支承辊镶套修复
2012-09-19 02:49:52周才东唐广银
重型机械 2012年4期
周才东,唐广银
(常州金安冶金设备有限公司,江苏 常州213126)
支承辊镶套修复
周才东,唐广银
(常州金安冶金设备有限公司,江苏 常州213126)
针对大型支承辊采用堆焊修复而使辊面组织不均匀的问题,采用了支承辊镶套修复技术,根据支承辊的使用情况设计镶套轧辊的配合直径及联接过盈量,根据配合直径及过盈量确定热装温度,保证安装顺利进行。支承辊镶套修复后,镶套轧辊联接紧固,可以满足支承辊使用性能。实际使用中效果良好。
支承辊;辊面修复;镶套
0 前言
我国大型轧钢、轧铝企业经过几十年的发展,特别是最近几年的发展,产业升级,技术水平和生产能力大幅提高。现代化板带轧机向大型化、高速化、自动化方向发展,随着板材产量迅速增长,这些板材轧机使用的大型合金锻钢支承辊需求数量剧增。大型支承辊一般选用锻造合金钢材质,国内仅中国一重集团公司和中国二重集团公司有能力大批量制造,但因设备有限、工期长等诸多原因,供应数量十分有限,2/3大型支承辊只能依赖进口。支承辊的有效使用层只是辊身表面的淬硬层约50~150 mm,经过多年的使用,好多支承辊都已用到了报废尺寸不能继续使用,放在仓库作废品处理。轧辊实际有效使用量大概占整个轧辊重量15%~25%,其余75%~85%都成了废品不能使用。因为大多数支承辊都是整体锻钢,价格非常昂贵,造成了很大的资源浪费。为了降低企业轧钢成本,延长轧辊使用寿命,支承辊的修复使用受到了很大的关注。现在常用的支承辊修复方法为堆焊修复,由于堆焊修复工艺还不是十分稳定,且堆焊修复后辊面组织不像锻钢那样组织分布均匀且致密,组织中经常会有堆焊缺陷存在,实际使用中采用该方法修复的支承辊经常出现问题。支承辊镶套修复方法是采用锻钢辊套淬火后进行热装,辊面组织状态与整体锻造制造的新辊相同,可以达到新辊使用要求。
轧辊镶套法是指采用过盈配合,在轧辊表面镶一个的辊套。过盈联接的配合直径间有过盈量,在装配后的配合面上,产生了一定的径向压力,当连接件承受轴向力F或扭矩T时,配合面上产生阻力或摩擦力来抵抗和传递外载荷。过盈联接具有结构简单、定心性好、承载能力高、承受变载荷和冲击性能好等优点,在精密机械、重型机械、起重运输机等行业得到广泛的应用[1]。
1 辊套厚度及过盈量的确定
由于修复轧辊参数是确定的,所以辊套的长度、辊套和辊轴材料都是确定的,其核心是过盈量、配合直径的设计。过盈配合选择不当会在热装及使用过程中造成辊套涨裂,在使用过程中配合面产生相对滑动。产生辊套涨裂的原因是过盈量选择太大,产生打滑的原因可能是由于过盈量选择过小。所以过盈量的选择正确与否将决定轧辊修复是否成功。与普通过盈联接不同的是,轧辊在使用过程中还将不断修磨,因此还应考虑辊套直径修磨变小对过盈联接的影响。
镶套后轧辊主要传递扭矩及承受轴向力。为保证过盈联接有效性,径向结合压力p应大于扭矩T及轴向力F共同作用时所产生的合力。如图1所示的结合径向压力p

