
塑料门窗用胶条后共挤模具的设计
2012-12-04 08:48杨宁
中国塑料 2012年5期
杨 宁
(连云港杰瑞模具技术有限公司,江苏 连云港222006)
塑料门窗用胶条后共挤模具的设计
杨 宁
(连云港杰瑞模具技术有限公司,江苏 连云港222006)
介绍了塑料门窗用胶条后共挤模具的设计过程,并提出了渐变增压式流道、增设预热块、螺钉点定位等设计思路。采用渐变增压式流道有效保证了挤出压力;增设预热块延长了与塑料异型材复合位置的加热时间,进而提高了胶条与塑料异型材的黏结强度;采用螺钉对塑料异型材进行点定位,使得挤出阻力减小,有效提高了挤出速度。生产实践证明,此后共挤模具定位准确、操作简单,有效解决了塑料异型材定位不准、胶条黏结不牢等问题。
后共挤技术;挤出模具;密封胶条;塑料门窗
0 前言
胶条后共挤技术是一种软硬共挤技术,采用在线生产的方式,在门窗用塑料异型材生产成型末端即定型水箱后,将柔软、特殊截面形状的密封胶条通过共挤模具与硬质异型材复合成一体的技术。胶条后共挤技术只对被复合的塑料异型材局部表面进行加热,将熔融的软质物料在挤出压力下保持一定的形状和尺寸与塑料异型材黏结,工艺简单,可操作性强;由于是熔融的软质物料与冷却的硬质塑料异型材复合,复合时不需要进入定型模,使得定型过程容易控制,后共挤制品的形状尺寸精确,同时也使模具的设计制造简单,生产时废品率低;胶条黏结强度可控,降低了产品的回收难度;对已有的硬质塑料异型材模具只安装后共挤部分,就可实现硬质、软硬两种方式型材的生产,应用灵活,可投入较小的成本生产后共挤产品。另外,胶条后共挤制品减少了塑料门窗加工过程中“穿胶条”的工作量;因胶条和塑料异型材是同时生产,较好地解决了门窗使用过程中软硬两种材质收缩不一致导致密封不好的问题,有效提高了门窗的密封性能[1-5]。
近几年,胶条后共挤技术在门窗用塑料异型材上的应用越来越广泛,各大门窗异型材生产企业基本上都开发了胶条后共挤产品。但胶条后共挤技术在实际应用时还普遍存在2个问题:一是胶条和塑料异型材黏结不牢,尤其是后共挤产品存放或使用一段时间后胶条容易脱落;另一个是在复合挤出生产时,胶条复合位置尺寸小,塑料异型材不易定位[1-6]。
1 后共挤模具的结构及成型机理
胶条后共挤模具一般由预热块、前挤出块、后挤出块、上挤出块、定位/调节螺钉等组成。预热块、前挤出块沿挤出方向上设置有加热槽,热空气通过若干小孔与之连接并对塑料异型材与胶条复合处进行加热。后挤出块设有渐变增压式挤出流道。定位/调节螺钉安装在上挤出块上,对塑料异型材进行定位。为了对共挤物料加热和保温,前共挤块和后共挤块一般会安装有加热板,而上挤出块主要是起限位作用故不需要加热板。
图1是双腔推拉扇胶条后共挤模具简图,这是一种结构较为复杂的后共挤模具。后共挤模具的组装顺序是:首先将预热块、前挤出块用螺钉联结,再将后挤出块、上挤出块先后用螺钉固定在前挤出块上,最后将定位/调节螺钉拧入上挤出块上方及侧方的定位螺钉孔内。复合挤出生产时,打开上挤出块,将塑料异型材穿过后共挤模具。待塑料异型材生产稳定后,将上挤出块固定住,调整定位/调节螺钉,使塑料异型材预复合位置对准预热块、前挤出块上的加热槽。热空气通过入口进入预热块内,沿通道通过若干个小孔到达加热槽内,对塑料异型材预复合位置预热。同时熔融的胶条物料通过共挤料入口进入后挤出块上的渐变增压式流道,在后挤出块末端与已局部微熔的塑料挤出块复合。通过自然冷却或水箱冷却,带胶条的塑料异型材制品最终成型。
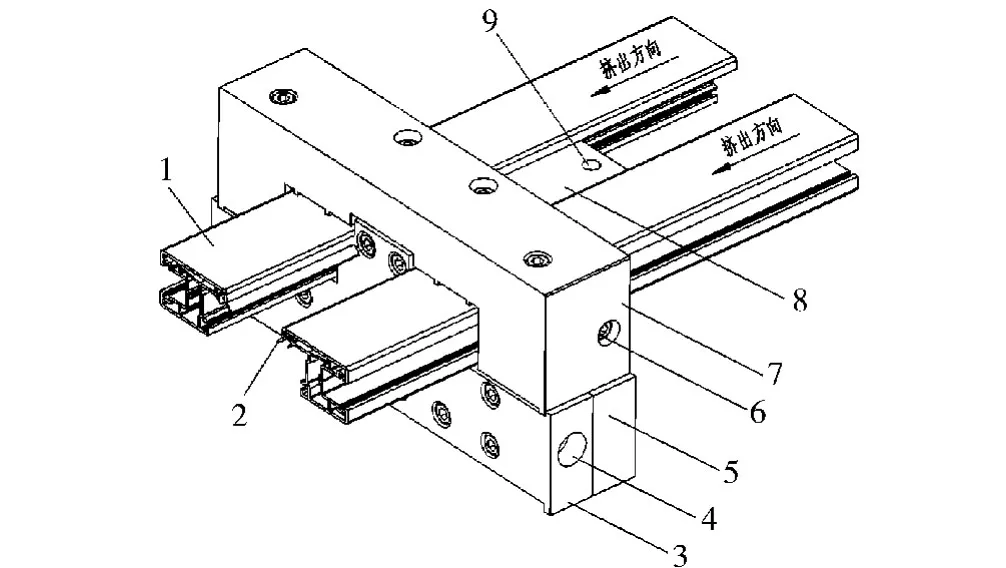
图1 后共挤模具的典型结构Fig.1 Typical structure for the post co-extrusion die
2 后共挤胶条的设计
