数字滤波技术在聚合物熔体在线流变仪中的应用
2012-11-29 03:26:06吴大鸣
中国塑料 2012年5期
钟 龙,许 红,吴大鸣,刘 颖
(北京化工大学塑料机械及工程研究所,北京100029)
数字滤波技术在聚合物熔体在线流变仪中的应用
钟 龙,许 红*,吴大鸣,刘 颖
(北京化工大学塑料机械及工程研究所,北京100029)
根据聚合物熔体在线流变仪测量系统中自变量参数熔体压力在整个测量过程中的变化特点,研究了熔体压力测量精度对最终因变量熔体剪切黏度的影响。在实验测量和理论分析的基础上,选择适应系统变化特点的滤波算法对系统变化过程的压力进行数字滤波,实现提高最终测量参数熔体剪切黏度测量精度的目的。结果表明,通过递推平均滤波算法,可以有效提高聚合物熔体剪切黏度的测量精度。
数字滤波技术;在线流变仪;信号处理;聚合物;剪切黏度;测量精度
0 前言
流变性能是模拟和分析聚合物熔体充模过程不可缺少的物性参数,同时也是聚合物加工过程中制定工艺参数不可或缺的一项重要技术指标。因此,材料流变性能的测试对指导聚合物的加工工艺及改善产品的性能有着重要的意义。熔体剪切黏度是描述高分子材料流变性能最重要的物性参数之一[1],其大小直接影响聚合物成型过程中熔体的流变性能和加工性能,进而影响聚合物制品的最终质量。通过对熔体剪切黏度的在线测量有助于分析挤出过程或注射过程中聚合物熔体的塑化过程和热历程,为工艺参数的调整提供参照,进而提高制品的质量。
1 聚合物熔体流变仪的相关概念
聚合物熔体流变仪主要用于测定熔体的流变特性——剪切黏度[2]。目前使用最多的是毛细管流变仪。离线式流变仪可以测量出熔体剪切速率与剪切黏度的相互关系,但并不能完全反映出聚合物熔体在注射过程中的实际流变特性,如聚合物熔体的塑化过程、热历程和受力历程等。因此,为了研究注射过程中熔体剪切黏度的变化,有必要对聚合物成型加工过程中的流变特性进行在线研究。在线流变仪是指可以在聚合物成型加工生产线上直接对流变参数进行在线测量的装置[3-6]。根据流变仪安装位置的不同,将在线流变仪分为串线(In-line)和并线(On-line)2种类型[7]。串线技术是把流变仪直接串联在聚合物生产加工过程的主流道通道上来进行熔体流变性能的在线测量[8]。并线技术是把流变仪置放在流道的支路或旁路上进行流变性能参数的在线测量。
2 在线流变仪的工作原理
本文所用的在线流变仪,由于其毛细管直接与注射机喷嘴相连接,故在结构形式上属于串线式在线流变仪,其结构简图如图1所示,其工作原理是:由注塑机塑化系统把塑化好的聚合物熔体注入储料筒中,再利用传动系统并以柱塞加压方式将储料桶中塑化好的聚合物熔体挤出毛细管。在挤压过程中通过温度传感器和压力传感器测得机筒温度和熔体所受压力,并通过计算机A/D采集卡对其进行采样处理,再根据相应的理论计算公式和已知相应的物性参数计算得到剪切黏度及相应的曲线,实现了对聚合物流变性能参数剪切黏度的在线测量[10]。
