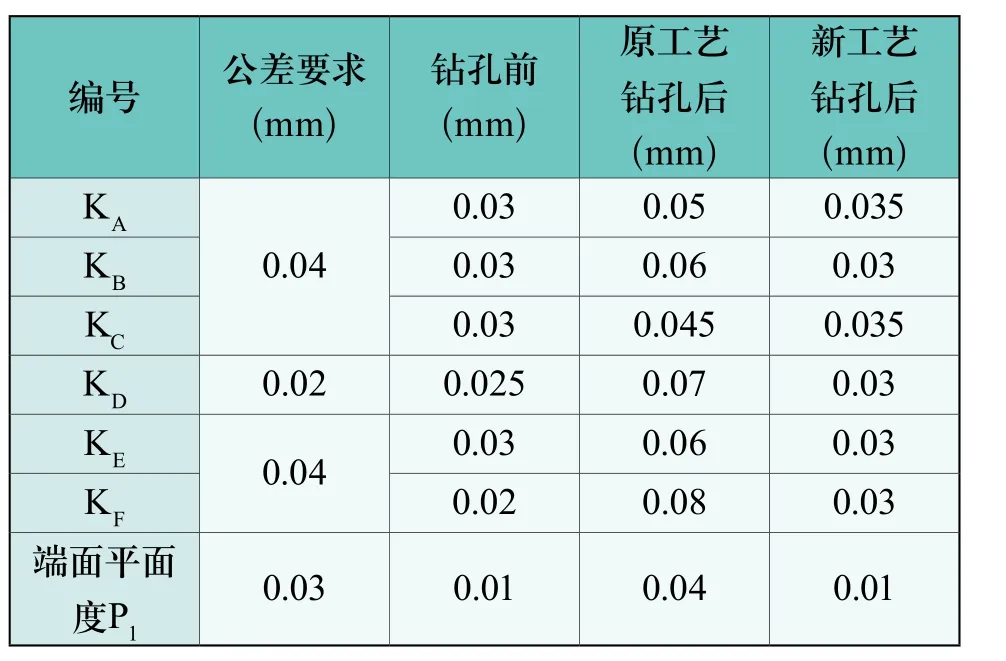
表1 曲轴跳动数据
分析上述数据,新工艺使曲轴法兰孔轴向和径向跳动提高了0.02~0.04mm,改善比例达40%。对比钻孔前跳动和新工艺钻孔后跳动可以发现,采用新工艺加工曲轴法兰孔对跳动的影响极小。采用原来的钻孔方法曲轴法兰的跳动和平面度变化很大并且超差,而采用改进后的工艺钻孔后其跳动和平面度变化不大,没有超差现象。
4 结 论
半组合大型船用曲轴法兰孔加工方案,有效解决了法兰孔加工前后变化问题。该方案进一步改善了曲轴制造流程中因客观原因导致的曲轴质量不合格现象,进而使曲轴产品质量得到了有效的控制。

通过分析曲轴钻法兰孔后跳动和平面度超差的原因,研究出了切实可行的工艺系统。
该工艺系统能避免曲轴钻法兰孔后跳动超差,通过提高工件的刚度,优化切削参数,解决曲轴钻孔后法兰跳动和平面度变化的问题,进而提高了曲轴的质量。该工艺系统简单易行,切合实际[4]。
该工艺系统以最基本的原理为出发点,有效解决了曲轴生产过程中的质量问题[5],对曲轴的制造技术的提高起到很大的促进作用。
[1] 余云岚,张坚. 我国船用低速大功率柴油机曲轴制造技术的发展[J]. 上海造船,2009(4).
[2] 王先逵. 机械加工工艺手册[M]. 北京:机械工业出版社,2007.
[3] 张国宝.装备制造业的自主创新问题[J]. 求是,2008(8).
[4] 毕克新,丁晓辉,冯英浚. 制造业中小企业工艺创新及测度评价现状和发展[J].科研管理,2002(2).
[5]姚芊,毕克新.制造业工艺创新动力模式研究评述[J]. 北京理工大学学报,2011(3).
猜你喜欢
山东冶金(2022年1期)2022-04-19
哈尔滨轴承(2021年1期)2021-07-21
装备制造技术(2019年12期)2019-12-25
制冷(2019年2期)2019-12-09
水上消防(2019年3期)2019-08-20
制造技术与机床(2019年4期)2019-04-04
中国建筑金属结构(2018年6期)2018-08-31
制造技术与机床(2017年5期)2018-01-19
汽车文摘(2015年5期)2015-12-16
中国航海(2014年1期)2014-05-09
