
聚氨酯硬质泡沫塑料/可膨胀石墨复合材料的阻燃研究进展
2012-11-29 03:26周亮
中国塑料 2012年5期
周 亮
(中国人民武装警察部队学院消防工程系,河北廊坊065000)
聚氨酯硬质泡沫塑料/可膨胀石墨复合材料的阻燃研究进展
周 亮
(中国人民武装警察部队学院消防工程系,河北廊坊065000)
综述了近年来聚氨酯硬质泡沫塑料/可膨胀石墨复合材料的阻燃研究进展,详细介绍了该泡沫复合材料的制备方法、热解性能以及燃烧性能(包括极限氧指数、水平/垂直燃烧速率、热释放速率、CO/CO2生成量比值、成炭性)。分析了泡沫密度、可膨胀石墨含量及粒径、微囊包覆处理以及与其他阻燃剂复配使用对相应泡沫复合材料热稳定性及阻燃性能的影响,并对相关机理进行了深入的探讨。
可膨胀石墨;聚氨酯硬质泡沫塑料;复合材料;热稳定性能;阻燃性能
0 前言
聚氨酯是非常大的一类聚合物,其制品形态有软质、半硬质及硬质泡沫塑料、弹性体、油漆涂料、胶黏剂、合成革等,在日常生活中的应用十分广泛。其中聚氨酯硬质泡沫塑料(RPUF)为高闭孔率结构,具有绝热效果好、质轻、比强度大、施工方便等优良特性,同时还具有隔音、防震、电绝缘、耐热、耐寒、耐溶剂等特点。较低密度的RPUF主要用于建筑、管道、冰箱、冷库等的保温隔热;较高密度的RPUF可用于结构材料、室内装饰、汽车构件等。
然而,RPUF本身属于易燃材料,燃烧速度快,放热量大,极易造成火势迅速蔓延,同时发烟量高、烟毒性重,给火灾中的逃生和扑救带来了很大的困难。因此,各个国家相继出台不同法律、规范和标准,要求提高RPUF的阻燃性能。可膨胀石墨(EG)作为一种优异的无卤阻燃材料,具备膨胀温度适宜、膨胀容积高、耐热性好、热导率低、无毒环保等优点,在乙烯-醋酸乙烯共聚物[1]、环氧树脂[2]、聚乙烯[3-5]、聚丙烯[6-7]、聚氨酯软泡[8]、聚氨酯涂料[9-10]等中取得了良好的阻燃效果。近来,一些学者也先后开展了PUFR/EG复合材料阻燃性能的研究。
1 RPUF/EG复合材料的制备
RPUF/EG复合材料与RPUF制备方法类似,常采用自由发泡法。Thirumal等[11]将聚醚多元醇、催化剂、表面活性剂聚醚二甲基硅氧烷、发泡剂蒸馏水按照一定比例混合好后,加入EG,并通过机械搅拌使其分散均匀。然后,按照NCO/OH=1.1的比例加入过量的二苯基甲烷二异氰酸酯(PMDI),以使反应进行完全,并在加入的过程中持续强劲搅拌10s,之后迅速倒入纸质模具中自由发泡。所得块状硬质泡沫塑料在温度为70℃的炉内放置24h,以使聚合反应进行完全。
扫描电子显微镜(SEM)观察到的泡沫复合材料的表面形态如图1所示。从图1可以看出,纯RPUF和RPUF/EG复合材料的泡孔形状都呈球形,但加入EG后会导致泡孔尺寸增大,造成部分孔壁破裂。粒径小(180μm)的EG会在RPUF中团聚,分布位置没有规律;粒径大(300μm)的EG在RPUF中没有明显的团聚现象,大部分位于泡孔之间的位置,而且该泡沫复合材料的泡孔尺寸小于RPUF/EG(180μm)复合材料的泡孔尺寸。
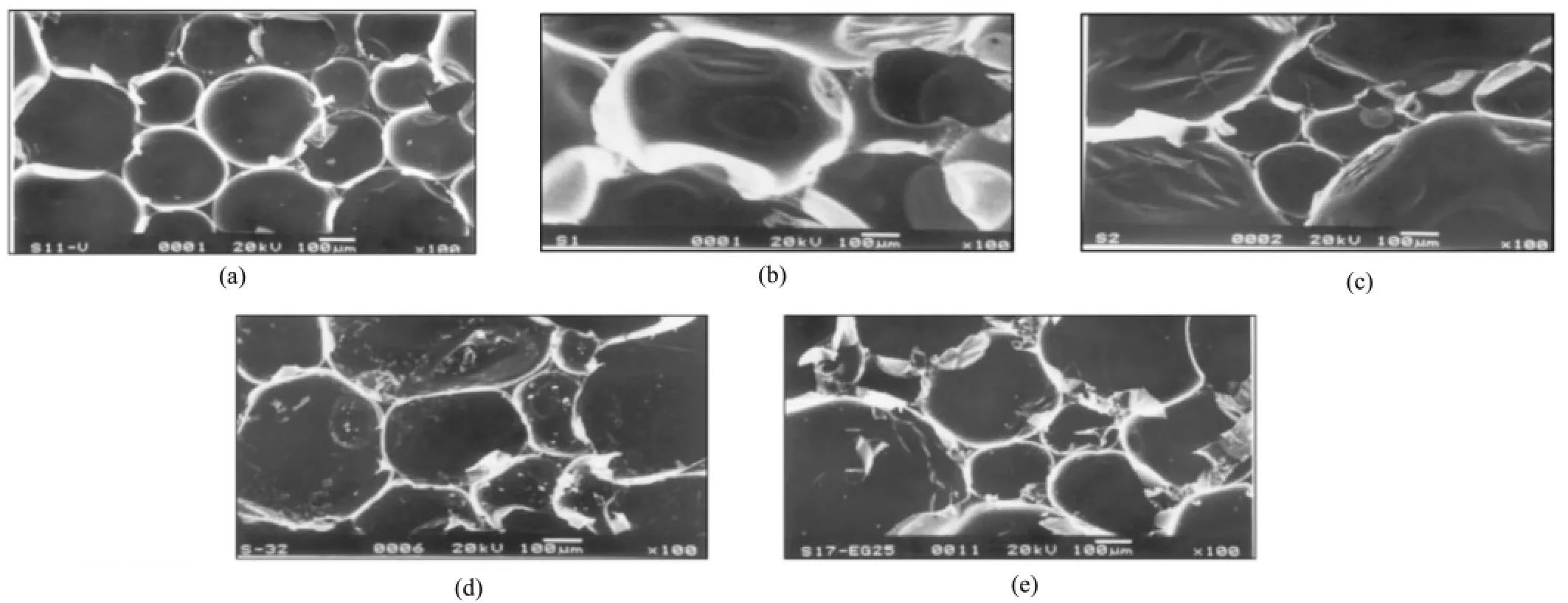
图1 纯RPUF及RPUF/EG复合材料的SEM照片Fig.1 SEM micrographs for neat RPUF and RPUF/EG composites
2 RPUF/EG复合材料的热稳定性
Thirumal等[11]研究了粒径为300μm的EG对水发泡制备的RPUF/EG复合材料热稳定性的影响。与其他相关研究结果[12-13]一致,纯RPUF及其复合材料热解分两步进行,第一步先形成醇基和异氰酸酯基,热解缩聚反应形成的异氰酸酯在高温下非常易与二聚物发生反应,形成碳二亚胺并释放出CO2;第二步热解过程中,碳二亚胺又能与醇或水蒸气继续反应形成取代脲,它具有更高的热稳定性。从表1可以看出,第一步热解最大速率所对应的温度(T1max)为351℃,第二步热解最大速率所对应的温度(T2max)为511℃。EG含量较低时,对T1max几乎没有影响,这是因为EG及其热解产物不与聚氨酯反应;然而随着EG含量的增加,T1max有所下降,认为这是由EG热解引起的;EG含量较低时,对T2max影响很小,EG含量较高时,T2max有少量的增幅,这可能是由于在此温度下形成了更多的炭,该炭层作为一个隔热层,可阻止进一步热解,从而降低了质量损失速率。
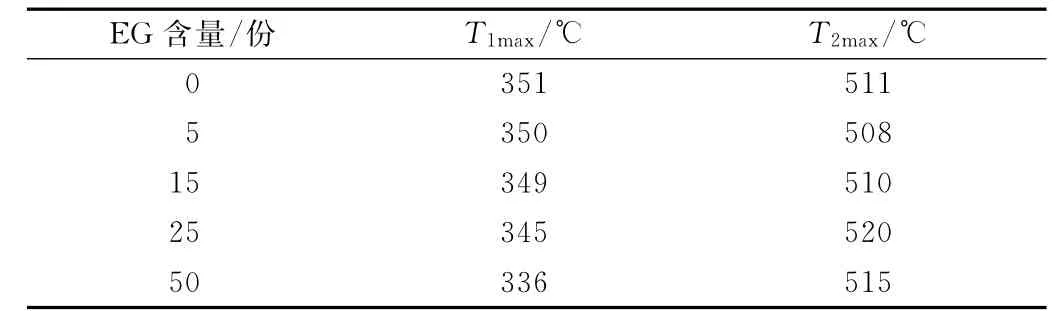
表1 空气气氛中EG含量对RPUF热解温度的影响Tab.1 Effect of EG content on degradationtemperature of RPUF in air
Shi等[14]分别使用未经研磨(EG0)、研磨4min(EG4)和研磨13min(EG13)的EG作为添加剂,制备了RPUF/EG复合材料,考察了EG的粒径对高密度RPUF(0.45g/cm3)热稳定性的影响。当EG含量为20%时,RPUF及其复合材料的热重分析结果如图2所示,从中可以看出,样品的热解分两步进行:第一步发生在200~380℃,第二步发生在380~680℃;与纯RPUF相比,复合材料在700℃时的质量损失速率有所下降,残留量有所增加,而添加3种不同粒径EG的复合材料的残留量相差不大。

