
汽车花键轴零件的生产工艺综述
2012-11-13 06:40赵升吨李泳峄范淑琴孙振宇
锻压装备与制造技术 2012年3期
赵升吨,李泳峄,范淑琴,孙振宇,张 琦
(西安交通大学 机械工程学院,陕西 西安 710049)
汽车花键轴零件的生产工艺综述
赵升吨,李泳峄,范淑琴,孙振宇,张 琦
(西安交通大学 机械工程学院,陕西 西安 710049)
简述了花键联接的特点、花键轴零件在汽车底盘中的安装部位及其在汽车工业中的重要性。根据2008~2011年我国汽车总产销量分析了汽车花键轴零件的需求状况。分析了目前我国汽车花键轴零件的生产工艺及供货方式,指出强化我国汽车花键轴零件的高效、精密、节材工艺及设备研发的必要性,以及专业化、系列化、标准化、批量化生产汽车花键轴零件的迫切性。
机械制造;花键轴;生产工艺;综述;汽车
1 引言
汽车工业在国民经济中起着举足轻重的作用,汽车也是人们日常出行重要的交通工具,与人们生活息息相关。汽车花键轴零件作为汽车整体组成中不可或缺的零件之一,其供求状况直接决定着汽车工业的生产能力及发展水平。
本文首先简述了汽车的整体组成以及花键联接的特点,明确了花键轴零件在汽车底盘中的安装部位以及对汽车正常工作的重要性。其次简单分析了我国2008~2011年我国汽车产销情况,并根据2011年我国汽车的产量指出我国2011年汽车用花键轴零件的需求量达55000万件左右。最后分析了目前我国汽车花键轴零件的生产工艺,并基于四大汽车集团(上汽、一汽、东风、长安)简要分析了目前我国汽车花键轴零件两种供货方式的优缺点,指出汽车花键轴零件生产方式的发展方向:高效、精密、节材以及专业化、系列化、标准化、批量化。
2 汽车花键轴零件介绍
汽车从总体组成上包括四大部分:发动机、底盘、车身、电气设备[1]。发动机是汽车的动力装置,作用是使燃料经燃烧转化为汽车的动能。底盘是汽车的骨架,用来支承车身,接受发动机的动力,保证汽车的正常行驶。底盘又可分为传动系统、行驶系统、转向系统和制动系统。车身是形成驾驶员和乘客乘坐空间和装载货物的装置。电气设备包括电源、发动机起动系统以及汽车照明等用电设备[2][3]。
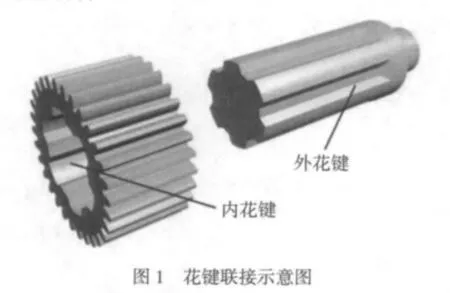
花键轴是机械系统中用来传递轴与轴之间运动和扭矩的零件,花键联接由轴上的外花键和毂孔的内花键组成,如图1所示。花键联接作为一种联接强度高、结构紧凑、可靠性高的联接方式,广泛应用在航天航空、汽车、拖拉机、船舶、机床、工程机械等领域。花键按照齿形的不同可分为矩形花键和渐开线花键两大类。矩形花键特点为多齿工作、承载能力高、对中性好、导向性好、应力集中小、轴与毂强度削弱小,加工方便;渐开线花键特点是齿廓为渐开线,受载时齿上有径向力,能起自动定心作用,使各齿受力均匀,强度高,寿命长,加工工艺与齿轮相同,易获得较高精度和互换性[4][5],适用于载荷较大、定心要求精度高的场合。
由于花键联接具有诸多优点,花键轴零件被广泛应用在汽车工业中,主要在汽车整体组成中的底盘部分上,用来实现传动、变速、转向等功能。如图2所示,其中圈出的部位为花键轴零件的安装位置。
例如:传动系统中,离合器、变速器、万向传动装置、差速器等都含有花键轴零件;在行驶系统中的前桥、后桥和驱动桥中含有花键轴零件;在转向系统和制动系统中的转向柱、制动器等也都含有花键轴零件[1-3]。据统计,在一辆中型卡车上含花键轴零件30件左右,其中典型的花键轴零件有差速器半轴、万向节轴叉、转向柱、变速器输出轴等,如图3所示。
以一辆中型卡车(东风EQ140型)为例,在其汽车整体组成中花键轴零件的使用如下:在中间传动轴花键轴、主动锥齿轮花键、后桥半轴花键和差速器半轴齿轮花键等位置通常使用渐开线花键,模数取2.5居多,齿数取18、20居多,材料则有40MnB15、20MnVB等。在第一轴花键、离合器盘毂花键、第二轴花键、传动轴花键、转向传动轴花键、万向节滑动叉花键、制动凸轮花键等位置通常使用矩形花键,齿数从6到20不等,而材料则选用40MnB45、18Cr-MvTi、45等。此外,三角花键也有一定的采用,如在转向摇臂轴花键、转向轴花键等[6]。
由此可见,花键轴零件在汽车构造上的应用极其广泛,并且在很多场合起着不可或缺的作用。可以说,汽车花键轴零件的生产制造能力直接影响着汽车工业的生产能力和发展水平。
