
无卤膨胀复合阻燃低密度聚乙烯/乙烯-醋酸乙烯酯共混物的研究
2012-11-29 03:26:12韦宝权洪晓东
中国塑料 2012年4期
韦宝权,洪晓东*,梁 兵
(1.辽宁工程技术大学材料科学与工程学院,辽宁阜新123000;2.沈阳化工大学材料科学与工程学院,辽宁沈阳110142)
无卤膨胀复合阻燃低密度聚乙烯/乙烯-醋酸乙烯酯共混物的研究
韦宝权1,洪晓东1*,梁 兵2
(1.辽宁工程技术大学材料科学与工程学院,辽宁阜新123000;2.沈阳化工大学材料科学与工程学院,辽宁沈阳110142)
分别采用三聚氰胺氰尿酸盐(MCA)、微胶囊红磷(MCP)以及氢氧化镁[Mg(OH)2]等与膨胀型阻燃剂PNP进行复配,研究了不同阻燃剂及其配比对低密度聚乙烯/乙烯-醋酸乙烯酯(PE-LD/EVA)共混物的阻燃和力学性能的影响。结果表明,在PE-LD/EVA为70/30的基体树脂中,当复合阻燃剂的含量为35%时,PNP/MCA的最佳配比为3/2,阻燃材料的极限氧指数为30.8%;PNP/MCA/MCP的最佳比例为24/16/4,阻燃材料极限氧指数为32.3%;PNP/MCA/MCP/Mg(OH)2的最佳比例为24/16/4/22,阻燃材料的极限氧指数为30.9%,垂直燃烧达到UL 94V-0级,拉伸强度为11.1MPa,断裂伸长率为80.6%。
低密度聚乙烯;乙烯-醋酸乙烯酯;膨胀型阻燃剂;无卤阻燃;协同效应
0 前言
目前,阻燃材料正在向着低烟、低毒或无毒、无卤化、复合及协效等方向发展[1-2]。传统的卤系阻燃剂在燃烧时发烟量大并产生有毒气体,无机阻燃剂燃烧时虽然发烟量很低且不产生有毒气体,但添加量较大,会影响制品的力学性能。膨胀型阻燃剂是一种新型阻燃剂,主要包括酸源、气源和碳源3个组分,膨胀型阻燃材料燃烧过程中,因在材料表面生成一层蓬松、多孔的炭层而具有隔热、隔氧、抑烟且无熔滴生成的特点,由此被认为是实现阻燃剂无卤化的很有希望的途径之一[3]。目前,在研究膨胀阻燃体系的过程中发现了一系列新型协效剂[4-5],如纤维素、聚酰胺以及金属氧化物、沸石、铝硅酸等,虽然其协效阻燃机理各不相同,但都能显著提高材料的阻燃性能。国内外的一些学者做了大量提高膨胀型阻燃剂阻燃效率的研究,发现一些硅铝酸盐、固体酸、金属氧化物等对膨胀阻燃体系都有一定的协效作用,在很大程度上提高了膨胀型阻燃剂的阻燃效率。闫爱华等[6]研究了可膨胀石墨与膨胀型阻燃剂协同阻燃线形低密度聚乙烯(PE-LLD)体系,结果表明,可膨胀石墨与膨胀型阻燃剂复配时体系的极限氧指数明显提高,其热稳定性增强,热降解速率降低,残炭率提高,可膨胀石墨与膨胀型阻燃剂具有很好的协同阻燃作用。蔡挺松等[7]的研究表明,在聚磷酸铵(APP)与季戊四醇(PER)复配阻燃聚丙烯(PP)体系中添加5%的纳米氢氧化铝时,阻燃体系的极限氧指数可增加6%。吕艳红等[8]采用APP与PER复合膨胀型阻燃剂阻燃PP,研究了不同含硅物质如硅胶、硅酮以及硅晶纤维对膨胀阻燃PP性能的影响,结果表明,3种物质与膨胀型阻燃剂都存在一定的协同效应,其中硅胶与膨胀型阻燃剂的协同效应最好。
本文主要针对高效膨胀型阻燃剂PNP成本高且热稳定性较差等问题,选择了MCA、MCP以及Mg(OH)2等阻燃剂进行复配,制备出复合膨胀阻燃体系,并用于阻燃PE-LD/EVA共混物,在提高材料的阻燃及力学性能的同时大大降低了成本。
1 实验部分
1.1 主要原料
PE-LD,18D,中国石油大庆石化公司;