式中,d为结合公称直径,l为结合长度,f为结合面上的摩擦系数。
根据材料力学中对厚壁圆筒的分析,过盈联接的计算以两个简单厚壁圆筒在弹性范围内的联接为计算基础。过盈配合的最小极限过盈量δmin与结合压力p之间的关系为
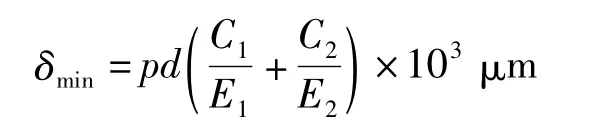
式中,d为结合公称直径;E、C分别为辊套及辊轴的弹性模量和刚性系数,E的单位为MPa;C1为辊轴的刚性系数;C2为辊套的刚性系数。

式中,d1为辊轴的中孔直径,一般为0。d2为辊套的外径(mm)。μ1为辊轴的泊松比,μ2为辊套的泊松比。钢的泊松比为0.3。
为保证联接的结合强度,还应考虑其它对联接强度有影响的因素:结合面表面粗糙度;使用过程中温度差;离心力的作用等[1]。实践证明,粗糙度较小的两表面相配合时配合的情况较好,可以提高联接的紧固性。为降低辊套两端应力集中,防止辊套涨裂,将辊轴配合面两头加工成圆弧过渡,减小配合面两端的过盈量。
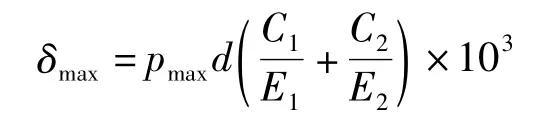
辊套和辊轴都是塑性材料,应该保证联接后两者不发生塑性变形,结合面所受压力pmax不能大于辊套及辊轴的屈服极限σs,保证辊套及辊轴结合面都处于弹性变形范围内,则最大极限过盈量 δmax为
当所选过盈量δ小于最小过盈量时,轧辊轧制时不能有效传递负荷,结合面会发生打滑现象,即结合强度失效;当所选过盈量δ大于最大过盈量时,辊套或辊轴可能产生塑性变形,严重的发生辊套开裂,即联接强度失效[1]。为保证联接的可靠性,所选择的过盈量δ应满足

2 辊套热装温度确定
过盈配合联接常用安装方法有两种:压入法和胀缩法。压入法常用于过盈量不是很大的小件装配。由于镶套轧辊本身较大不适宜用压入法,只能利用胀缩法进行装配。胀缩法也即温差法,通常的做法就是将辊套加热到一定温度后产生膨胀,辊轴在常温状态下,由于温度差的存在,使辊套及辊轴间的过盈配合变成间隙配合。再将辊轴装入辊套,静置一段时间,使辊套与辊轴温差慢慢变小最后形成过盈配合,从而保证辊套与辊轴的联接。根据镶套轧辊配合直径及过盈量,确定辊套热装时加热温度。
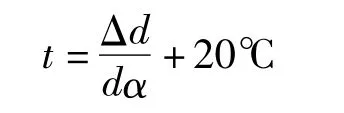
零件形体热变形的影响因素极其复杂,包含了物体本身,环境温度等诸多因素。温度变化引起零件变形的传统计算公式为

式中,dt、d分别为温度t和假设室温20℃时的辊套配合直径尺寸,即辊套内孔;α为线膨胀系数,支承辊材料大都采用铬合金钢,铬钢在20~400℃时的线膨胀系数为13×0.000001/℃。在加热温度t时辊套内孔所产生的膨胀量Δd为
因为安装只能一次性成功,安装过程中发生问题时,不能强迫安装,应重新加热后再安装。安装必须在短时间内完成,所以Δd必须在大于过盈量的基础上保证有足够的间隙量,以便辊套在短时间内一次安装成功。Δd应大于所选定的过盈量δ。根据实际经验选择Δd为