3 中国汽车需求量分析

在我国,宏观经济的持续稳定、国家出台的“汽车下乡”、“小排量乘用车购置税优惠”、居民收入消费水平的提高等多种因素保证了汽车市场的持续繁荣。但随着汽车工业的高速发展,环境、交通等方面的问题日益突出,汽车工业也出现了一些新的变化,例如国家的总量刺激政策逐渐向调控和结构调整、节能和新能源汽车产业进入实际操作阶段、汽车消费成本不断上升、汽车市场在在城市地区的消费能力逐渐饱满,进入了普及期,汽车需求重心将逐渐转向二、三线城市。
从表1可以看出,2008~2011年间,中国汽车的总产销量几乎呈现出直线增长的规律。可以说,中国汽车工业正处在全盛时期,并且将持续5~10年,每年的汽车产销总量将基本维持在2000万辆左右。汽车工业的快速发展以及汽车的庞大需求量对汽车零

表1 2008~2011年中国汽车产销情况(万辆)
部件的需求量及使用要求也将不断提高。
4 中国汽车花键轴零件需求分析
按照2011年中国汽车总产量1841.89万辆、每辆汽车上花键轴零件30件计算,忽略汽车用花键轴零件使用折旧方面的需求量,2011年中国汽车用花键轴零件数量可达55000万件。并且在未来的5~10年内,中国汽车工业对花键轴零件的需求量仍然十分庞大,基本维持在60000万件左右。这对于目前中国汽车工业中花键轴零件生产能力提出了新的挑战。
5 我国汽车花键轴零件生产工艺及供货方式分析
目前,花键轴零件的生产工艺主要有传统的切削加工工艺和塑性成形工艺两种方式[8]。切削加工工艺可分为仿形法和展成法两种。仿形法是利用与花键轴齿廓曲线相同的成形刀具在机床上直接切出齿槽而成形花键轴零件。通常在卧式铣床或专用花键轴零件铣床上完成,刀具通用性差,生产效率低,加工精度达6~7级,适合单件小批量生产。展成法分为插齿和滚齿两种,在插齿加工花键轴零件工艺中,需使用专用的与花键轴齿廓相同的插齿刀完成花键轴零件的加工,生产效率低,加工精度达6~7级;而在滚齿加工花键轴零件工艺中,滚齿刀具的轴向截面齿廓为精确的直线齿廓,刀具在转动时相当于齿条在移动,可实现花键轴零件的连续切削。花键轴的展成法生产需在专用的插齿机或滚齿机上完成,生产效率高,加工精度达6~7级,适合大批量生产,但设备成本较高。
汽车花键轴零件的塑性成形工艺利用了金属在常温下具有一定塑性的特点,在模具的作用下使毛坯产生塑性变形而形成渐开线花键轴。根据成形原理的不同可分为挤压、滚轧、滚打等[8-11]。
花键轴零件的挤压工艺较为常见。毛坯在压力机作用下通过具有与花键轴零件参数相同的内花键模具,毛坯在轴向送进的同时在径向逐渐发生塑性变形,从而在毛坯表层挤压出花键结构。挤压生产方式机床简单,但模具容易磨损,仅适于加工齿数和模数较小的花键轴零件,不能加工细长类花键零件,生产效率较高,成形花键轴零件表面质量可达Ra0.8,抗弯扭能力强。
花键轴零件的滚轧工艺中,滚轧模具在转动的同时压入毛坯,使毛坯表层金属产生塑性变形,从而形成花键轴零件的齿廓结构。可分为齿轮形模具滚轧和齿条形模具滚轧两种。滚轧生产方式需专用机床,设备成本高,可加工小模数、阶梯类花键轴零件,生产效率高,成形花键轴零件表面质量可达Ra0.4~1.6,使用性能好。如法国Escofier公司的Flex 40 syncroll型号的花键轴滚轧机,加工毛坯直径可达130mm,最大模数可达2.5,加工长度可达400mm,滚轧时间为6~12s。
花键轴的滚打工艺中,用一对与花键轴零件齿廓一致的滚轮作为模具,滚轮在高速旋转的同时打击工件,使工件产生塑性变形而成形花键结构。滚打生产方式需专用机床,且滚轮制作困难,可加工大模数花键轴零件,但不能加工阶梯类花键轴零件,生产效率比切削生产方式高,但略低于挤压及滚轧生产方式,成形花键轴零件表面质量可达Ra0.4~0.8,使用性能好。如瑞士GROB公司的ZRMe12花键冷滚打机,加工毛坯直径可达340mm,加工长度可达1000mm。
可见,花键轴零件的塑性成形生产方式较切削加工具有生产效率高、材料利用率高、产品使用性能好等诸多优点,符合汽车轻量化的生产目标,将会逐渐取代传统的切削方式,成为汽车花键轴零件的主要生产方式。但从以上花键轴零件在汽车整体组成中的应用情况可以看出,花键轴零件种类多,且花键轴零件的生产工艺中多需用专用的切削或成形设备,生产成本高,因而目前基本没有任何一家汽车企业拥有生产所有汽车花键轴零件的设备。