图2 RPUF/EG复合材料的TG和DTG曲线Fig.2 TG and DTG curves for RPUF/EG composites
Shi等[14]为了正确评价EG对RPUF热解过程的影响,分别对纯EG和纯RPUF进行了TG分析,然后按照RPUF/EG=8/2的比例进行了理论计算,并且与测试值进行了比较,其结果如图3所示。从图3可以看出,EG0和EG4对RPUF的热稳定性几乎没有影响,然而加入EG13可使RPUF的热稳定性有小幅度提高,分析认为这很有可能是由于EG13在泡沫体系中分散不均造成的。
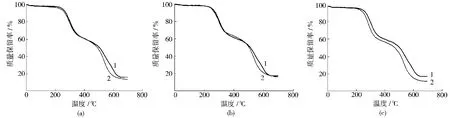
图3 RPUF/EG复合材料的理论及实验TG曲线Fig.3 Theoretical and experimental TG curves for RPUF/EG composites
3 RPUF/EG复合材料的燃烧性能
3.1 极限氧指数
Bian等[15]使用EG作为阻燃剂,通过调节聚醚多元醇与聚甲撑聚苯基氰酸酯(PAPI)之间的比例,制备了密度分别为0.065、0.175、0.370、0.510g/cm3的RPUF/EG泡沫复合材料,研究了泡沫密度和EG含量对复合材料阻燃性能的影响。从图4可以看出,在相同密度下,复合材料的极限氧指数随EG含量的增加明显上升,而且这种上升趋势在高密度泡沫复合材料中更加显著;当EG含量从5%增加至20%时,对于密度为0.065g/cm3的样品,极限氧指数从21.5%上升至27%;而对于密度为0.510g/cm3的样品,极限氧指数从27%上升至41%。从图5可以看出,当密度从0.065g/cm3上升至0.510g/cm3时,纯RPUF的极限氧指数只有少量增幅,从20.5%上升至22.0%;而EG含量为10%和15%的复合材料的极限氧指数分别从24%和25%上升至33.5%和35.5%。这说明密度上升可使阻燃性能得到改善,而且对于EG含量高的样品这种效果更明显。
Thirumal等[11]比较了粒径分别为180、300μm的EG对水发泡制备的低密度(0.05~0.1g/cm3)RPUF/EG复合材料极限氧指数的影响,结果如图6所示。从图6可以看出,复合材料的极限氧指数随着EG含量的增加呈线性增长,而在相同EG含量下,EG粒径增大,极限氧指数明显升高。
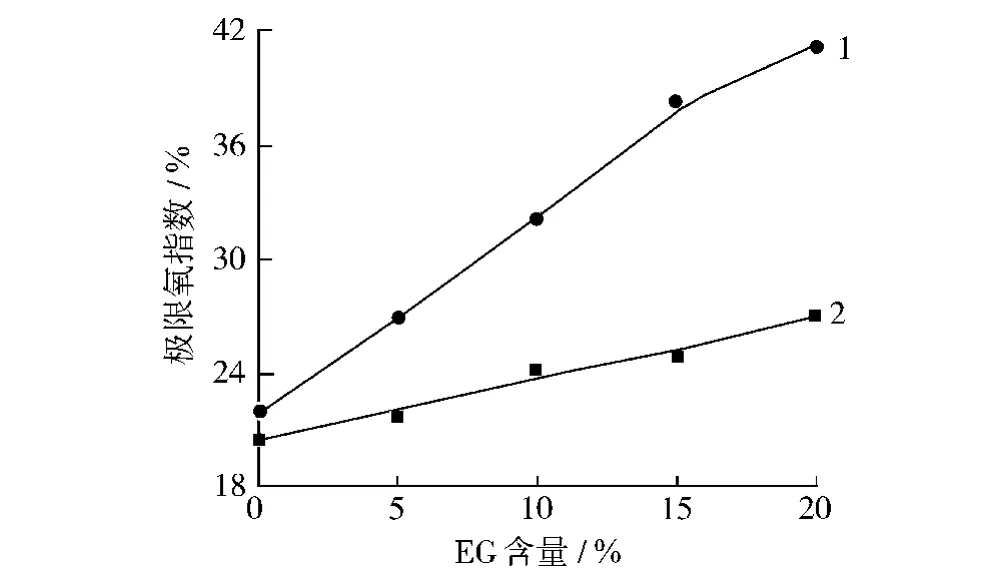
图4 EG含量对RPUF/EG复合材料极限氧指数的影响Fig.4 Effect of EG content on limited oxygen index of RPUF/EG composites