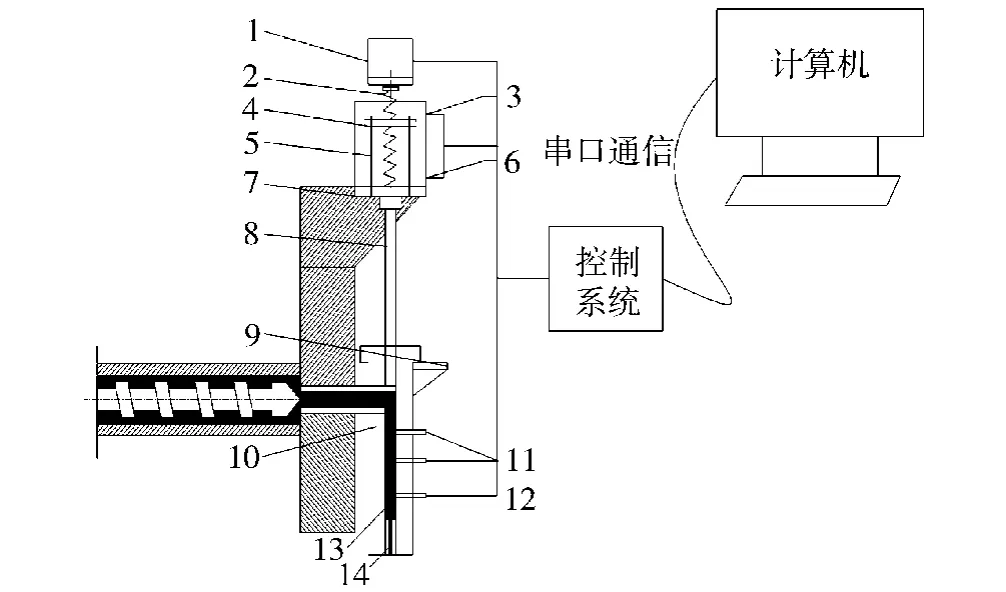
图1 在线流变仪结构示意图Fig.1 Schematic drawing for online rheological instrument
本文所用的在线流变仪的测量原理与传统毛细管流变仪相似,不同之处在于物料的熔融方式。在线流变仪的熔体是由注塑机在工作条件下直接提供,这样可以消除传统毛细管流变仪因熔体的热历程和应力历程与实际注射过程不同所造成的误差。在线流变仪中熔体的剪切黏度计算如式(1)~式(6)所示。
保证测量精度的重要前提是精确控制机筒的各段温度并使之保持恒定,式(1)~式(6)中除ΔP和VB外,其他量均是已知物性参数,或是与这两个物理量相关的变量,或是在已知温度下的常量,因此在保证温度恒定的情况下,通过直接精确测量ΔP和VB值可以得到黏度的间接测量值。

式中 η——流体剪切黏度,Pa·s
τW——剪切应力,Pa
ΔP——压力差,Pa
L——毛细管长度,mm
˙γW——非牛顿流体的剪切速率,s-1
˙γWN—牛顿流体的剪切速率,s-1
n——牛顿指数
S——等于1/n
Q——体积流率,mm3/s
R——毛细管的半径,mm
DB——储料桶的直径,mm
VB——柱塞的线速度,mm/s
Vn——电机转速,r/min
LS——丝杠导程,mm/r
3 数字滤波算法
由式(1)可知,ΔP是熔体剪切黏度在线测量的直接变量;VB是由伺服电机转速与丝杠导程决定,直接通过测量伺服电机转速得到准确的测量值。为了保证剪切黏度的测量精度,提高温度与压力的测量精度是非常重要的。当测量系统从外界采集温度、压力数据时,一些噪声信号不可避免会和有效信号一起被采集到,这样就给测量系统带来了随机误差[11]。为了克服随机干扰引入的误差,除了采用屏蔽隔离等硬件方法,采用数字滤波技术可以最有效地剔除干扰[12]。
数字滤波就是在计算机中用一定的算法对输入的模拟信号进行数字处理,以减少噪声在有用信号中的比重,从而提高信号的真实性和可靠性。常用的数字滤波算法有:限幅滤波、限速滤波、均值滤波、中值滤波、递推平均滤波和波动平均滤波及组合滤波等[13-15]。本文的温度信号都是集中在一个平均值上下波动,其属于一个稳态变化,根据这个特点,对温度采用均值滤波算法。分析本文压力测量的特点,即由驱动电动转速控制柱塞行程,实现熔体压力的改变,这一过程中信号的干扰主要为周期性干扰,根据这个特点,采用适用于抑制周期性干扰信号的递推滤波算法。
3.1 均值滤波算法
均值滤波算法就是连续取N个采样值进行算术平均运算,适用于对一般具有随机干扰的信号进行滤波,这样信号的特点是有一个平均值,信号在某一数值范围附近上下波动,其算法如式(7)所示。

式中 Y——采样滤波输出
N——算术平均项数
Xi——第i次采样值
均值滤波算法的缺点是对于测量速度较慢或要求数据计算速度较快的实时控制不适用,也比较浪费计算机内存RAM。结合本文的温度特点和计算机反应速度,选择N=3。提高测量精度的目的是为了实现温度的精确控制,进而保证本系统在控制温度下的已知物性参数的准确性。
