基于电弧传感焊缝跟踪的偏差信息检测★
2012-11-14 11:05:26雷跃
电子测试 2012年4期
雷 跃
(柳州铁道职业技术学院 广西柳州 545007)
0 引言
焊接技术向自动化、智能化、数字化方向已经成为了制造业的新趋势。解决焊接自动化很重要的一点就是对焊缝的自动跟踪。焊缝跟踪研究的核心问题是高性能的传感器和有效的控制方法[1]。在焊接过程中,传感器必须精确检测焊缝的位置及形状,快速准确地提取特征信息。焊缝跟踪两大主流传感器为视觉传感器和电弧传感器。电弧传感器的最大优点是焊接电弧与传感器为一体, 其跟踪信号是由电弧本身取出,检测点即焊接点,没有传感器的导前误差,抗弧光干扰能力强。基于电弧传感的焊缝跟踪由于利用了电弧本身特有的特性,不需要加额外的设备,因此,结构简单且成本低,是目前最有效的焊缝跟踪方法之一。文中就基于摆动式电弧传感器为核心部件的焊缝自动跟踪系统,对电弧信号滤波及偏差信息识别提出了一种行之有效的处理方法。
1 基于电弧传感的焊缝跟踪
基于摆动式电弧传感的焊缝跟踪原理是利用焊枪与工件距离变化引起的焊接电流、焊接电压的变化来检测横向偏差和高度的变化的。在等速送丝系统中,送丝速度是保持恒定,焊接电源一般采用平或缓降的外特性,在这种情况下,焊接电流将随着电弧长度的变化而变化[2]。
图1(a)为摆动电弧扫描模型,其中工件为V型坡口,当电弧以一定的频率摆动而扫描V型焊缝坡口时,焊枪与工件表面距离变化将引起焊接参数变化。以缓降外特性电源为例,电弧摆动方向为A0→A1→A2→(A0)。图1(b)为电弧摆动过程中电弧特征曲线图。
当电弧沿着坡口水平方向扫描时,由于电弧的自调节作用,它力图使工作点恢复(恢复到原来的工作点或调整到新的工作点),使弧长复原到La0,但由于干伸长增加,电路中的电阻加大,使得焊接电流变小为I2。如图1(a),因为A2和A0关于焊缝中心对称,所以如果焊枪与焊缝中心对中,则两个工作点的焊接电流相差不多,反之则有一定的差值,利用这个差值即可进一步获得所需要的偏差。故当电弧位置变化时,电弧自身参数(这里是焊接电流)相应发生变化,从中反映出焊枪导电嘴至工件坡口表面距离的变化,故根据电弧的运动形式及焊枪与工件的相对位置关系,推导出焊枪与焊缝间的相对位置偏差量[3]。
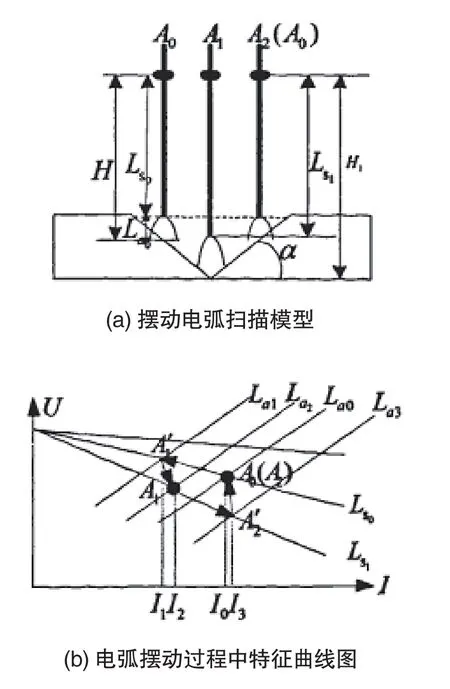
图1 基于电弧传感的焊缝跟踪原理
2 焊缝跟踪系统结构
基于电弧传感的焊缝跟踪系统如图2所示。系统主要由电弧传感器、电焊机、信号采样模块、信号处理、控制器、驱动器等组成。其中,电焊机为焊接提供电源;传感器用来获取焊接电信号信息;信号采样将采集的模拟信号送到信号处理模块进行滤波处理和偏差信息提取,将经过信号处理后得到的位置偏差控制量作为控制器的输入,经过控制算法,控制机驱动器,从而使焊枪位置发生变化,,达到跟踪焊缝的目的[4]。整个系统的控制器采用AT80C51单片机。在该系统中,焊接系统即为跟踪系统,焊接点即为信号的采集点,从而大大提高了跟踪系统的实时性。
