采用移动气压焊无慢行条件下的换轨施工方法
2012-11-27 07:50靳刘刚
铁道运营技术 2012年1期
靳刘刚
(济南铁路局工务机械段,工程师 山东 济南 250022)
既有营业线换铺无缝线路施工,要在有限的封锁时间内完成从长钢轨卸车、长轨条焊接、钢轨换铺形成无缝线路及旧料回收等一系列施工,工序多,作业面长,安全、质量要求高。随着路局对封锁点前60min慢行时间的取消,使换铺无缝线路施工的点前准备工作中无法卸拆部分扣件,机具设备及施工人员无法上道,从而加大了点内的工作量。为此,必须采用先进科学的施工工艺和严谨的施工组织,做到统筹策划、合理安排、分阶段平行作业,才能安全、正点、优质、高效、经济合理地完成换铺任务。
1 施工方案
新兖下行线换铺无缝线路工程,包含算王庄-兖州北K148+006.99~K272+695.03段既有正线60kg/m旧钢轨更换为60kg/m新钢轨。因部分区段设计不更换,实际换轨长度为74.2km。为提高作业效率,施工采用流水作业和在封锁点内平行作业相结合的方案。作业单循环顺序如图1所示[1]。
需要注意的是,在同一封锁天窗内换轨作业与卸轨作业不能同时进行。其中涉及到的施工作业车辆有新长轨车3列、旧长轨车2列、轨道车6台、平板车8~12辆、换轨小车1套(2辆)、机车5台。
1.1 流水作业 流水作业流程:卸轨→前期准备焊→换铺→收轨,依次循环进行[2]。作业单循环见图1。
线路封锁前2h,牵引换轨小车的轨道车(接送施工人员)由施工驻地运行至施工地段前方站,途经施工地段停车5min上下施工人员。封锁命令下达后第1列工程车辆进入区间,在换铺起始位置前摘下重型轨道车和换轨车,待扣件完全卸除后进行前期准备焊作业和换铺作业;在后期锁定焊处摘下轻型轨道车、焊机及料车进行后焊作业;第2列工程车稍后进入区间,在收轨(卸轨)起点处进行收轨(卸轨)作业。长轨车收轨后按照运行计划到指定车站卸轨。同时,轨道车(接施工人员)连挂好,待区间开通后返回驻地站。
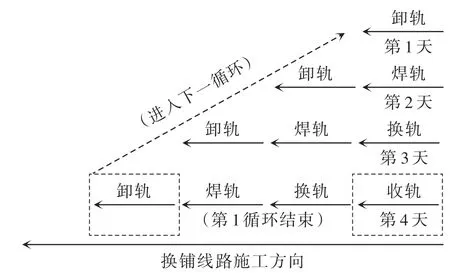
图1 换轨作业单循环
1.2 平行作业 平行作业就是在200min封锁时间内,经过点前准备、封锁施工、点后慢行等时段,在各作业区段上同时进行卸长钢轨、钢轨焊接、拆上扣件螺栓、换铺、收长钢轨等工序,依次循环。
2 施工要点
2.1 封锁点前准备 因封锁前的60min慢行时间取消,人员不能大量上道作业,工具无法具体到位,扣件无法隔一卸一提前拆卸,所以只能有少数专业人员进行道床清理、机具准备、拆除防爬设备等工作,最大限度减少封锁点内工作量。换铺地段的龙口、小车、扣件、撞轨、后焊等各组的工具人员必须到位,以便封锁时间内尽快进行焊轨、换铺、收轨或卸轨等平行作业。
2.2 长轨车卸500m长轨条 提前清理平整石碴,拆除道口等影响卸轨作业的障碍物及绝缘连线垫绝缘片,在线路钢轨上标出安装防胀支撑的位置。在长轨列车到达工地后,卸轨人员按指定位置把地面拉轨的轨卡安设在线路钢轨上,同时将由卸轨槽放下的钢丝绳的一端挂在轨卡上,另一端挂在第1根长轨条的端部的轨卡上。列车起动并以3~5km/h的速度前进,两侧轨条由钢丝绳牵引并缓慢地通过尾部的卸轨龙口卸到线路两侧碴肩上。长轨车后人员随长轨车移动拨轨,其余人员清道及安装防胀支撑,使长钢轨距正线钢轨外侧距离应不少于800mm,并不得高于正线钢轨,防止钢轨侵限。当长轨条落地够80m时,随即撤除地面拉轨轨卡及钢丝绳。长轨靠自重产生的阻力将车上长轨拖下来。当第1根轨条卸完后,停车并后退(预留搭头),相邻单元轨节搭接量要控制在0.5~1.0m间,以保证焊接接头出现缺陷时的锯轨量及前一单元轨节轨端打眼处的锯轨量。重新用拉轨钢丝绳进行卸轨。长轨车卸完后于开通前返回车站。