3.2 递推平均滤波算法
递推平均滤波算法对周期性干扰有着良好的抑制作用,平滑度高,其方法为把连续N个采样值看成一个队列,队列的长度为N,每次采样到一个新数据放入队尾地址位,本地址位的数据依次向前移动,最终向移掉最前队首的一次数据[16](先进先出原则),最后再把队列中的N个数据进行算术平均运算,就可获得新的输出结果,如式(8)所示。

式中 Yn——第n次采样的滤波输出
Xn+i——未滤波的第n+i次采样值
N——算术平均项数
N的大小取决于系统平滑度和灵敏度的要求,N越大,平滑度越高,但灵敏度降低,所以选取N应该兼顾各方面的因素。实验发现,N值的选取与注射周期有关。注射周期越短,N值取小一些,注射周期越长,N值取大一些。根据注塑机的具体情况,本文确定N=5。
4 数字滤波算法的应用
4.1 实验条件
实验设备为自行开发的聚合物流变仪,注塑机为宁波海天塑机集团有限公司生产的HTF120X2型注塑机,实验室自行开发的基于KPCI-812F数据采集卡的采集系统,能够在线采集储料桶的温度、压力、伺服电机的转速等参数。基于KPCI-882的运动控制卡的控制系统,能够实现对伺服电机的转速控制。实验设备的结构简图如图1所示。
实验原料为北京燕山石化有限公司生产的牌号为2401的聚丙烯。储料桶三段温度都控制为190℃。伺服电机转速以线性V=at的速度模式进行变化,其中a是设定的加速度。电机转速变化情况如图2所示。

图2 电机转速随时间的变化Fig.2 Dependence of motor speed on time
4.2 压力和速度
注塑机注射过程中毛细管入口的压力是连续变化的物理量,伺服电机是以设定的加速度做匀加速运动,由式(6)可知,柱塞速度也是做匀加速变化。由于熔体的可压缩性,导致压力是随着柱塞速度一直在变化的。聚丙烯的压力与柱塞速度随时间变化的曲线如图3和图4所示。
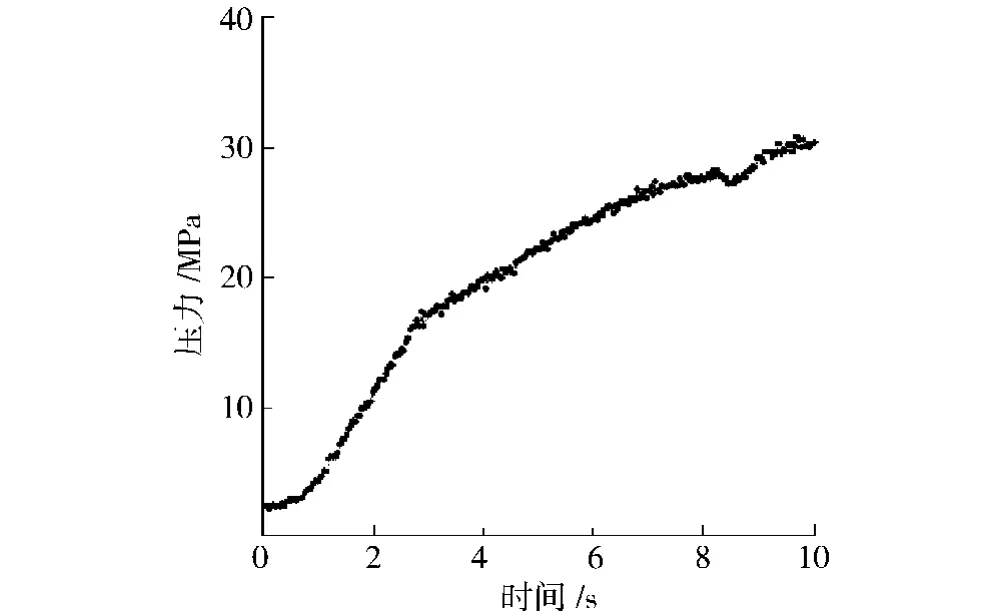
图3 压力随时间的变化曲线Fig.3 Dependence of pressure on time
由图3和图4可以看出,速度与压力的变化趋势是一致的,但快慢是不一样的,可分为2个阶段,3.5s之间为第一阶段,压力的变化速率大于速度的变化速率;3.5s之后为第二阶段,压力的增加速率则小于速度变化速率。这是由于在柱塞前进行程的后半部分,熔体可压缩性变小,弹性模量增大所造成的。
4.3 温度滤波

图4 速度随时间的变化曲线Fig.4 Dependence of speed on time

图5 滤波前后的温度曲线Fig.5 Temperature curves before and after filtering
为了保证与温度有关的各物性参数为常量,温度保持为定值显得尤为重要。图5为对温度采用均值滤波算法的效果图。由图5可以看出,经过数字滤波后,温度曲线呈一条直线,把不真实的数据点都过滤了,达到了保证温度为恒定值的目的。