EVA,18-3,北京有机化工三厂;
PNP,JLS-PNP1,杭州捷尔思阻燃化工厂;
MCA,工业级,18μm,青岛海大化工有限公司;
MCP,平均粒径8μm,河北藁城市科利化工厂;
Mg(OH)2,环保型,10μm,辽宁海城市精华微粉厂。
1.2 主要设备及仪器
双螺杆挤出机,TSE-35A,南京瑞亚高聚物装备有限公司;
注塑机,NG-120A,无锡格兰机械有限公司;
氧指数测定仪,HC-2C,南京江宁分析仪器公司;
水平垂直燃烧测定仪,CZF-3,南京上元分析仪器有限公司;
电子万能试验机,RGM-3010,深圳瑞格尔测试仪器有限公司。
1.3 样品制备
将称量好的阻燃剂粉体颗粒放入高速混合机中,采用硅烷偶联剂(1%)进行表面改性,然后用鼓风干燥箱干燥备用;将PE-LD、EVA树脂和表面改性的无机阻燃剂按配比放入高速混合机中,PE-LD/EVA均为70/30,PNP单独阻燃时添加量为30%,复配阻燃时阻燃剂总添加量为35%,其中PNP/MCA分别为1/2、1/1、3/2、2/1、5/2、3/1;PNP/MCA/MCP分别为24/16/2、24/16/4、24/16/6、24/16/8;PNP/MCA/MCP与Mg(OH)2的配比分别为5/1、2/1、1/1、1/2、1/5,混合均匀后放入双螺杆挤出机中挤出造粒,双螺杆挤出机一~六区的温度分别为:170、175、185、195、190、175℃,机头温度为175℃,干燥后用注塑机制得试样,用来进行力学性能测试和阻燃性能测试。
1.4 性能测试与结构表征
按照GB/T 1040—1992测试样品的拉伸强度,拉伸速率为5mm/min;
按照GB/T 2406—1993测试样品的极限氧指数,样条尺寸为125.0mm×6.5mm×3.0mm;
按照GB/T 2408—1996测试样品的垂直燃烧等级,样品尺寸为125.0mm×13.0mm×3.0mm。
2 结果与讨论
由于PE-LD的阻燃性能很差并且是非极性材料,其与极性较强的无机类阻燃剂的溶度参数相差很大,一般需要对树脂加以改性,本文选取EVA与PE-LD共混来提高PE-LD的极性和阻燃性能。前期实验表明,PE-LD/EVA为70/30时,材料的极限氧指数为19.1%,拉伸强度为10.9MPa,断裂伸长率为182.4%。因此,在以后的研究中,基体树脂均采用PE-LD/EVA为70/30的共混物。
2.1 PNP含量对材料性能的影响
如表1所示,随着PNP含量的增大,阻燃PE-LD/EVA材料的拉伸强度逐渐上升,断裂伸长率逐渐下降,极限氧指数呈逐渐上升的趋势。通过比较可以看出,当PNP含量为30%时,阻燃材料的极限氧指数达到30.7%,垂直燃烧能够达到UL 94V-0级,拉伸强度为11.7MPa、断裂伸长率为120.8%,在满足阻燃要求的基础上,30%的含量即可达到很好的阻燃效果并且对材料力学性能影响很小,证实该阻燃剂具有很高的阻燃效率,考虑到该阻燃剂价格昂贵,本文对该阻燃剂进行复配,力求降低成本的同时满足阻燃性能。

表1 PNP含量对PE-LD/EVA共混物性能的影响Tab.1 Influence of PNP contents on the properties of PE-LD/EVA blends
2.2 PNP/MCA阻燃体系的协同效应