随着经济全球化和生产全球化的迅猛发展,很多企业的生产组织形式都一定程度上受到了影响。生产全球化的生产组织模式有以下优点:加强企业核心竞争力,提高企业灵活性和抗风险能力,降低市场交易成本[12]。目前,中国汽车工业中花键轴零件的供货方式主要有两种,一是汽车企业自主生产供货,二是由专门的汽车零部件生产企业供货。第一种供货方式计划性强,但生产成本大,生产周期长,通常存在于一些传统的汽车企业;第二种供货方式虽计划性差,但生产成本低,生产周期短,且生产灵活性强,通常存在于合资类汽车企业。结合2008~2011年中国汽车企业销量排名分析,前4位均由上汽、一汽、东风、长安四大汽车集团占据,而这四大汽车集团均为合资企业,自主企业中奇瑞、比亚迪、江淮、吉利等位列7~10位[7]。在这四大汽车集团中,上汽主要从事乘用车、商用车和汽车零部件的生产、销售、开发、投资及相关的汽车服务贸易和金融业务。一汽主营业务板块按领域划分为研发、乘用车、商用车、毛坯零部件、辅助和衍生经济等六大体系。东风主营业务包括全系列商用车、乘用车、发动机及汽车零部件等。长安主营业务包括长安牌微型汽车、长安铃木、长安福特马自达汽车的开发、制造和销售,同时制造和销售用于微型汽车系列产品的各种型号的江陵牌发动机。
从四大汽车集团的主营业务可以看出,这些大型汽车集团都从事汽车零部件生产业务,具有一定的汽车零部件生产能力,也即属于汽车花键轴零件自主生产供货范畴。例如在上汽集团,其离合器由其旗下的上海萨克斯动力总成部件系统有限公司负责供应。在一汽集团,变速箱由其旗下的一汽解放汽车有限公司变速箱分公司负责生产,车桥则由一汽解放汽车有限公司车桥分公司负责供应,而富奥汽车零部件有限公司则主要生产供应汽车的转向及传动系统。在东风汽车集团,其变速器由东风汽车变速箱有限公司负责供应,车桥总成由东风车桥股份有限公司负责供应,离合器由东风汽车传动轴有限公司负责供应。但是,花键轴零件由专门的汽车零部件生产企业供应的方式也同样存在于上述四大汽车集团中,例如上汽集团,其转向机构是由上海采埃孚转向机有限公司负责供应,而等速万向节传动轴、十字万向节传动轴等零部件由上海纳铁福传动轴有限公司供应。可见,由于汽车花键轴零件的生产特点以及受生产全球化的影响,目前中国大部分汽车企业在汽车花键轴零件的供货上多采用由专门的汽车零部件生产企业供货的方式。
但是,目前我国专门的汽车零部件生产企业中,存在花键轴零件生产水平参差不齐,生产方式多以传统的切削加工为主等问题,不利于我国汽车工业零部件制造水平的提高和汽车轻量化生产目标的实施。因此,强化我国汽车花键轴零件高效、精密、节材的生产工艺及设备研发,建立汽车零部件专业化、系列化、标准化、批量化的生产方式就显得非常必要和迫切。
6 结论
(1)由于花键联接具有联接强度高、结构紧凑、可靠性高等诸多优点,花键轴零件被广泛应用在汽车的底盘构造中,通常每辆汽车的整体组成中约含30个左右花键轴零件。
(2)目前我国汽车工业处于全盛时期,并且在未来5~10年,我国汽车每年的总产销量预计将维持在2000万辆左右,对汽车花键轴零件的需求量达60000万件左右,这对我国汽车工业中花键轴零件的生产能力提出了新的挑战。
(3)汽车花键轴零件的生产工艺包括切削加工和塑性成形两种。其中切削加工工艺包括铣削、插齿和滚齿,塑性成形工艺包括挤压、滚轧和滚打等。
(4)目前我国汽车工业中大部分汽车企业在花键轴零件生产供货方式上采用由专门的汽车零部件生产企业供应的方式。该方式生产成本低、周期短、灵活性强。
(5)强化我国汽车花键轴零件高效、精密、节材的生产工艺及设备研发,建立汽车零部件专业化、系列化、标准化、批量化的生产方式对提高我国汽车零部件制造水平以及实现汽车轻量化生产非常必要和迫切。
[1] 过学迅,黄妙华,肖生发,等.车辆工程(专业)概述[M].武汉:武汉理工大学出版社,2008.
[2] 金国栋,唐新蓬.汽车概论[M].北京:机械工业出版社,1998.
[3] 关文达.汽车构造(第3版)[M].北京:机械工业出版社,2010.