4.4 压力滤波
通过前面分析,确定以递推平均滤波算法进行压力数据的滤波处理,并对压力原始数据和滤波后的数据进行比较分析,结果如图6所示。由图6可以看出,经过滤波后的压力曲线把其中与速度变化不一致的点过滤掉了,整条曲线相对于滤波前的曲线更加平稳光滑。经过滤波后的压力消除了干扰信号的影响更加趋于真实值,压力曲线也更加符合储料桶中压力的实际变化趋势。
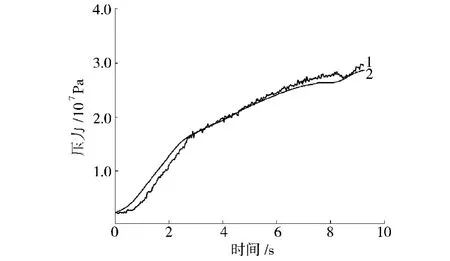
图6 滤波前后的压力曲线Fig.6 Pressure curves before and after filtering
4.5 黏度滤波
为了更加明确地知道压力滤波前后黏度的变化,利用压力原始数据计算的黏度和滤波后的压力值计算出来的黏度进行比较,如图7所示。由式(1)和压力速度变化曲线图,可以推出黏度经历先增大再下降的两个阶段。比较分析优化前后的曲线,可以看出优化后的黏度曲线比原始曲线不仅线性效果更好,而且消除了各种偏差点,黏度曲线更加光滑,更加稳定,优化后的黏度曲线与熔体黏度变化的趋势更加吻合。
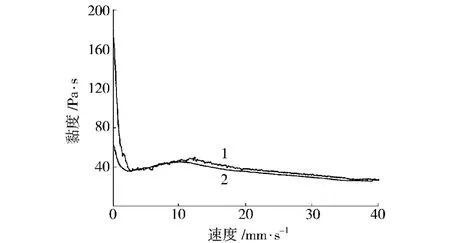
图7 优化前后的黏度曲线Fig.7 Viscosity curves before and after optimization
5 结论
(1)成熟的数字滤波方法很多,使用时并非仅仅局限于现有通用的算法,完全可以根据具体的环境要求对现有的数字滤波技术加以改进和扩充以求采样到的数据尽可能向真实值逼近;
(2)压力的滤波实验结果表明,数字滤波能收到良好的滤波效果,极大地提高了在线流变仪测量系统的测量精度。
[1] 周彦豪.聚合物加工流变学基础[M].西安:西安交通大学出版社,1987:10.
[2] Dealy J M.Method and Apparatus for Measuring Rheological Properties of Fluid:US,4571989[P].1986-02-25.
[3] 袁明君.单螺杆挤出的过程研究[D].北京:北京化工大学机电工程学院,1997.
[4] Dealy J M,Broadhead T.Process Rheomete for Molten Plastics:A Survey of Existing Technology[J].Polymer Engineer and Science,1993,33(23):1513-1523.
[5] 秦晓梅,吴大鸣,陈卫红.在线流变仪的研究进展与应用[J].塑料,2007,36(6):88-87.Qin Xiaomei,Wu Daming,Chen Weihong.Development and Application of On-line Rheometer[J].Plastics,2007,36(6):88-87.
