
SY高刚度轧机压下螺母的改进
2012-11-11 01:33白淑娟
重型机械 2012年4期
白淑娟
(河北天择重型机械有限公司,河北 邯郸 056200)
0 前言
SY型高刚度短应力线轧机在各钢厂的中小型生产线上应用及其广泛,其优点为投资少、上马快、见效快、容易掌握、调整方便、成材率高等。SY高刚度轧机在长期的使用过程中,轧机机架会出现立柱和压下螺母抱死现象,致使辊缝无法调整的故障,造成整台机器不能使用,严重时无法修复只能报废立柱和压下螺母,造成经济损失。为查找事故原因,把立柱割开后,发现压下螺母和立柱在轧制过程中,经过频繁剧烈的过钢冲击,及压下造成的重载轴向力的作用,最接近球面垫的几圈螺纹塑性变形严重,靠近球面垫螺纹牙尾已经变形侵到球面垫里,使立柱和压下螺母之间抱死。
1 立柱和压下螺母抱死的原因分析
轧机的压下螺母与立柱及球面垫的整体布置形式如图1所示。

图1 轧机压下部件剖面图Fig.1 Cross-section drawn of main parts of roll assembly in rolling mill
造成这一现象的原因,经分析后认为:压下螺母与立柱联接后,在工作时的受力状态是立柱受拉,压下螺母受压,立柱要求被拉长,压下螺母要求被压短,压下螺母的轴向载荷在旋合各圈间的受力分布是不均匀的,从螺母的支撑面算起,第一圈受载最大,占总载荷的33.3%,以后各圈递减。旋合圈数越多,载荷分布越不均匀,到第8~10圈后,螺纹几乎不受载荷。由于第一圈螺纹受载最大,则螺纹牙变形最大。
以φ 450 SY高刚度轧机为例,原压下螺母如图2所示。
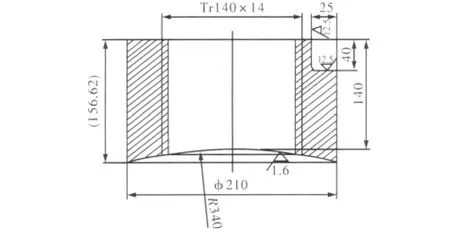
图2 原压下螺母Fig.2 Origional press-down nut
压下螺母悬合圈数为10.5圈,下面前几圈螺纹受力最大,最后两圈几乎不受力,在轧机长期运行过程中,压下螺母受压变形,其螺距逐渐减小,立柱受拉,其螺距逐渐增大,所以受力不同导致螺距变形严重,而且压下螺母的螺纹牙与球面垫紧贴,螺纹牙没有运动空间,导致压下螺母与立柱抱死无法拆卸,最后一圈螺纹牙尾部侵到球面垫里。
2 解决立柱和压下螺母抱死的方法
针对这一问题经过我们反复研究,将压下螺母参照环槽螺母的结构形式作部分改动,由于第一圈螺纹受载最大,到第8~10圈后,螺纹几乎不受载荷,压下螺母螺距为14 mm,螺纹长度为145.89 mm,则压下螺母悬合圈数为10.5圈,在压下螺母靠近球面垫一端去掉一圈半螺纹,则旋合圈数为9圈,在压下螺母下端车出一带有锥度的槽,小端直径略大于压下螺母螺纹的外径。大端直径由小端直径倾斜15°得到,形成环槽,尖角处倒圆弧。槽深19.89 mm,如图3所示。
改进后的压下螺母内缘下端(螺栓旋入端)工作时局部受拉,其变形性质与立柱相同,从而可以减小两者的螺距变化差,使螺纹牙上的载荷分布趋于均匀,也使螺纹牙不贴着球面垫,螺纹牙也不会侵到球面垫里了,其修改后轧机中压下螺母与立柱及球面垫的整体布置形式如图4所示。

4 结语
经过用户使用,改进后的SY高刚度轧机因为压下螺母与立柱抱死造成的事故大为减少。该技术在不改变SY高刚度轧机整体尺寸的情况下改造简单、费用低、效果显著,为进一步提高SY高刚度轧机的使用寿命奠定了基础。
[1] 钱寿铨,白春林.机械设计基础[M].北京:机械工业出版社,1992.
[2] 陈永来,周惠来.最新冶金工业轧机分类设计与安装、调试、维修及设备改造新工艺新技术实用手册[M].北京:中国冶金出版社,2006.
[3] 王峰.F-1300型钻井泵主螺栓及轴承盖的改进.石油矿场机械,2011(09):75-77.
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
军事文摘(2021年16期)2021-11-05
科学与财富(2020年24期)2020-10-27
制造技术与机床(2019年8期)2019-09-03
家庭医药·快乐养生(2018年9期)2018-09-27
航空模型(2018年2期)2018-08-07
中国建筑金属结构(2018年4期)2018-05-23
恋爱婚姻家庭·养生版(2018年12期)2018-01-15
制造技术与机床(2017年11期)2017-12-18
小天使·三年级语数英综合(2014年11期)2014-11-06