根据辊套直径大小及安装的难易程度选择安装时的间隙量,虽然热装温度选择高可以降低热装时的难度,但是加热温度还受到辊套淬火后回火温度的影响,不能超过淬火后的回火温度。热装温度过高还引起热装后辊套和辊轴间产生过大的热应力。加热后辊套直径方向增大,长度方向也相应增加。热装后直径方向和长度方向都要相应收缩。由于热装后辊套两端和辊套中部散热条件不同,辊套两端散热条件比辊套中部要好的多,形成辊套两端先轴套收缩,辊套中部最后轴向收缩时由于受到辊套两端抱紧形成的阻力,最后使辊套中部形成轴向拉应力,拉应力过大有可能使辊套形成周向开裂。拉应力也有可能克服辊套与辊轴间的摩擦力后收缩。在收缩过程中产生相对滑动擦伤表面,将配合面的波峰磨平,实际上减少了过盈量。为了减少收缩过程中相对滑动产生的擦伤,应使辊套在冷却过程中辊套中部首先冷却收缩抱紧,辊套两端最后冷却后抱紧。为了达到这个目的,可以将辊轴加工成两头过盈量小中间过盈量大的形状;降低热装加热温度,减少膨胀量,从而在冷却过程中减少收缩量。因此热装温度的确定原则是在保证安装成功的基础上选择最低的加热温度。
3 轧辊镶套工艺流程
锻钢轧辊镶套修复的主要流程如下:
(1)利用正常报废的轧辊作辊芯,经过辊身粗加工→探伤→半精加工→精加工→待装配;
(2)辊套采用新的毛坯,粗炼钢水(电炉)→钢包精炼(真空除气)→真空铸锭→锻造→锻后热处理→粗加工→超声波探伤→预备热处理→半精加工→超声波探伤→工频感应淬火→回火→精加工内孔→待装配;
(3)将辊芯、辊套进行热装(图2),再进行最终的精加工以保证图纸尺寸。

图2 轧辊热装图Fig.2 Hot installation of bushing on back-up roll
4 结束语
介绍了轧辊镶套的过盈量的计算方法及制造工艺,利用此方法修复的支承辊已在实际使用中取得了预期效果。支承辊的镶套修复不但为用户大大降低了采购成本,也大大缩短了采购时间,还将用户库存废品得到了很好的利用。即能产生很大的经济效益,而且也符合国家提倡的可持续发展政策。因此支承辊的镶套修复有很大的市场空间。
[1]陈连.过盈联接可靠性设计研究[J].中国机械工程,2005(1).
Back-up roll surface repaired w ith bushing method
ZHOU Cai-dong,TANG Guang-yin
(Changzhou Jin'an Metallurgy Equipment Co.,Ltd.,Changzhou 213126,China)
An overhaul process ofback-up roll repaired with bushingmethod is introduced in this paper to overcome the nonuniformity of the roll surface texture,caused by bead weld on the surface of heavy back-up roll.The fit diameter and shrink fit are designed according to thewear condition of back-up roll.Then the hot charging temperature is decided,whichmakes sure this process successful.With this technology,the sleeve clamps tightly around roll,with which the back-up roll is able tomeet the requirement of application.The result was confirmed by actual use.
back-up roll;roll surface repair;bushing
TG333.17
:A
:1001-196X(2012)04-0092-03
2012-01-05;
2012-02-10
周才东(1972-),男(汉族),江苏常州人,本科,常州金安治金设备有限公司工程师。
猜你喜欢
电子乐园·上旬刊(2022年5期)2022-04-09 21:48:29
哈尔滨轴承(2021年1期)2021-07-21 05:43:12
水泥技术(2020年3期)2020-06-06 09:39:14
农产品加工(2019年22期)2019-12-04 08:07:44
重型机械(2019年3期)2019-08-27 00:58:40
现代制造技术与装备(2018年5期)2018-02-17 03:56:47
科技视界(2017年1期)2017-04-20 00:48:12
中国新技术新产品(2017年7期)2017-03-18 21:14:47
山东工业技术(2015年14期)2015-07-16 18:16:08
微特电机(2015年1期)2015-07-09 03:45:02