[4] 陈国定,陈晓南,等.机械设计基础[M].北京:机械工业出版社,2005.
[5] 邱宣怀.机械设计(第三版)[M].北京:高等教育出版社,1989.
[6] 周伟佐.东风EQ140型汽车齿轮和花键主要参数[J].汽车与配件,1985,(2).
[7] 中国汽车工业协会网站(http://www.caam.org.cn/).
[8] 崔凤奎,李 言,李春梅.渐开线花键加工方法进展[J].矿山机械,2007,(2):116-119.
[9] 张凤宽,门连通.渐开线齿外花键开式冷挤压的理论模型与工艺参数的研究[J].锻压装备与制造技术,2006,41(3):95-97.
[10] 李永堂,张大伟,宋建丽,等.花键冷滚压精密成形力学分析与数值模拟[J].锻压装备与制造技术,2007,42(6):79-82.
[11] 张大伟,付建华,李永堂.花键冷滚压成形过程中的接触比[J].锻压装备与制造技术,2008,43(4):80-84.
[12] 周宝根.全球化生产的涵义、方式与意义[J].求实,2005,(6):40-42.
Overview about production process of spline shaft part for automobile
ZHAO Shengdun,LI Yongyi,FAN Shuqin,SUN Zhenyu,ZHANG Qi
(School of Mechanical Engineering,Xi'an Jiaotong University,Xi'an 710049,Shanxi China)
The integrated composition of automobile,characteristic of spline connection and the installation position of spline shaft part on automobile chassis have been introduced in the text.The importance of spline parts to the operation of the automobile has been put forward.The total national production&sales and the demanding of the spline parts from 2008 to 2011 have been simply described.The current production process and supply mode of automotive spline shaft part in China have been analyzed.The necessity of intensifying efficient,precise&materialsaving process and R&D of equipment has been pointed out,as well as the professional,serial,standard,and batch needs to the spline parts.
Spline shaft part;Production process;Overview;Automobile
TG376
B
1672-0121(2012)03-0074-04
2012-01-05
赵升吨(1962-),男,教授,博导,从事先进材料成形技术、复杂机电液系统研究
猜你喜欢
装备制造技术(2020年3期)2020-12-25
装备制造技术(2020年1期)2020-12-25
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
制造技术与机床(2019年8期)2019-09-03
中国金属通报(2019年6期)2019-08-20
热处理技术与装备(2019年3期)2019-07-24
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2018年9期)2018-09-19
机械管理开发(2018年5期)2018-06-01