由于行车速度的提高增大了线路上存放钢轨的危险性,为此,施工队必须高度重视线路存放钢轨的巡查工作,每日要安排人员对线路上存放钢轨进行巡查,确保线路上存放的钢轨不影响行车安全。
2.3 前期准备焊 YHJ-Ⅳ型钢轨气压焊接设备由压接机、加热器、气体流量控制箱、液压泵站、冷却系统、推凸刀具、钢轨端面磨平机等设备组成。使用氧—乙炔加热,应用塑性气压焊接原理。要注意把握前期准备焊各工序要点。
2.3.1 拉轨对位 使用拉轨器拉轨时,轨条两端人员及时联系使钢轨对位,长轨条预留45mm的搭接量,满足焊轨需要。两相邻单元轨节间的焊缝应放置在2根轨枕之间。
2.3.2 前打磨 进行对位后的锯轨、打磨工作时,在距轨端70~750mm范围内轨腰部分打磨露出80%以上金属光泽;端面打磨垂直度在±0.5mm范围内;长轨焊缝两端25m范围内钢轨保持顺直。
2.3.3 焊机焊轨 用移动气压焊机将500m长钢轨焊成1500m的单元轨节。注意正火后严禁用水喷淋降温,以免造成焊缝处的应力发生改变。
2.3.4 后打磨 后打磨要符合TBT1632《钢轨焊接》中的有关要求,即钢轨顶面0~+0.3mm,工作面±0.3mm,轨底0~+0.5mm,确保钢轨焊接质量[3]。
2.4 长钢轨换铺 封锁调度命令下达后,工程列车从前方站按编组运行到位后摘挂。应按施工主要工序换铺。
2.4.1 拆除全部扣件螺栓 封锁后全部松解前次已换铺的75m线路及换铺地段线路的全部扣件,换铺起点拆除接头螺栓。
2.4.2 串轨对位 在合拢口处串动钢轨,使其始端拨入线路后能与原有的钢轨位置吻合(预留搭头130mm)。
2.4.3 各工程车辆就位 轨道车牵引施工机具进入施工地点,到达后焊地点后,前后轨道车和3个平板解体,中间轨道车牵引换轨小车平板及换轨小车前行。
2.4.4 换轨小车作业 顺换轨方向的第1台小车走旧轨并将待换新轨抬起,通过导向龙口将新轨换入旧轨已被拆除的混凝土轨枕承轨台上,第2台小车走新轨,同时抬起已被拆除的旧轨,通过导向龙口,送入新轨内侧道心。2辆小车相距30m,由轨道车以3km/h速度牵引前进,根据钢轨情况通知龙口处人员进行牵送轨,被2辆小车抬起的新旧钢轨呈∞形随小车前移而完成换轨。为确保换轨的顺利进行,小车前后备气割设备各1套,前1套负责割断因锈蚀而卸不下的螺栓,确保旧轨的顺利拨出;后1套用于割断障碍处旧轨、桥梁护轨。
2.4.5 钢轨入槽 在依次将新旧轨穿入换轨车就位后,换轨小车在重型轨道车的牵引下以匀速前行进行换铺作业。若出现长轨不落槽现象,作业人员及时用撬棍将滑出的新轨拨入承轨槽内。
2.4.6 轨温测量 上紧扣件螺栓并进行支滚筒作业,为拉伸锁定作好准备,支垫滚筒间距为10m。新轨终端换铺落地后,立即进行轨温测量。
2.5 后焊作业
1)新轨与旧轨搭头145mm左右(锯轨端新旧轨要塔头约60~70mm,气压焊顶锻量约45mm,钢轨上小车后钢轨的弯曲使钢轨回缩25mm)。