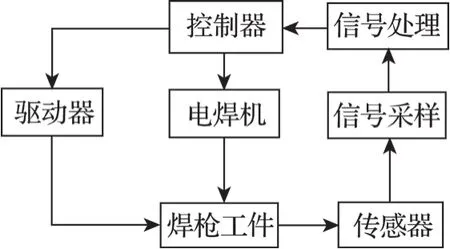
图2 焊缝跟踪系统框图
3 电弧信号滤波
在实际的焊接过程中,存在弧光、辐射、高温、大量的飞溅、短路过渡, 传感器本身的传递函数、送丝速度波动等的影响,使得输出的焊接电流信号中常带有很多谐波和噪声,给信号的处理过程带来很多困难[5]。所以,信号滤波是信号处理中的一个很重要的环节。滤波的目的是抑制信号中的高频和低频干扰,降低噪声,改善信噪比,便于信号的分析和处理。在系统中采用软件滤波的方法,以中值滤波为基础再加上均值滤波。
中值滤波是基于排序统计理论的一种非线性信号处理技术[6]。它通过采样窗口取出奇数个数据进行排序得到中值,以窗口中值作为处理结果。例如窗口长度为5,窗口正中焊接电流采样数据为500,其他为250, 280, 260, 270,则大小顺序的中间值为270,于是原窗口正中的数据500 就由270代替。若500为短路脉冲电流干扰,则将被滤掉。
均值滤波是典型的线性滤波算法,即直接将多次采集到的数据取平均值,均值滤波即直接将多次采集到的数据取平均值,即式中:为第k次N个焊接电流采样值的算术平均值;i(t)为第t次焊接电流采样值,N为采样点数,N一般取2~8。软件滤波算法流程图如图3所示。从图4(a)原始采样波形来看, 焊接电流波形上叠加了许多尖峰脉冲和由飞溅产生的毛刺。经中值滤波和均值滤波混合滤波后电流波形如图4(b),可见信号波形得到了明显的改善, 较大地提高了电流信号的信噪比, 为偏差提取提供了更加精确和可靠的信息[7]。
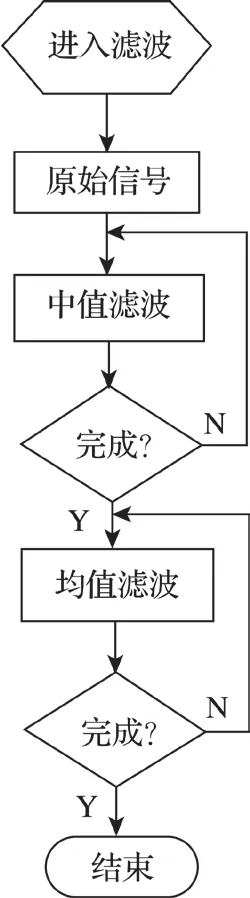
图3 软件滤波算法流程图
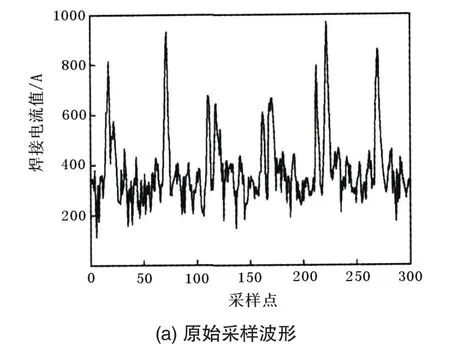

图4 原始信号及滤波后波形
4 焊缝偏差信息检测
4.1 偏差信息检测方法
如何从电弧参数变化中准确可靠地获得所需焊缝偏差信息,它直接影响到焊缝跟踪的性能和精度[8]。在系统中选择积分差值法来提取偏差信息。
积分差值法的具体方法是当电弧扫描到坡口两侧时,对左右两侧的焊接电流信号i(t)分别进行积分,然后以两侧积分值之和作为焊接高度信号,以积分之差作为焊枪偏离中心线的横向偏差信号。如果焊枪与焊缝中心对中,则两侧电流积分值基本相等,差值近似为零。若焊枪相对焊缝中心偏左,则左侧电流积分值大于右侧电流积分值,差值大于零;若焊枪相对焊缝中心偏右,则左侧电流积分值小于右侧电流积分值,差值小于零。这样再根据积分差值与偏差的关系即可得到焊枪偏离焊缝中心线的横向偏差值,如图5所示。
根据已推导的正弦式横摆电弧传感器的理论模型,如果需求焊枪相对于焊缝中心的横向偏差,则首先求出焊接电流左右区域的积分面积,其中:

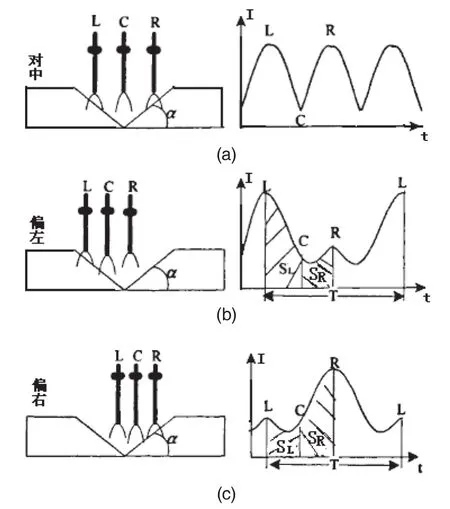
图5 积分差值法原理图
4.2 焊缝偏差信息检测实验
