
连续油管主要开窗工具浅析
2012-11-20 09:06陈伟峰夏宏南
长江大学学报(自科版) 2012年28期
陈伟峰,夏宏南
刘 敏
(中石油塔里木油田分公司勘探开发研究院,新疆 库尔勒 841000)
李锦峰
(中石化江汉石油管理局钻井二公司,湖北 潜江 433100)
周 昆
何 帆
(中石油新疆油田分公司采油二厂油田工艺研究所,新疆 克拉玛依 834008)
连续油管主要开窗工具浅析
陈伟峰,夏宏南

刘 敏
(中石油塔里木油田分公司勘探开发研究院,新疆 库尔勒 841000)
李锦峰
(中石化江汉石油管理局钻井二公司,湖北 潜江 433100)
周 昆
何 帆
(中石油新疆油田分公司采油二厂油田工艺研究所,新疆 克拉玛依 834008)
连续油管钻井技术(Coiled Tubing Drilling,CTD)是20世纪90年代迅速发展起来的新型钻井技术。连续油管开窗侧钻技术在国外的发展、应用较广,但在国内由于受到技术和设备的限制,起步、发展相对较晚,应用相对较少。因此对连续油管开窗工具的分析研究具有特别重要的意义。主要介绍了连续油管开窗的导斜器、开窗磨铣工具(起始铣鞋、开窗铣鞋、铣锥及各种磨铣钻头)的结构与作用,对加速连续油管开窗工具国产化和推动连续油管开窗侧钻技术在国内的广泛应用具有实际的指导意义。
连续油管;导斜器;磨铣工具;铣鞋;铣锥
连续油管钻井技术是20世纪90年代迅速发展起来的新型钻井技术,目前仍处于研究和开发的初级阶段[1]。1991年,美国、加拿大、法国开始相继成功地试验应用了连续油管钻井技术。连续油管具有无接头、无变径、弯曲大、能连续起下、能动态密封和强度大、承压高、体积小等特点[2]。近年来,随着CT器材和制造工艺的进一步发展,可靠性高的高强度大直径CT、小直径容积式马达、先进的定向工具及测量系统和金刚石钻头的相继问世,极大地推动了连续油管钻井技术发展和应用[3]。
连续油管开窗侧钻工艺技术,就是用连续油管代替钻杆,在油水井的某一特定深度固定一个导斜器,利用其斜面的造斜作用,用铣锥在套管的侧面开窗,从窗口钻出新井眼,然后下尾管固井的一整套工艺技术。目前连续油管过油管开窗侧钻的方法主要有3种:水泥塞开窗侧钻技术、水泥环内置造斜器开窗侧钻技术和过油管造斜器开窗侧钻技术。3种方法相比较而言,水泥塞开窗侧钻技术比较成熟,应用广泛,是3种技术中最可靠、最经济的一种。关键工具的发展研究已经成为连续油管开窗侧钻技术发展的瓶颈之一[4]。
上述3种开窗侧钻方法的成功与否在很大程度上都取决于开窗侧钻工具的选择与组合。下面笔者通过对近年来连续油管开窗侧钻关键工具的分析研究,希望能对加速连续油管开窗工具国产化和推动连续油管开窗侧钻技术在国内广泛应用提供参考。
1 连续油管开窗导斜器
导斜器也叫斜向器,是引导磨铣工具从一侧磨铣套管形成窗口的专用工具。同时也是一带斜面(一般2~4°)的半圆柱体钢棒。在开窗中起导向铣削工具磨铣套管的作用。就其固定方式而言,导斜器可分为注水泥式、机械式和液压式等几种[5]。
1)普通注水泥式导斜器 这种类型的导斜器结构简单,成本低,操作简单。这种导斜器总成主要由导斜器、剪钉、承顿块和送入器组成,如图1所示。送入器与上部钻具连接,其作用是将导斜器送至预定深度;剪钉用于连接送入器和导斜器,稍加压力即可断开;承顿块用于承接上部钻具压力,可判断剪钉是否剪断;导斜器最终将固定于井筒内。