图5 泡沫密度对RPUF/EG复合材料极限氧指数的影响Fig.5 Effect of foam density on limited oxygen index of RPUF/EG composites
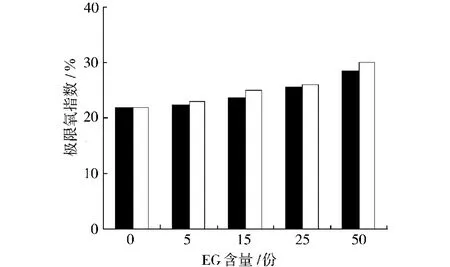
图6 EG粒径对RPUF/EG复合材料极限氧指数的影响Fig.6 Effect of particle sizes of EG on limited oxygen index of RPUF/EG composites
Shi等[14]研究了EG粒径及含量对水发泡制备的高密度RPUF复合材料极限氧指数的影响,如图7所示。在测试过程中,纯RPUF和RPUF/EG复合材料的引燃时间都很短,约为5s;RPUF/EG0的极限氧指数随EG0含量的增加呈指数上升;RPUF/EG4的极限氧指数随EG4含量的增加呈线性上升;RPUF/EG13的极限氧指数随EG13含量的增加上升趋势不明显。显然,EG0和EG4的阻燃性能较好,而EG13的阻燃性能较差。添加10%的EG4和EG0分别可使复合材料的极限氧指数从22.5%迅速上升至30%和32.5%,但当EG含量为20%时,RPUF/EG0和RPUF/EG4的极限氧指数相同,说明此时两种复合材料中的EG颗粒通过膨胀都足以使泡沫材料的燃烧表面形成致密炭层。
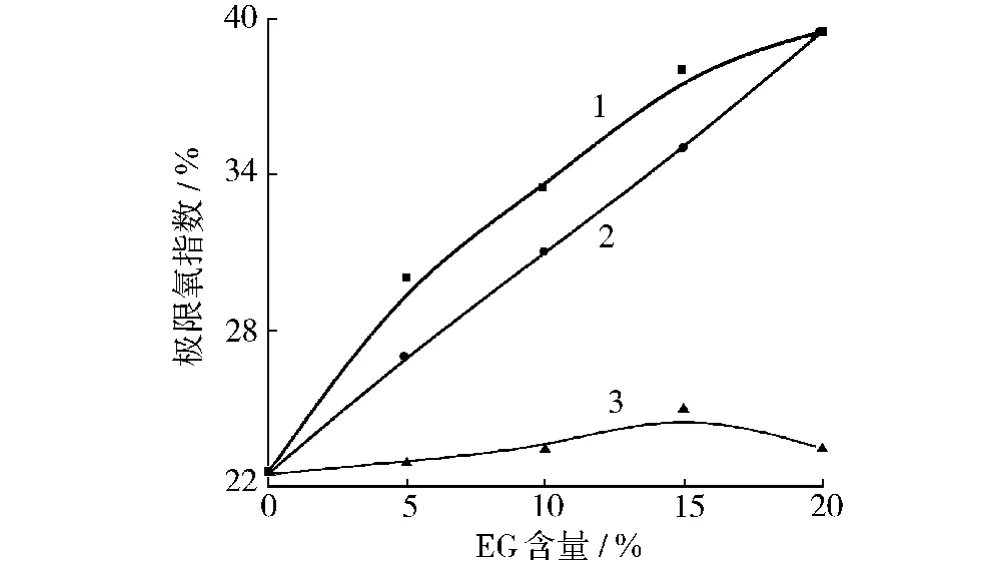
图7 不同EG对RPUF/EG复合材料极限氧指数的影响Fig.7 Effect of various EG on limited oxygen index of RPUF/EG composites
Ye等[16]为了改善RPUF基体的力学性能和阻燃性能,先将EG研磨13min,使其粒径约为39.8μm,再使用聚甲基丙烯酸甲酯(PMMA)对EG进行微囊包覆处理,并对相应RPUF/EG复合材料的极限氧指数进行了测试,结果如表2所示。当填料含量为10%时,RPUF/PMMA的极限氧指数与纯RPUF同为21%;EG经过研磨后膨胀倍数降低,因此RPUF/EG的极限氧指数提升不大,仅为23.5%;然而,当研磨后的EG经过PMMA微囊包覆后,极限氧指数上升至26.5%。