[6] 薛佳子.聚合物注射过程流变性能的在线测试研究[D].北京:北京化工大学机电工程学院,2010.
[7] Padmanabhan M,Bhattacharya M.In-line Measurement of Rheological Properties of Polymer Melts[J].Rheologica Acta,1994,33(1):71-77.
[8] Paul W Springer,Robert S Brodkey,R Emerson Lynn.Development of an Extrusion Rheometer Suitable for Online Rheological Measurements[J].Polymer Engineering and Science,1975,15(8):583-587.
[9] Robert L Powell,James Fort.On-line Slurry Viscosity and Concentration Measurement as a Real-timewaste Stream Characterization Tool[D].California:University of California,2000.
[10] 许 红,吴大鸣,周 星,等.一种提高聚合物挤出流量在线测量精度的方法[J].化工学报,2010,61(2):504-509.
Xu Hong,Wu Daming,Zhou Xing,et al.Method for Improving On-line Measurement Accuracy of Flow Rate in Polymer extrusion[J].CIESC Journal,2010,61(2):504-509.
[11] 郑 涛,石秀华,许 晖.数字滤波新方法尝试与验证[J].测试技术,2003,23(4):20.
Zheng Tao,Shi Xiuhua,Xu Hui.New Method and Its Feasibility Analysis to Digital Filtering[J].Measurement&Control Technology,2003,23(4):20.
[12] 周 星,许 红,王克俭,等.数字滤波技术在失重式计量加料系统中的应用[J].中国塑料,2008,22(6):83-86.
Zhou Xing,Xu Hong,Wang Kejian,et al.Application of Digital Filtering Technology in Weight-loss Metering Feeding[J].China Plastics,2008,22(6):83-86.
[13] 李健,余蓓敏.数据采集系统中的数字滤波处理[J].安庆师范学院学报:自然科学版,2009,15(2):88-89.
Li Jian,Yu Beimin.Data Collecting System in the Digital Filter Design[J].Journal of Anqing Teachers College:Natural Science,2009,15(2):88-89.
[14] Alarcon G,Guy C N,Binnie C D.A Simple Algorithm for a Digital Three-pole Butterworth Filter of Arbitrary Cut-off Frequency:Application to Digital Electroencephalography[J].Journal of Neuroscience Methods,2000,40:35-44.
[15] Godana Jovanovic Dolecek,Fred Harris.Design of Wideband CIC Compensator Filter for a Digital IF Receiver[J].Digital Signal Processing,2009,19(5):827-837.
[16] Tarleton E S.Cake Filter Scale-up,Simulation and Data Acquisition—A New Approach[J].Journal of the Chinese Institute of Chemical Engineers,2008,39:151-160.
Application of Digital Filtering on Online Measuring System for Polymer Rheometer
ZHONG Long,XU Hong*,WU Daming,LIU Ying
(Institute of Plastic Machinery and Engineering,Beijing University of Chemical Technology,Beijing 100029,China)
During the measurement of melt viscosity,the pressure would change throughout the process,and the accuracy of shear viscosity was affected.The filtering algorithm was chosen to adapt the changes of system to filter the pressure and the temperature through experiments and theoretical analysis.The digital filter was done to improve the final accuracy of polymer melt viscosity.Through the use of recursive average algorithm,the measurement accuracy of polymer melt shear viscosity was significantly improved.
digital filter technology;online rheometer;signal processing;polymer;shear viscosity;measurement accuracy
TQ320.5
B
1001-9278(2012)05-0104-05
2011-12-31
*联系人,xuhong@mail.buct.edu.cn
(本文编辑:李 莹)
猜你喜欢
电子制作(2019年24期)2019-02-23 13:22:40
山东冶金(2018年5期)2018-11-22 05:12:46
西安建筑科技大学学报(自然科学版)(2016年1期)2016-11-08 12:15:18
中国塑料(2016年4期)2016-06-27 06:33:48
中国塑料(2016年3期)2016-06-15 20:30:01
铁道科学与工程学报(2015年4期)2015-12-24 12:11:01
物联网技术(2015年10期)2015-11-10 09:42:19
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
中国塑料(2014年1期)2014-10-17 02:46:37
现代电子技术(2014年12期)2014-06-30 18:03:23