选用含氮的MCA阻燃剂与PNP进行复配,目的是发挥MCA的协同作用并且能够降低阻燃剂成本,固定PNP和MCA阻燃剂的总含量为35%,改变PNP/MCA的比例,测得阻燃材料的性能如表2所示。从表2可以看出,随着PNP/MCA混合物中PNP含量的增大,材料的拉伸强度逐渐下降而断裂伸长率逐渐上升,表明复合阻燃剂中PNP含量的增大会导致材料的拉伸强度有一定的下降;而对于阻燃性能,MCA所占的比例越大则阻燃效果越差,当PNP/MCA的比例达到3/2时,材料的极限氧指数为30.8%、垂直燃烧达到UL 94V-0级,拉伸强度为11.8MPa、断裂伸长率为81.4%。由于MCA的加入可以大大降低阻燃剂的成本并且兼顾阻燃性能,所以PNP/MCA的最佳比例为3/2。
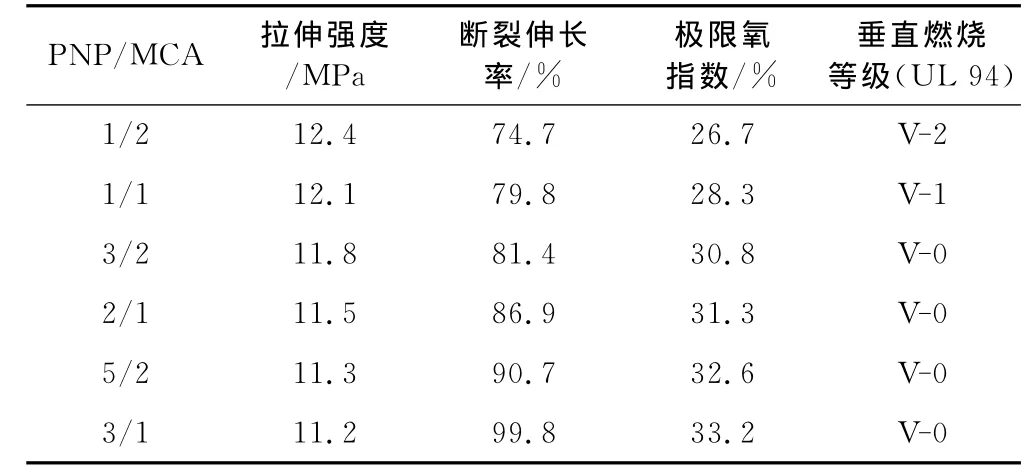
表2 PNP/MCA的配比对PE-LD/EVA共混物性能的影响Tab.2 Influence of weight ratios of PNP/MCA on the properties of PE-LD/EVA blends
2.3 PNP/MCA/MCP阻燃体系的协同效应
采用PNP/MCA的最佳比例3/2,力求提高阻燃效率的同时降低成本,本文在固定PNP、MCA配比的基础上加入MCP,在控制阻燃剂总含量为35%的前提下改变MCP的含量,测得材料的性能如表3所示。从表3可以看出,MCP的加入明显改善了材料的阻燃性能,随着MCP含量的增大,材料的极限氧指数迅速上升,当PNP/MCA/MCP比例为24/16/4,即MCP占复合阻燃剂的9%时,材料的阻燃性能达到UL 94V-0级,可见MCP对PNP/MCA膨胀阻燃体系的协同作用非常明显,可以显著提高阻燃效率。综合考虑力学性能和阻燃性能,得出最佳复合体系为PNP/MCA/MCP=24/16/4,此时材料的极限氧指数为32.3%、垂直燃烧达到UL 94V-0级,拉伸强度为12.0MPa、断裂伸长率为81.9%。由于MCP的加入会影响到材料的颜色,因此在设计红色或深色产品时可以考虑采用本组最佳配方,可以在保证材料力学性能下降不大的情况下显著提高产品的阻燃性能。

表3 PNP/MCA/MCP的配比对PE-LD/EVA共混物性能的影响Tab.3 Influence of weight ratios of PNP/MCA/MCP on the properties of PE-LD/EVA blends
2.4 PNP/MCA/MCP/Mg(OH)2阻燃体系的协同效应
为了进一步降低阻燃剂成本,选用了价廉的无机阻燃剂Mg(OH)2进行复配。固定树脂PE-LD/EVA的配比为70/30,按照PNP/MCA/MCP比例为24/16/4配制成复合阻燃剂作为一个组分称之为膨胀体系,固定膨胀体系与Mg(OH)2的总含量为35%,改变膨胀体系与Mg(OH)2的配比制备复合阻燃材料,测得其性能如表4所示。从表4可以看出,材料的阻燃性能随着Mg(OH)2含量的增大而迅速下降,表明无机阻燃剂的加入会导致该阻燃体系的阻燃效率大大降低,综合考虑阻燃剂的成本和性能,得出膨胀体系/Mg(OH)2的最佳比例为2/1,即PNP/MCA/MCP/Mg(OH)2复合阻燃体系的最佳配比为24/16/4/22,此时材料的极限氧指数为30.9%,垂直燃烧达到UL 94V-0级,拉伸强度为11.1MPa、断裂伸长率为80.6%。结果表明,通过本组复合体系配方的研究,在35%的含量时完全能够满足材料的阻燃性能,充分体现了Mg(OH)2阻燃剂良好的阻燃协同效应,占总阻燃剂含量的1/3的Mg(OH)2大大降低了阻燃剂的成本。