门窗胶条主要有玻璃密封用K型胶条和框扇密封用O型胶条。最早出现的胶条后共挤技术主要考虑为代替玻璃密封用的K型胶条,而且从模具加工难易以及节约材料成本考虑,后共挤胶条最为普遍的设计是简化的K型胶条,如图2(a)所示,但这种结构的缺点是胶条和塑料异型材每一处复合尺寸仅有2mm左右,生产时黏结强度不易保证。图2(b)是在普通K型胶条基础上,将胶条根部设计成燕尾状,胶条深入到塑料异型材内,两者存在物理连接,黏结强度大大提高。这种胶条成本和普通K型胶条不相上下,黏结强度高,但不易剥离回收,同时胶条根部的燕尾结构一般仅有1mm×1mm,生产加工时不易成型。图2(c)将K型胶条的两部分联合在一起,增加了胶条和塑料异型材的黏结长度,成型好且黏结强度高,已经逐渐成为主流产品。
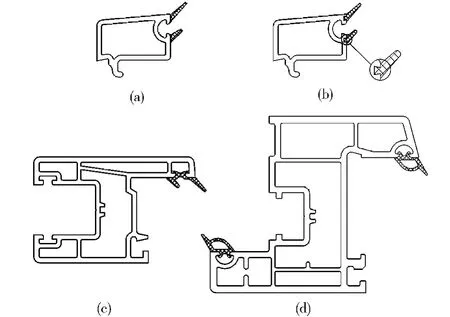
图2 后共挤胶条的形状Fig.2 The post co-extruded sealing strip
前边介绍的3种胶条都是用于安装玻璃的密封胶条,但随着胶条后共挤技术被普遍接受,框扇密封用O型胶条的后共挤越来越受到关注。图2(d)就是最新的一种胶条后共挤形式,其结合了K型和O型胶条的特点,既可用于玻璃密封又可用于框扇密封。
3 后共挤模具的结构设计
3.1 后共挤流道的设计
胶条后共挤模具设计的重点是共挤流道。胶条后共挤成型过程是熔融的胶条物料与冷却的塑料异型材复合,二者熔合距离短,需要有合适的熔体压力和共挤温度进行黏结复合。如果共挤温度设定较低,熔体压力偏低,挤出的共挤物料与塑料异型材接触面之间形成的焊接熔池较浅,甚至不能形成熔池,两种材料接触处的高分子链段运动缠绕较少,因此分子间相互作用力较小,从宏观上来讲就表现为黏结强度较差。当然过高的共挤温度和熔体压力也是无益的。如果共挤温度设定较高,熔体压力偏高,挤出的胶条虽然与塑料异型材接触面之间能形成较深的熔池,但由于熔体温度过高,导致部分共挤物料分解,熔体内产生气泡,微观上表现为高分子链断裂,造成强度降低,所以后共挤制品很容易撕裂,同时老化性能变差[6]。
合理的流道设计如图3所示,渐变增压式流道设计在后挤出块上。共挤流道深度逐渐变浅,这样就不会因流道距离的加长而使熔体压力有所减小,可以保证熔融的胶条物料到达复合位置时还有足够的压力。渐变增压式流道从设置在后挤出块右侧的圆柱形物料入口开始,包括若干段为保持熔体压力设计成斜度的半圆形流道,最后是贯穿后挤出块的异形切割过渡至胶条形状的流道。

图3 后挤出块上的共挤流道Fig.3 Runner in the post extrusion block
3.2 后共挤加热方式的设计
胶条后共挤模具设计的关键是对塑料异型材与胶条复合部分进行加热。加热的目的是将塑料异型材预复合表面瞬间微熔,熔融的胶条物料在一定压力下,保持一定的形状和尺寸与异型材表面黏结复合。一般采用专用的加热吹风枪,通过专门设计的热气通道对基材的黏结部位进行定向加热,微熔层的厚度可根据吹风枪的风量、温度和型材的牵引速度等因素调节,从而达到调节胶条和塑料异型材之间黏结强度的目的。由于共挤块本身厚度有限及塑料异型材挤出速度日益增高,有效提高加热效率才能保证黏结强度。根据实际应用情况,笔者在前挤出块的前端增设了预热块,相当于将加热的距离加长;同时把普通单独的加热孔连接起来做成加热槽,提高了加热强度。
从图4可以看出,预热块和前挤出块在塑料异型材预复合位置加工有条状凹槽。凹槽内加工有若干个加热孔,这些孔联接至大的加热管道。当后共挤生产时,热空气通过大的加热管道到小的加热孔直至条状凹槽,对塑料异型材胶条预复合位置进行加热。根据共挤胶条的大小、塑料异型材挤出速度,合理调节热空气的风量大小,便可控制胶条的黏结强度。

图4 热空气在预热块及前共挤出块中的流动路线Fig.4 Flowing path for heat air in the preheating block and front extrusion block
另外,后共挤模具对塑料异型材预复合位置的加热方式也有采用加热棒方式的,即在共挤块和塑料异型材预复合位置下面打圆柱孔,孔内放置加热棒。这种方式是采用电加热而非热空气加热。两种加热方式都已实际应用,各有利弊:热空气加热方式风量控制容易,温度调节快,但热风枪容易坏;加热棒加热方式操作简单,但温度调节过慢。