表2 纯RPUF及其复合材料的极限氧指数Tab.2 Limited oxygen index of pure RPUF and its composites
由于PMMA在180℃就开始分解,而EG的膨胀温度高于200℃,因此PMMA在一段时间内不能十分有效地阻止气体逸出,使得阻燃性能只得到有限的提高。为此,Zhang等[17]选用了一种起始分解温度更高的物质——甲基丙烯酸甲酯-丙烯酸共聚物作为EG微囊包覆材料,通过乳液聚合制备出了核-壳结构的阻燃颗粒,并研究了该阻燃颗粒对RPUF阻燃性能的影响。结果表明,当其含量为10%时,复合材料的极限氧指数为26%,相对纯RPUF的21%有明显提高。
Meng等[18]研究了EG和聚磷酸铵(APP)对RPUF阻燃性能的影响。从图8可以看出,随着EG和APP含量的增加,两种复合材料的极限氧指数均逐步上升,但在相同含量下EG的阻燃效率优于APP;当EG和APP含量为15%时,两种复合材料的极限氧指数分别为24.5%和32%。Duquesne等[19]和Modesti等[20]在研究中也分别发现EG在聚氨酯涂料和聚异氰脲酸酯-聚氨酯泡沫体系中的阻燃效果优于APP。

图8 RPUF/EG和RPUF/APP复合材料的极限氧指数Fig.8 Limited oxygen index of RPUF/EG and RPUF/APP composites
为了考察APP和EG在提高RPUF阻燃性能时的相互作用,Meng等[18]对APP和EG总含量为15%的复合材料的极限氧指数进行了测试,结果如图9所示,并在此基础上计算了实验值与理论计算值之间的差值,结果如图10所示。从图10可以看出,无论EG和APP的配比如何变化,差值均大于0,说明二者具有阻燃协同效应,而且当EG/APP质量比为1/1时,协同效应最佳,极限氧指数达到30.5%。

图9 APP/EG配比对复合材料极限氧指数的影响Fig.9 Effect of the weight ratio of APP to EG on limited oxygen index of the composites
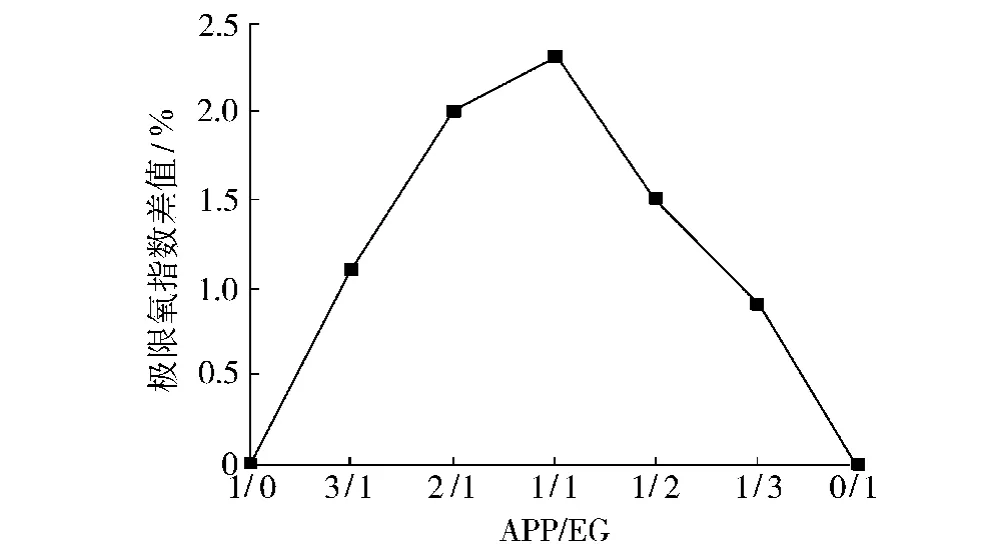
图10 APP/EG配比对复合材料极限氧指数实验与理论差值的影响Fig.10 Effect of the weight ratio of APP to EG on difference between theoretical and experimental limited oxygen index of the composites
Modesti等[21]采用EG和三乙基磷酸酯(TEP)作为阻燃剂,使用正戊烷作为发泡剂制备了低密度(0.038g/cm3)聚异氰脲酸酯-聚氨酯硬质泡沫塑料(PIR-PUR)。从图11可以看出,随着EG含量的增加,复合材料的极限氧指数呈线性上升趋势;但当同时添加3%的TEP后,随着EG含量的增加,极限氧指数的上升幅度增大,呈现指数上升。说明EG与TEP之间有良好的阻燃协同效应。

图11 EG含量对PIR-PUR复合材料极限氧指数的影响Fig.11 Effect of EG content on limited oxygen index of PIR-PUR composites
Ye等[22]研究了EG和十溴二苯酚(DBDPE)对高密度(0.5g/cm3)正戊烷发泡RPUF复合材料阻燃性能的影响,结果表明EG与DBDPE都能改善RPUF的阻燃性能,相比之下EG有更好的阻燃效果;当二者的含量均为20%时,RPUF/DBDPE的极限氧指数为33%,RPUF/EG为41%;但同时添加EG与DBDPE时,实验值均低于理论值,如图12所示,说明二者之间没有阻燃协同效应。
3.2 水平/垂直燃烧速率

图12 EG/DBDPE配比对复合材料极限氧指数的影响Fig.12 Effect of the weight ratio of EG to DBDPE on limited oxygen index of the composites
Shi等[14]研究了EG粒径和含量对高密度RPUF复合材料水平/垂直燃烧速率的影响。纯RPUF第1次点火后火焰的熄灭时间(t1)大于30s,不能用垂直燃烧测试进行分级;RPUF/EG0与RPUF/EG4的阻燃级别相近,测试结果如表3和表4所示。当EG含量为5%时,RPUF/EG0和RPUF/EG4的t1分别为3.1s和7.6s,第2次点火后火焰的熄灭时间(t2)分别为13.0s和16.7s,达到垂直燃烧测试V-1级。随着EG含量的增加,t1和t2都逐步减小,当EG含量超过10%后,两种复合材料的t1和t2都小于10s,达到垂直燃烧V-0级;而RPUF/EG13的阻燃性能较差,只能使用水平燃烧测试进行分级,如表5所示,其水平分级随着EG含量的增加只有小幅改善。该测试结果与极限氧指数的测试结果十分吻合。