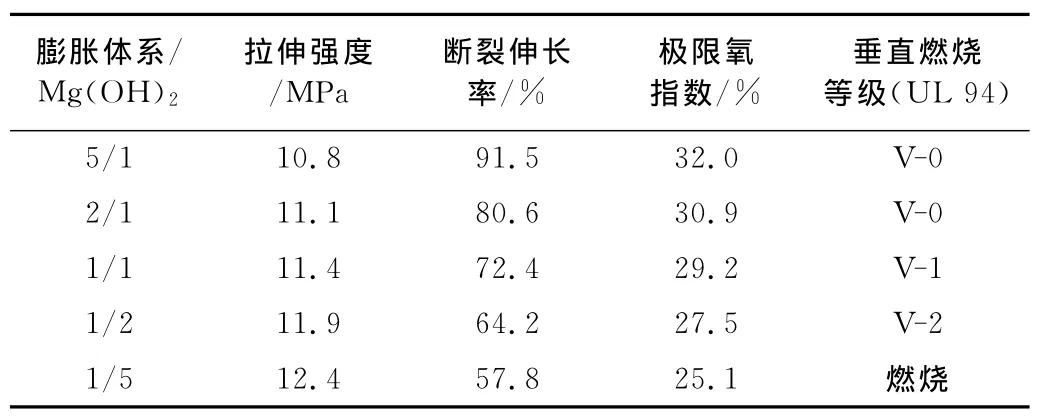
表4 膨胀体系/Mg(OH)2的配比对PE-LD/EVA共混物性能的影响Tab.4 Influence of weight ratios of intumescent system/Mg(OH)2on the properties of PE-LD/EVA blends
综上所述,新型膨胀阻燃剂PNP具有无卤、低毒、高效等特性,其阻燃机理较为复杂,吸热冷却、稀释、形成隔热层和终止自由基链反应等途径在阻燃过程中都能得到体现。在复合阻燃体系中MCA、MCP和Mg(OH)2均起到了显著的阻燃协同效应,当温度升高到240℃时体系的MCP被氧化成非可燃性液态膜,进而脱水生成聚偏磷酸,聚偏磷酸是很强的脱水剂,在高温下使聚合物表面形成炭化层,起到阻燃作用;当温度升到340℃时,Mg(OH)2受热分解吸收大量的热量,阻止燃烧物继续受热,并且分解产生大量水蒸气,稀释可燃性气体,也起到阻燃作用,分解后生产的金属氧化物熔点高,热稳定好,覆盖于燃烧物表面阻挡热传导和热辐射。同时,在350℃左右,MCA升华吸热可分解生成三聚氰胺和氰尿酸,除了发挥三聚氰胺的阻燃作用外,氰尿酸的存在也可以降低材料的热稳定性,进一步催化聚合物降解为低聚物,从而降低熔体黏度,迅速产生熔滴,更有效地带走热量,起到阻燃作用。由此可见,本文制备的PNP/MCA/MCP/Mg(OH)2多组分复合阻燃剂大大降低了成本,具有非常可观的应用前景,尤其适合制备阻燃电缆料。
3 结论
(1)MCA与膨胀型阻燃剂PNP有良好的协同效应,对于配比为70/30的PE-LD/EVA材料,PNP和MCA的最佳比例为3/2,且阻燃剂填充总量为35%时,材料的极限氧指数为30.8%、垂直燃烧达到UL 94V-0级;
(2)MCP与PNP/MCA阻燃体系具有很好的协同效应,当PNP/MCA/MCP配比为24/16/4且阻燃剂填充总量为35%时,阻燃PE-LD/EVA材料的极限氧指数为32.3%,垂直燃烧达到UL 94V-0级;
(3)当复合阻燃体系PNP/MCA/MCP/Mg(OH)2的配比为24/16/4/22且阻燃剂填充总量为35%时,阻燃PE-LD/EVA材料的极限氧指数为30.9%,垂直燃烧达到UL 94V-0级,大幅降低了阻燃剂的成本。
[1] 夏 英,胡林燕,刘长胜,等.无卤阻燃EVA电缆专用料的配方优化[J].塑料工业,2009,37(11):55-60.
Xia Ying,Hu Linyan,Liu Changsheng,et al.Optimizing Formula of Special Halogen-free Flame Retardant EVA Cable Compound[J].China Plastics Industry,2009,37(11):55-60.
[2] 李 磊,周 健,吴承旭,等.无卤阻燃ABS/TPU复合材料阻燃性能的研究[J].塑料工业,2010,38(9):53-56.
Li Lei,Zhou Jian,Wu Chengxu,et al.Study on the Flame Retardancy of Halogen Free Flame Retardant ABS/TPU Composite[J].China Plastics Industry,2010,38(9):53-56.