图1 普通注水泥导斜器
2)XQSR-XQDM型地锚式导斜器 XQSR-XQDM型地锚式导斜器是一种可定向的水泥锚定式导斜器。这种导斜器总成由XQSR型导斜器送入总成和XQDM型注水泥地锚总成组成[6]。①导斜器送入总成由送入器、导斜器、剪断螺栓、扶正压套、卡瓦、公母铰接短节、铰链轴、简体等组成;②地锚总成上部与送入管柱连接,主要包括定向短节和悬挂短节,如图2所示。
3)双卡瓦封隔器锚定型导斜器 双卡瓦封隔器锚定型导斜器主要由坐卡封隔总成、导斜对接总成和定向连接总成3大部分组成[7]。坐卡封隔总成主要由液力推动装置和坐封锁紧装置组成,如图3所示。
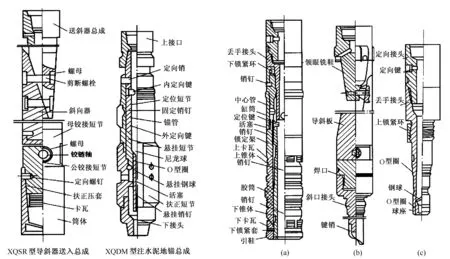
图2 XQSR-XQDM型地锚式导斜器总成 图3 双卡瓦封隔器锚定型导斜器总成
液力推动装置由活塞杆、活塞缸、扶正套、剪钉、中心管和各种密封件等组成;坐封锁紧装置主要由胶筒、上下锥体、上下卡瓦、下锁紧套、活塞、销钉等组成,如图3(a)所示。导斜对接总成由斜口接头、中间接头锁轴、导斜器体等组成,如图3(b)所示。定向连接总成由定向接头、定向键、丢手接头、球座、钢球和各种密封件等组成,如图3(c)所示。
2 连续油管开窗磨铣工具
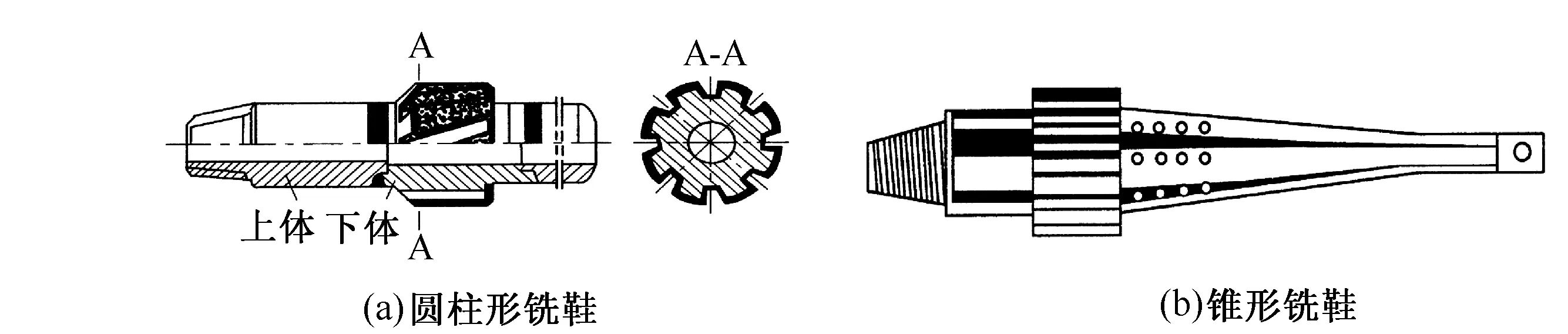
图4 铣鞋类型
1)起始铣鞋 起始铣鞋是对套管进行最初铣削的铣鞋。这种铣鞋的特点是具有导向杆。起始铣鞋主要由接头、切削部分和导向杆等组成。按导向杆的形状,起始铣鞋有2种型式,一种是圆柱形铣鞋,一种是锥形铣鞋,如图4所示。
起始铣鞋的颈部设计成锥形或圆柱形,这样就能使切削作用力加到套管上,而不是加到导斜器上。起始铣鞋设计成在切削一小段之后,它不去铣掉凸缘而继续铣削套管。为了防止起始铣鞋的磨损,在本体上镶入了碳化钨块。导向杆的作用还能防止铣鞋滑出套管。
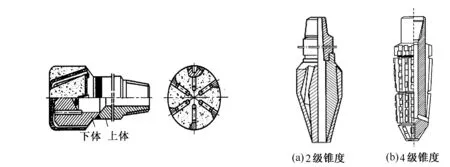
图5 开窗铣鞋 图6 复式铣锥
2)开窗铣鞋 开窗铣鞋主要由接头和螺旋切削2部分组成。开窗铣鞋设计成中心具有稍微凹进的结构,如图5所示。开窗铣鞋是在继起始铣鞋之后,继续对套管开窗的磨铣工具。底部凹面的圆窝结构有助于铣鞋找中扶正,防止过早滑出套管。铣鞋中心隆起的作用是当铣鞋底面中心恰好处于套管壁的正前方时,仍具有开窗磨铣作用[8]。
3)复式铣锥 复式铣锥由不同的锥度组成。锥度有2级、3级和4级之分,这里仅就常用的2级和4级铣锥进行介绍[9]。2级复式铣锥主要由接头和2级螺旋切削锥体组成,如图6所示;4级复式铣锥的锥体由四级不同的锥体组成,如图6所示,自上而下锥度逐渐增大,Ⅰ级为0°,Ⅱ级为2°,Ⅲ级锥顶角为6°50′,Ⅳ级锥顶角为20°。
4)单式铣锥 单式铣锥锥鞋只有一种锥度,形式有2种,如图7所示。尖形铣锥表面铺焊钨钢粉条棱。截锥形单式铣锥表面镶焊钨钢块。
5)组合式铣锥 这种类型的铣锥是将单式铣锥和钻柱式铣锥组合后再进行作业的铣锥,如图8所示。
组合式铣锥可代替普通复式铣锥和单式铣锥,将开窗和修窗2道工序一次完成。