3.3 异型材在后共挤模具内的定位方式
胶条在塑料异型材中的尺寸仅约2~8mm,所以后共挤模具和塑料异型材之间的定位就显得至关重要。如果两者定位不精确,胶条不能复合在微熔的塑料异型材表面,不易黏结,牢固度就会受到影响。但同时也不能对塑料异型材过定位,否则会产生过大阻力,严重时影响塑料异型材的正常挤出生产。前挤出块、后挤出块、上挤出块多处设有台阶,用点接触替代面接触,一个原因就是为了减小与塑料异型材的牵引摩擦阻力,另一个原因是隔离热传导,减少热量的损失,提高加热效率[2]。
塑料异型材定位的方式多种多样,使用较多的3种方式如图5所示。图5(a)是采用限位块进行定位,限位块中间设置有凹槽,松开螺钉时,限位块可以滑动;当塑料异型材定好位后,将螺钉拧紧即可。图5(b)是对塑料异型材高速挤出、可视面要求高时采用的定位方式。调节位置同限位块一样,其特点是与塑料异型材接触的部位是可以滚动的圆柱辊,在定位的同时减小了对塑料异型材的阻力,保护了塑料异型材的表面质量。图5(c)是目前采用最多的定位方式,在塑料异型材水平和垂直方向上各用1个螺钉进行定位和调节。这种定位方式对于模具加工和生产操作都非常简单实用。需要注意的是,定位/调节螺钉端部需做抛光处理,否则会对塑料异型材表面产生划痕。
3.4 后共挤冷却方式的设计
胶条经后共挤模具复合在塑料异型材后,可以采用自然冷却和水箱喷淋冷却两种方式。根据胶条截面的大小、成型难易以及塑料异型材挤出速度等因素选择冷却方式。国内生产企业一般采用自然冷却。
4 结论
(1)采用渐变增压式流道,有效保证了挤出压力,使熔融的胶条物料和塑料异型材有良好的黏结,提高了胶条的黏结强度;
(2)增设预热块,其上设有密集并且定位准确的加热槽对塑料异型材进行加热,延长了塑料异型材复合位置的加热时间,提高了胶条的黏结强度;
(3)采用螺钉对塑料异型材进行点定位,同时挤出块型腔加工成台阶,使得挤出阻力减小,生产时定位简单准确,有效提高了挤出速度;
(4)经多种塑料异型材和多个生产企业的实践验证,按照本文思路设计制作的后共挤模具生产胶条后共挤制品时定位快捷方便,操作简单,胶条成型饱满,黏结牢靠,制品长时间存放和使用胶条都不会脱落。
[1] 刘 斌,马 骏.塑料异型材软硬共挤技术的研究现状与趋势[J].塑料工业,2007,35(11):1-4.Liu Bin,Ma Jun.Present Research Situation and Development Trend of Soft-hard Co-extrusion with Special Plastic Profile[J].China Plastics Industry,2007,35(11):1-4.
[2] 汪云生,孙红玉.PVC-U塑料异型材后共挤模具设计[J].化学建材,2008,24(4):16-17.Wang Yunsheng,Sun Hongyu.Design of Post Co-extrusion Die for the PVC-U Profile[J].Chemical Materials for Construction,2008,24(4):16-17.
[3] 段方高.塑料异型材后共挤模具的设计[J].模具制造,2004,(12):46-47.Duan Fanggao.Design of Post Co-extruding Die for the Plastic Profile[J].Die & Mould Manufacture,2004,(12):46-47.
[4] 胡火根,刘 芮,郑天勤.塑料异型材后共挤成型技术[J].新型建筑材料,2000,(8):1-3.Hu Huogen,Liu Rui,Zheng Tianqin.Post Co-extrusion Technology for Plastic Shaped Materials[J].New Building Materials,2000,(8):1-3.