[3] 肖新颜,杨卓如,陈焕钦.膨胀型阻燃剂(膨胀阻燃体系)研究进展[J].化学工业与工程,2000,17(6):369-371.
Xiao Xinyan,Yang Zhuoru,Chen Huanqin.Progress of Studies on Intumescent Flame-retardant[J].Chemistry Industry and Engineering,2000,17(6):369-371.
[4] 陈艺兰,肖良建,陈荣国,等.协效阻燃剂对PE-HD/Ca(OH)2复合材料阻燃性能影响的研究[J].中国塑料,2010,24(8):75-80.
Chen Yilan,Xiao Liangjian,Chen Rongguo,et al.Research on the Effect of Synergistic Flame Retardants on the Flame Retardancy of PE-HD/Ca(OH)2Composites[J].China Plastics,2010,24(8):75-80.
[5] 朱新军,吴卫东,张 胜.聚乙烯阻燃研究进展[J].中国塑料,2008,22(5):1-7.
Zhu Xinjun,Wu Weidong,Zhang Sheng.Development Progress in Flame Retardant Polyethylene[J].China Plastics,2008,22(5):1-7.
[6] 闫爱华,韩志东,吴 泽,等.可膨胀石墨在膨胀阻燃体系中协同阻燃作用的研究[J].哈尔滨理工大学学报,2006,11(2):35-38.
Yan Aihua,Han Zhidong,Wu Ze,et al.Study on Synergistic Effect of Expandable Graphite in Intumescent Flame Retardant Polyethylene[J].Journal of Harbin University of Science and Technology,2006,11(2):35-38.
[7] 蔡挺松,郭 奋,陈建峰.纳米改性氢氧化铝在PBT中的阻燃应用[J].塑料工业,2006,34(1):55-57.
Cai Tingsong,Guo Fen,Chen Jianfeng.Application of Nano-meter Modified CG-ATH in Flame Retardation of PBT[J].China Plastics Industry,2006,34(1):55-57.
[8] 吕艳红,杨 伟,冯建民,等.含硅化合物与膨胀阻燃剂协同阻燃聚丙烯[J].高分子材料科学与工程,2009,25(6):53-55.
LüYanhong,Yang Wei,Feng Jianmin,et al.Synergistic Effect of Silicon-containing Compounds on Intumescent Flame Retardant Polypropylene[J].Polymer Materials Science &Engineering,2009,25(6):53-55.
Study on Non-halogen Intumescent Complex Flame Retardant for PE-LD/EVA Blends
WEI Baoquan1,HONG Xiaodong1*,LIANG Bing2
(1.College of Materials Science and Engineering,Liaoning Technical University,Fuxin 123000,China;2.College of Materials Science and Engineering,Shenyang University of Chemical Technology,Shenyang 110142,China)
Melamine cyanurate(MCA),microcapsule red phosphorus(MCP),and magnesium hydroxide[Mg(OH)2]were compounded with an intumescent flame retardant PNP to prepare a multi-component flame retardant.The performance of the flame retardants in low-density polyethylene/ethylene-vinyl acetate(PE-LD/EVA)blends was studied.When the matrix resins of PE-LD/EVA was 70/30,the content of complex flame retardants was 35%,the weight ratio of PNP/MCA was 3/2,the limited oxygen index reached 30.8%.When weight ratios of PNP/MCA/MCP=24/16/4was used,the limited oxygen index was 32.3%.A limited oxygen index of 30.9%was observed at weight ratios of PNP/MCA/MCP/Mg(OH)2=24/16/4/22,the vertical combustion level reached UL 94V-0,and the tensile strength was 11.1MPa,the elongation at break was 80.6%.
low-density polyethylene;ethylene-vinyl acetate;intumescent flame retardant;nonhalogen flame retardancy;synergistic effect
TQ325.1+2
B
1001-9278(2012)04-0031-04
2011-11-30
*联系人,hxd9917@163.com
(本文编辑:刘 学)
猜你喜欢
社会科学战线(2022年7期)2022-08-26 08:44:10
建材发展导向(2021年1期)2021-02-24 06:10:06
中国新技术新产品(2020年4期)2020-05-05 15:50:16
建材发展导向(2020年4期)2020-03-25 04:51:40
石油沥青(2018年5期)2018-10-24 05:41:10
电线电缆(2017年4期)2017-07-25 07:49:49
中国塑料(2016年6期)2016-06-27 06:34:30
中国塑料(2016年3期)2016-06-15 20:30:01
中国塑料(2016年11期)2016-04-16 05:25:58
山西大同大学学报(自然科学版)(2016年6期)2016-01-30 08:29:44