表3 RPUF/EG0复合材料的垂直燃烧测试结果Tab.3 Results of vertical burning tests for RPUF/EG0composites

表4 RPUF/EG4复合材料的垂直燃烧测试结果Tab.4 Results of vertical burning tests for RPUF/EG4composites
Bian等[15]研究了泡沫密度和EG含量对RPUF复合材料水平/垂直燃烧速率的影响。纯RPUF的燃烧速率随着泡沫密度的增加而不断降低,当密度从0.065g/cm3上升至0.510g/cm3时,燃烧线速度从405.6mm/min下降至23.4mm/min;对于RPUF/EG,当EG含量固定为10%时,不同密度样品的垂直燃烧测试结果如表6所示,其中低密度RPUF/EG达不到垂直燃烧分级标准,但是随着泡沫密度增加,阻燃性能明显改善;当密度高于0.37g/cm3时,添加10%的EG可以带来优异的阻燃性能,t1和t2都低于10s,达到V-0级。
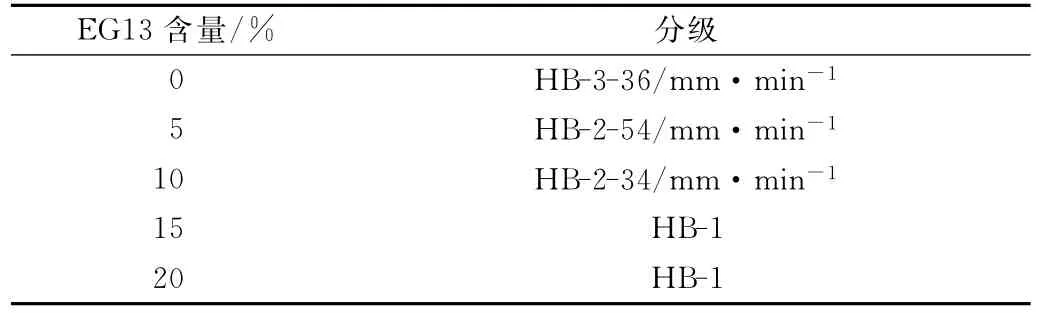
表5 RPUF/EG13复合材料的水平燃烧测试结果Tab.5 Results of horizontal burning tests for RPUF/EG13composites

表6 不同密度的RPUF/EG复合材料的垂直燃烧测试结果Tab.6 Results of vertical burning tests for RPUF/EG composites with different density
Ye等[16]研究了PMMA、EG和EG-PMMA对相应RPUF复合材料水平/垂直燃烧速率的影响,结果如表7所示。纯RPUF和RPUF/PMMA的t1都大于30s,说明这两种材料可燃性都很高,不能用垂直燃烧测试分级;RPUF/EG和RPUF/EG-PMMA都表现出较好的阻燃性能,可达到V-1级,而且RPUF/EG-PMMA的t1和t2分别为14.1s和5.1s,低于RPUF/EG,说明EG经过微囊包覆处理后阻燃效果更好。Zhang等[17]还研究了EG和甲基丙烯酸甲酯-丙烯酸共聚物微囊包覆EG对RPUF复合材料水平/垂直燃烧速率的影响。结果表明,当二者的含量均为10%时,点火30s后撤离火源,火焰都很快熄灭,两种复合材料均达到了V-1级。