6)钻铰式铣锥 钻铰式铣锥主要由上接头、球形体、矩形刀片和YD合金等组成[10]。如图9所示。钻铰式铣锥下端的半球形体起引导作用,首先磨削套管内壁,并磨穿套管;棱形YD合金刀块的锥形部分开出上窗口;球形体上部开出中下窗口。继续磨削过程中,YD合金铰形刀将不断地磨铣窗口,使其平整、光滑。最后,矩形刀体再一次修整窗口。
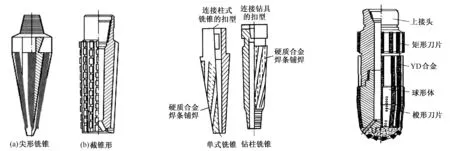
图7 单式铣锥 图8 组合式铣锥 图9 钻铰式铣锥
7)磨铣钻头 图10是几种常见的磨铣钻头。
3 结 语
目前国外在连续油管开窗工艺上,主要都是采用导斜器开窗,其定向开窗准确性高,窗口形状较规则,窗口附近狗腿度适中,在选择磨铣工具方面,使用较多的是钻铰式铣锥,此工具前端部分磨铣套管窗口,后端部分修整窗口,2次作业可一次完成,减少施工时间和成本,降低风险。未来在开窗工具上,将致力于研究出导斜-开窗一体式工具组合,一趟钻即可完成导斜器的定向和套管开窗,进一步提高连续油管套管内开窗效率,发展和完善连续油管特殊钻井工艺技术。
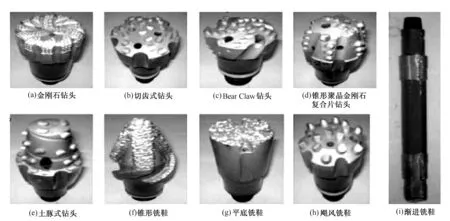
图10 磨铣钻头
[1]贺会群.连续油管钻井技术与装备[J].石油机械, 2009, 37 (7): 1-6.
[2] 李绪宜.国内连续油管设备技术的发展研究[J].中国石油和化工标准与质量,2009,10(07):21-26.
[3] 刘新会,张兴平.连续油管设备及技术的发展[J].国外油田工程,2007,12(6):26-29.
[4] Leising L J.Sidetracking technology for coiled tubing drilling[J].SPE 30486,1996.
[5] 朱丽华,陈新,黄焰.连续油管开窗侧钻水平井技术[J].钻采工艺,2001,25(3):19-23.
[6] 吴文秀,韩兴.连续油管过油管开窗侧钻技术[J].石油机械,2000,28(7):55-57.
[7] Hearn D D,Blount C G.Coiled tubing window milling[J].SPE 35126,1996.
[8] 陈会年,张国龙,胡清富.连续油管钻井技术的发展及应用[J].石油钻探技术, 2000, 28(2): 19-21.
[9] 郭志勤,蒋新,强杰.连续油管钻井技术[J].石油钻采工艺, 1999, 26(1): 16-20.
[10] 陈立人,张永泽,龚惠娟.连续油管钻井技术与装备的应用及其新进展[J].石油机械, 2006, 34(2): 59-63.
[编辑] 洪云飞
10.3969/j.issn.1673-1409(N).2012.10.033
TE243.2
A
1673-1409(2012)10-N107-03
猜你喜欢
海洋石油(2021年3期)2021-11-05
钢管(2021年6期)2021-05-10
小哥白尼(趣味科学)(2019年5期)2019-08-27
作文周刊·小学一年级版(2017年37期)2017-11-11
女子世界(2017年9期)2017-09-08
表面工程与再制造(2016年5期)2016-12-15
特别文摘(2016年7期)2016-05-04
西南石油大学学报(自然科学版)(2015年5期)2015-04-16
化工管理(2015年30期)2015-03-23
天然气与石油(2015年2期)2015-02-28