为了验证焊缝偏差信息检测方法的可行性,进行了实际的焊接实验。实验中将焊枪倾斜45°,在平板上焊接。分别进行焊枪完全左偏、完全右偏和对中焊缝的焊接实验, 每种情况均进行5 组实验,每组实验采集若干个偏差数据。处理时首先对每组偏差数据求均值和标准差,再由标准差求出平均标准差如表1所示 。当某一检测值与平均值的距离大于3 倍的标准差或相邻两次检测值的距离大于2 倍的标准差时, 则发生了一次粗大误差。以粗大误差发生的概率和标准差的大小作为偏差检测算法性能的判定标准。
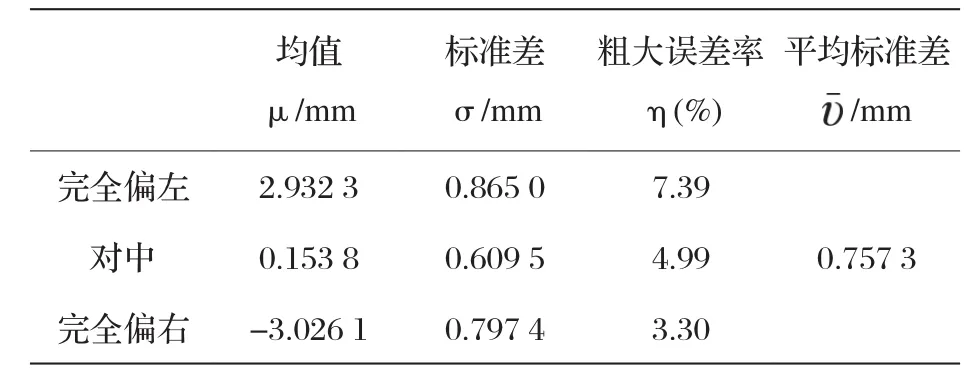
表1 偏差检测试验结果
在实验中偏差提取结果如图6 所示,由图可知提取出的偏差与实际偏差的误差大多在1.5 mm之内, 反应了实际整体偏差的变化趋势,满足焊缝跟踪的要求。
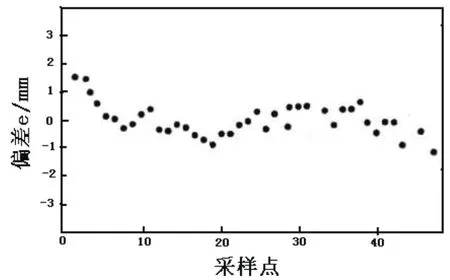
图6 积分差值检测的偏差
5 结论
基于摆动式电弧传感的焊缝跟踪系统信息识别的整个过程,包括信号采样、软件滤波、偏差提取。所采用的软件中值滤波与均值滤波相结合的方法,能明显改善焊接电流波形,为偏差识别提供更加准确的信息。实验结果表明积分差值法检测的偏差信息,为系统能可靠地实现焊缝的自动跟踪提供了准确的依据,使焊缝跟踪精度得到了显著地提高。
[1]来鑫,洪波,洪宇翔,等.基于磁控电弧传感的焊缝偏差信息检测与实时跟踪系统[J].上海交通大学学报,2008,42(增):50-52.
[2]潘际銮.现代弧焊控制[M].北京:机械工业出版社,2000120-156.
[3]周洪.基于电弧传感的焊缝跟踪方法的研究与实现[D].南京:东南大学,2009.
[4]周洪,孟正大.电弧传感焊缝跟踪的信号处理[J].华中科技大学学报:自然科学版,2008,36(增):122-125.
[5]黄凌翔,张华,马国红.旋转电弧传感信号滤波研究[J].传感器与微系统,2009,28(3):12-14.
[6]尉明靖,古军.基于FPGA的改进型中值滤波研究[J].电子测试,2011(12):50-53.
[7]洪波,袁灿,潘际銮,等.电弧传感器小波信号处理系统[J].焊接学报,2005,26(1):61-63.
[8]高延峰,张华,毛志伟,等.旋转电弧传感器焊枪偏差信息识别方法[J].焊接学报,2008,29(4):57-60.
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
智能建筑电气技术(2022年2期)2022-02-06 02:30:58
装备制造技术(2020年9期)2021-01-26 00:14:42
高师理科学刊(2020年2期)2020-11-26 06:01:32
制造技术与机床(2019年9期)2019-09-10 07:36:42
中成药(2017年6期)2017-06-13 07:30:35
电子制作(2017年22期)2017-02-02 07:10:15
焊接(2016年6期)2016-02-27 13:04:57
制造技术与机床(2015年8期)2015-04-24 07:25:38
安徽工业大学学报(自然科学版)(2014年4期)2014-07-11 01:45:54