表7 纯RPUF及其复合材料的水平/垂直燃烧测试结果Tab.7 Results of vertical and horizontal burning tests for pure RPUF and its composites
Meng等[18]研究了EG和APP对RPUF复合材料水平/垂直燃烧速率的影响。当APP单独添加15%以上、单独添加EG和同时添加APP和EG的复合材料均达到了HB-1级。在垂直燃烧测试中,纯RPUF和RPUF/APP的燃烧都很快,达不到分级标准;对于RPUF/EG,当EG含量为5%时,达不到分级标准,但当含量从10%增至20%时,点火后火焰的熄灭时间从6.3s缩短至1.9s,都低于10s,说明EG含量在10%以上时都达到了V-0级;EG和APP的总含量为15%时,复合材料达到V-0级,且燃烧时间小于单独添加15%EG的复合材料,说明EG与TEP之间有良好的协同阻燃作用。
3.3 锥形量热分析
Modesti等[21]采用锥形量热仪研究了EG和TEP对PIR-PUR燃烧性能的影响。由于泡沫的孔状结构、发泡剂的易燃性和高辐射热通量的作用,所有样品的引燃时间都很短,约5s左右。从图13可以看出,EG和TEP都能明显降低复合材料的热释放速率峰值及平均值,而且同时使用15%的EG和TEP时,复合材料的热释放速率还会进一步降低。
Modesti等[21]还对锥形量热中的CO/CO2生成量比值进行了分析,该比值代表了完全燃烧的程度,比值越高表明反应越不完全,烟气毒性越高,材料的火灾危害性越大。测试结果发现CO/CO2生成量比值只有在EG含量很高(25%)的情况下才会较有明显的增幅,而增加TEP的含量对该比值没有显著影响。
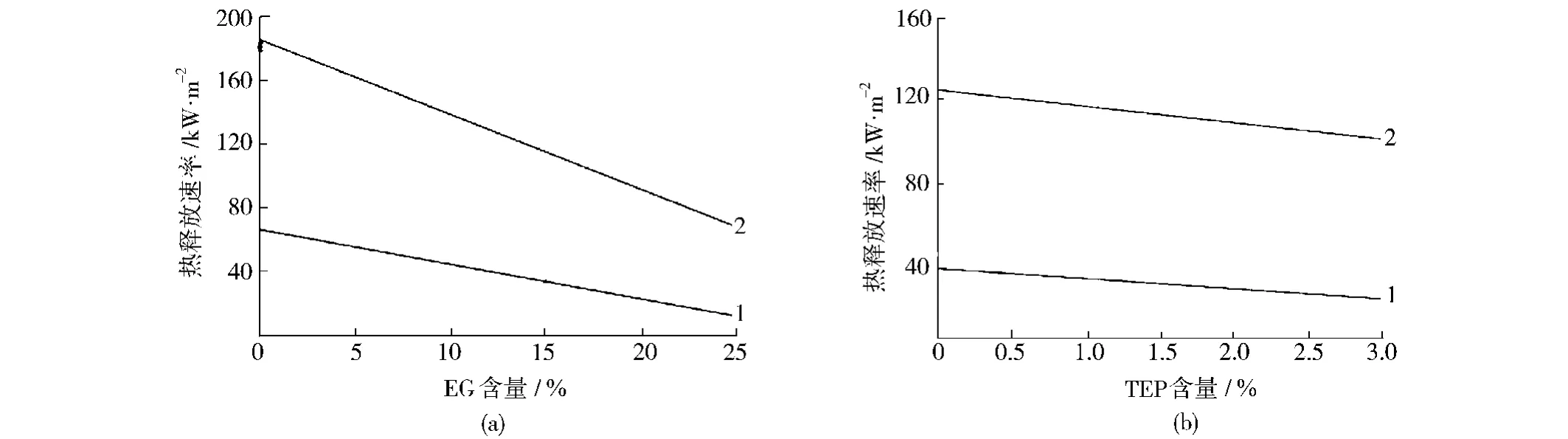
图13 EG和TEP含量对PIR-PUR复合材料热释放速率峰值和平均值的影响Fig.13 Effect of EG and TEP content on peak and average values of heat release rate of PIR-PUR composites
3.4 DIN 4102-B2测试
Modesti等[21]还使用DIN 4102-B2测试对添加EG和TEP的PIR-PUR进行了分级。当EG含量为15%时,PIR-PUR表现出良好的阻燃性能,复合材料达到B2级,这对使用戊烷作为发泡剂的RPUF是很少见的。如果在此基础上再添加3%的TEP可以进一步提高阻燃性能,而且当TEP含量为3%时,只需添加10%的EG即可达到B2级。
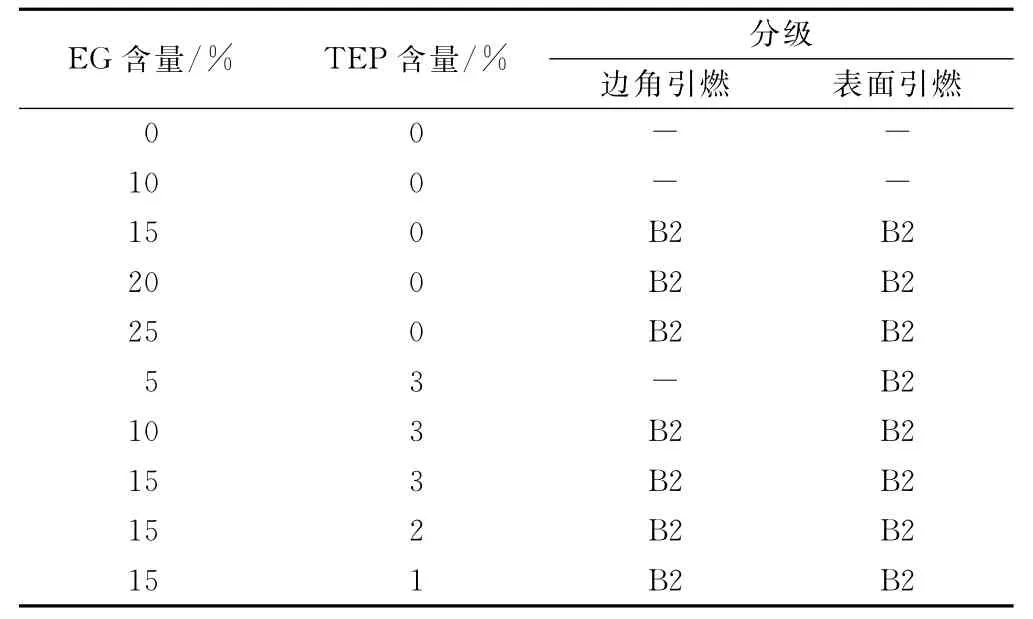
表8 PIR-PUR及其复合材料的DIN 4102-B2测试结果Tab.8 DIN 4102-B2results for pure PIR-PUR and its composites

4 RPUF/EG复合材料的阻燃机理
EG在RPUF中的阻燃机理与在其他复合材料中的阻燃机理类似,主要归因于燃烧过程中,通过EG膨胀形成了物理阻隔性膨胀炭层[12-13,23]。EG发生膨胀主要有两个原因:一方面EG制备过程中渗透到石墨层间的H2SO4经过洗涤后仍会有部分残留,在高速加热作用下,H2SO4沸腾,释放出蒸汽,致使石墨发生剥离和膨胀;另一方面,H2SO4与石墨之间发生了氧化还原反应,释放出气体,起到发泡作用,如式(1)所示。
在高温作用下,H2SO4沸腾和发泡效应使得石墨体积高倍膨胀,形成蠕虫状结构的致密炭层,覆盖了泡沫材料表面。从图14(a)可以看出,RPUF/EG复合材料燃烧后表面被炭层完全覆盖,而炭层下面的内部材料却几乎没有变化;从图14(b)可以更清楚地看到EG膨胀形成的蠕虫状致密炭层结构。该炭层能够有效阻止可燃气体向外逸出,又可阻止氧气向可燃物扩散,同时还起到物理隔热作用,使泡沫与热源之间的传热和传质受到限制,从而阻止可燃物进一步的热解[21]。