[5] 杨培红.后共挤(PCE)成型工艺的研究[J].聚氯乙烯,2001,(5):22-25.Yang Peihong.Study on the Post Co-extrusion Mold Process[J].Polyvinyl Chloride,2001,(5):22-25.
[6] 曾总结,常 波.PVC-U提高塑料异型材后共挤胶条黏结强度的研究[J].化学建材,2006,22(1):16-18.Zeng Zongjie,Chang Bo.Study of Enhancement of Bonding Strength of Post Co-extruded Colloidal Strips for Plastic Profile[J].Chemical Materials for Construction,2006,22(1):16-18.
Design of Post Co-extrusion Die for Sealing Strip in Plastic Door and Window
YANG Ning
(Lianyungang Jari Tooling Technology Co,Ltd,Lianyungang 222006,China)
The design of post co-extrusion die for sealing strip in the plastic door and window was introduced.Using gradient pressurized runner,installing preheating block to extend the heating distance,and dot location by screws were discussed.Using gradient pressurized runner effectively ensured the extrusion pressure.Installing preheating block prolonged the heating time for the bonding position,which could improve the bonding strength.Dot location by screws decreased the extrusion resistance,and effectively improved the extrusion speed.Production practices proved that the co-extrusion die was simple for operation,exact for location,solved the problems of the plastic profile location,and improved the bond strength of sealing strip.
post co-extrusion;extrusion die;sealing strip;plastic door and window
TQ320.66+3
B
1001-9278(2012)05-0112-04
2011-12-31
联系人,yangning716@163.com
(本文编辑:李 莹)
猜你喜欢
超硬材料工程(2022年5期)2023-01-16
兵器装备工程学报(2021年12期)2022-01-11
模具制造(2021年10期)2021-11-20
中国建筑金属结构(2021年8期)2021-09-05
商品与质量(2021年7期)2021-04-02
中国中西医结合外科杂志(2020年6期)2020-12-31
特种结构(2020年1期)2020-03-23
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
模具制造(2019年4期)2019-06-24