2)长轨落槽200m左右不再前后串动后,锁定25m线路,确定起始端锯轨量并锯轨。
3)在距焊缝起点50m处开始拨曲线,曲线长度约25m、横向拨距约0.7m,甩弯后新、旧轨端垫起焊接。
4)采用气压焊机进行焊接作业,其工艺和质量要求与前焊作业相同。
5)完成后焊机加压,在甩弯处把钢轨拨进混凝土承轨台上,推溜打磨,正火温度降至300℃以下,拆除已锁定线路的扣件、支垫小滚筒,以准备拉伸。
2.6 轨温锁定
1)根据实测轨温计算拉伸量,拉伸范围含前次已换钢轨(后焊前)30m,确定锯轨量后锯轨。
2)根据长轨条长度的不同,长轨条中间每隔400m设置1套撞轨器进行撞轨,新轨串动量达到计算数后停止。每隔100m在单元轨条和砼轨枕上设置临时观测点。在撞击过程中同时用橡胶锤敲击长钢轨轨腰,并用撞轨器沿钢轨走行方向撞轨,当各观测点及换铺终点位移量到位后,立即撤出滚筒落下钢轨,合拢口处拉伸器配合撞轨拉伸合拢,上夹板,先一股后另一股恢复线路。
2.7 收旧轨
1)收轨前,收轨配合人员提前连轨,遇桥梁等障碍处无法提前连轨可待封锁后再连。
2)长轨列车到达后,垫起旧钢轨端部,把拉轨轨卡安设在旧轨上,同时将由收轨槽放下的钢丝绳的一端挂在轨卡上,列车倒退收轨。
3)长轨车运行方向人员随车移动拨轨。
4)旧轨到达长轨车尾部后,切割钢轨,并拨轨至外侧,继续倒退收轨。
5)收完一段锁定后,运行至另一段继续收轨,开通前返回车站。
6)换轨施工如遇到桥梁、道口需要气割旧轨时,割断长度不得短于12.5m并拨至路肩上,放置在安全地点。回收时必须对桥梁、道口处的短轨彻底回收干净。
7)施工中锯配轨后剩余的新旧短轨(短于12.5m的)必须当日回收,或用夹板连接在长轨上。
3 结束语
在本次无缝线路换铺工程施工中,通过逐步完善提高,形成了一整套科学的换铺施工工艺,确保了安全、正点、优质、高效、经济合理地完成了换铺任务。历经72次的封锁施工,共换铺无缝线路74.2km,现场焊接298个接头,卸轨、回收旧轨均为74.2km。长轨焊接采用现场气压焊质量可靠,性能稳定,可达到工厂焊接的技术质量标准。移动式气压焊速度虽慢,但投资少、造价低,操作简便,小型轻便,灵活性强,是现场施工的首选。济南工务机械段成立专业移动式气压焊焊轨队伍进行的首次集中施工,为以后的大型换轨施工打下了良好基础。
[1]赵怀利,杨宏伟.营业线换铺无缝线路施工技术[J].铁道技术监督 2007(12).
[2]李怡.移动闪光焊配合长钢轨运输自卸车换铺无缝线路施工技术[J].铁道建筑,2008(05).
[3]铁道部.TB/T1632钢轨焊接[S].北京:中国铁道出版社,2005.
猜你喜欢
铁道通信信号(2020年10期)2020-12-20
新世纪智能(高一语文)(2020年5期)2020-07-24
铁道通信信号(2019年8期)2019-10-10
铁道通信信号(2018年8期)2018-11-10
铁道通信信号(2018年4期)2018-06-06
制造技术与机床(2017年8期)2017-11-27
中国铁道科学(2015年5期)2015-06-21
中国铁道科学(2015年4期)2015-06-21
中国铁道科学(2014年6期)2014-06-21
军事历史(2004年3期)2004-11-22