图14 RPUF/EG样品极限氧指数测试后的照片和炭层的SEM照片Fig.14 Photo for RPUF/EG sample after limited oxygen index test and SEM micrograph for the char layer
此外,Thirumal等[11]认为高温下石墨与残留H2SO4反应释放出的CO2、SO2和H2O气体,能够稀释燃烧区域周围的氧浓度,也使得极限氧指数升高,阻燃性能得到改善。
总体而言,膨胀炭层的形成是RPUF/EG阻燃性能提高的最主要原因。因此其阻燃性能与成炭量和炭层质量之间关系紧密,而成炭量、炭层质量又受到泡沫密度、EG含量、粒径、表面处理方式等多种因素的影响。
4.1 泡沫密度对RPUF/EG阻燃性能的影响
Bian等[15]研究发现随着泡沫密度增加,燃烧残留炭层结构更加致密(如图15所示),阻燃性能不断提高。分析认为,泡沫密度低,聚氨酯基体之间的紧密性差,泡孔壁薄,基体与空气接触面积大,导致燃烧速率增大。对于RPUF/EG复合材料,虽然EG含量是固定的,但是随着泡沫密度的增加,单位体积内实际添加的EG含量增大。对于高密度泡沫,在热源作用下体积膨胀,可以覆盖整个样品表面,因此阻燃性能良好;对于低密度泡沫,单位体积内EG含量低,燃烧膨胀后,不足以有效隔绝火焰,阻止传热,因此阻燃性能较差。这也说明对于某一密度RPUF阻燃性能良好的EG含量,不一定适用另一密度的样品。

图15 RPUF/EG复合材料燃烧后表面的SEM照片Fig.15 SEM micrographs for the burned surfaces of RPUF/EG composites
4.2 EG含量对RPUF/EG阻燃性能的影响
通常情况下,RPUF/EG阻燃性能随着EG含量的增加而上升,但当EG粒径过小时,阻燃性能随着EG含量的增加几乎没有改善。Thirumal等[11]分析发现不同EG含量的RPUF经过马弗炉燃烧和空气气氛TG测试后的成炭量都随着EG含量的增加而上升,如表9所示,因此具有更好的阻燃效果。

表9 RPUF/EG复合材料在马弗炉燃烧和TG测试后的成炭量Tab.9 Char yield of RPUF/EG composites after Muffle furnace and TG analysis
4.3 EG粒径对RPUF/EG阻燃性能的影响
Thirumal等[11]和Shi等[14]的研究结果均显示RPUF/EG阻燃性能随着EG粒径增大而改善。分析认为当EG颗粒尺寸很小时(EG13),难以留住内部的H2SO4,膨胀倍数低,燃烧过程中不能形成覆盖样品表面的炭层,进而不能有效终止燃烧过程中的传热和传质过程,阻燃效果不佳;当EG粒径增大时,一方面导致成炭量上升(如表9所示);另一方面可使膨胀倍数增加,使燃烧形成的炭层更加致密,因此能够更有效地阻隔泡沫与火焰之间的传热与传质。
4.4 EG微囊包覆处理对RPUF/EG阻燃性能的影响
为了同时改善RPUF基体的力学性能和阻燃性能,Ye等[16]和Zhang等[17]分别使用PMMA和甲基丙烯酸甲酯-丙烯酸共聚物对EG进行了微囊包覆,并在此基础上制备了RPUF/EG复合材料。结果表明,EG经过微囊包覆后能够更有效提高复合材料的阻燃性能。分析认为,一方面包覆的聚合物层能够更有效地阻止气体的扩散;另一方面包覆后的膨胀倍数相比包覆前有显著上升,因此阻燃性能更好。
4.5 其他阻燃剂对RPUF/EG阻燃性能的影响
Meng等[18]发现EG和APP在RPUF复合材料中具有协同阻燃效应,其主要原因为:第一,与单独只含EG或APP的样品相比,同时添加EG和APP时,颗粒添加物在泡沫基体中的分散更加均匀;第二,EG薄片在APP膨胀阻燃体系中有起泡剂的作用;第三,单独添加EG的复合材料经极限氧指数测试后残留炭层呈疏松网状,而同时添加EG和APP的复合材料残留炭层表面致密,该炭层主要由蠕虫状的EG和胶黏在其上的高黏度热解产物构成,这可能是极限氧指数升高的最主要原因。
Modesti等[21]发现EG与TEP在RPUF复合材料中也有良好的阻燃协同效应。分析认为其产生原因是两种阻燃剂之间的互补机理:第一,TEP是含磷阻燃剂,有固相阻燃作用,同时也有气相阻燃作用[24-25];第二,EG主要起固相阻燃作用,其与TEP共同作用,通过形成致密炭层阻止材料进一步分解。
5 结语
加入EG对RPUF的热稳定性总体没有太大影响,只有当EG含量较高或EG粒径很小时,热稳定性才有小幅提高。然而,加入EG可以明显提高RPUF的阻燃性能,泡沫密度越高,EG含量越多,EG粒径越大,阻燃性能越好;采用PMMA和甲基丙烯酸甲酯-丙烯酸共聚物对EG进行微囊包覆处理,可以进一步提高RPUF的阻燃性能;EG的阻燃效果优于APP、TEP、DBDPE等常规阻燃剂,而且与APP和TEP之间都存在协同阻燃效应。EG作为RPUF的阻燃剂,具有价格低廉、添加量低、阻燃效果好、无毒环保、综合性能优异等特点,在RPUF复合材料中具有良好的应用前景。
[1] Li Z Z,Qu B J.Flammability Characterization and Synergistic Effects of Expandable Graphite with Magnesium Hydroxide in Halogen-free Flame-retardant EVA Blends[J].Polymer Degradation and Stability,2003,81(3):401-408.
[2] Chiang C L,Hsu S W.Novel Epoxy/Expandable Graphite Halogen-free Flame Retardant Composites—Preparation,Characterization,and Properties[J].Journal of Polymer Research,2010,17(3):315-323.
[3] Cai Y B,Wei Q F,Huang F L,et al.Preparation and Properties Studies of Halogen-free Flame Retardant Formstable Phase Change Materials Based on Paraffin/High Density Polyethylene Composites[J].Applied Energy,2008,85(8):765-775.
[4] Xie R C,Qu B J.Thermo-oxidative Degradation Behaviors of Expandable Graphite-based Intumescent Halogen-free Flame Retardant LLDPE Blends[J].Polymer Degradation and Stability,2001,71(3):395-402.
[5] Tsai K C,Kuan H C,Chou H W,et al.Preparation of Expandable Graphite Using a Hydrothermal Method and Flame-retardant Properties of Its Halogen-free Flame-retardant HDPE Composites[J].Journal of Polymer Research,2011,18(4):483-488.
[6] Xie R C,Qu B J.Synergistic Effects of Expandable Graphite with Some Halogen-free Flame Retardants in Polyolefin Blends[J].Polymer Degradation and Stability,2001,71(3):375-380.
[7] Schartel B,Braun U,Schwarz U,et al.Fire Retardancy of Polypropylene/Flax Blends[J].Polymer,2003,44(20):6241-6250.
[8] Bhagat V J.Behaviour of Expandable Graphite as a Flame Retardant in Flexible Polyurethane Foam[EB/OL].Polyurethane Foam Association,2001,http://www.metachem.in/Presenation.pdf.
[9] Duquesne S,Bras M L,Bourbigot S,et al.Thermal Degradation of Polyurethane and Polyurethane/Expandable Graphite Coatings[J].Polymer Degradation and Stability,2001,74(3):493-499.
[10] Duquesne S,Bras M L,Bourbigot S,et al.Expandable Graphite:A Fire Retardant Additive for Polyurethane Coatings[J].Fire and Materials,2003,27(3):103-117.
[11] Thirumal M,Khastgir D,Singha N K,et al.Effect of Expandable Graphite on the Properties of Intumescent Flame-retardant Polyurethane Foam[J].Journal of Applied Polymer Science,2008,110:2586-2594.
[12] Chattopadhyay D K,Webster D C.Thermal Stability and Flame Retardancy of Polyurethanes[J].Progress in Polymer Science,2009,34(10):1068-1133.
[13] Camino G,Duquesne S,Delobel R,et al.Mechanism of Expandable Graphite Fire Retardant Action in Polyurethanes[C].Fires and Polymers:Materials and Solutions for Hazard Prevention[A].Washington D C:ACS Pub,2001:90-109.
[14] Shi L,Li Z M,Xie B H,et al.Flame Retardancy of Different-sized Expandable Graphite Particles for High-density Rigid Polyurethane Foams[J].Polymer International,2006,55:862-871.
[15] Bian X C,Tang J H,Li Z M,et al.Dependence of Flame-retardant Properties on Density of Expandable Graphite Filled Rigid Polyurethane Foam[J].Journal of Applied Polymer Science,2007,104:3347-3355.
[16] Ye L,Meng X Y,Ji X,et al.Synthesis and Characterization of Expandable Graphite/Poly(methyl methacrylate)Composite Particles and Their Application to Flame Retardation of Rigid Polyurethane Foams[J].Polymer Degradation and Stability,2009,94:971-979.
[17] Zhang X G,Ge L L,Zhang W Q,et al.Expandable Graphite/Methyl Methacrylate-acrylic Acid Copolymer Composite Particles as a Flame Retardant of Rigid Polyurethane Foam[J].Journal of Applied Polymer Science,2011,122:932-941.
[18] Meng X Y,Ye L,Zhang X G,et al.Effects of Expandable Graphite and Ammonium Polyphosphate on the Flame-retardant and Mechanical Properties of Rigid Polyurethane Foams[J].Journal of Applied Polymer Science,2009,114:853-863.
[19] Duquesne S,Delobel R,Bras M L,et al.A Comparative Study of the Mechanism of Action of Ammonium Polyphosphate and Expandable Graphite in Polyurethane[J].Polymer Degradation and Stability,2002,77(2):333-344.
[20] Modesti M,Lorenzetti A.Flame Retardancy of Polyisocyanurate Polyurethane Foams:Use of Different Charring Agents[J].Polymer Degradation and Stability,2002,78(2):341-347.
[21] Modesti M,Lorenzettia A,Simioni F,et al.Expandable Graphite as an Intumescent Flame Retardant in Polyisocyanurate-polyurethane Foams[J].Polymer Degradation and Stability,2002,77:195-202.
[22] Ye L,Meng X Y,Liu X M,et al.Flame-retardant and Mechanical Properties of High-density Rigid Polyurethane Foams Filled with Decabrominated Dipheny Ethane and Expandable Graphite[J].Journal of Applied Polymer Science,2009,111:2372-2380.
[23] Modesti M,Lorenzetti A.Halogen-free Flame Retardants for Polymeric Foams[J].Polymer Degradation and Stability,2002,78(1):167-173.
[24] Weil E D,Levchik S V,Ravey M,et al.A Survey of Recent Progress in Phosphorus-based Flame Retardants and Some Mode of Action Studies[J].Phosphorus,Sulfur,and Silicon and the Related Elements,1999,144(1):17-20.
[25] Green J.A Review of Phosphorus-containing Flame Retardants[J].Journal of Fire Sciences,1996,14(5):353-366.
Research Progress in Flame Retardancy of Rigid Polyurethane Foam/Expandable Graphite Composites
ZHOU Liang
(Chinese People′s Armed Police Academy,Langfang 065000,China)
Recent research progress in flame retardancy of rigid polyurethane foam/expandable graphite composites was reviewed.A detailed introduction was given on its preparation method,thermal degradation behavior as well as flammability properties including limited oxygen index,horizontal and vertical burning rates,heat release rate,weight ratio of CO/CO2production,and carbonization performance.The influences of foam density,addition amount,particle sizes,encapsulation treatment of expandable graphite as well as the combination with other flame retardants on thermal stability and flammability of the foam composites were analyzed.Besides,the relative mechanism was discussed in depth.
expandable graphite;rigid polyurethane foam;composite;thermal stability;flame retardancy
TQ328.3
A
1001-9278(2012)05-0007-10
2012-01-10
联系人,zhouliang959@hotmail.com
(本文编辑:李 莹)
猜你喜欢
涂料工业(2022年9期)2022-10-26
涂料工业(2022年9期)2022-10-26
中国塑料(2022年10期)2022-10-26
涂料工业(2022年2期)2022-04-01
建材发展导向(2021年1期)2021-02-24
大众科学·上旬(2020年7期)2020-06-29
中国新技术新产品(2020年4期)2020-05-05
建材发展导向(2020年4期)2020-03-25
陶瓷学报(2019年5期)2019-01-12
山东工业技术(2017年20期)2017-10-17
