
阶梯板在热轧机组PC精轧机上的应用
2012-11-11 01:33吴宝玉
重型机械 2012年4期
吴宝玉
(常州宝菱重工机械有限公司,江苏 常州 213019)
0 前言
某公司热轧机组主要产品为低碳钢、高碳钢、低合金钢、无取向硅钢、有取向硅钢等。设计年产量为370万 t,成品规格为 (1.2~19)mm×(700~1730)mm。此机组采用三菱MH技术,采用了2台粗轧机和7台精轧机,其中在精轧区域F1~F7中,F1~F4机架采用PC轧机,F5~F7机架采用SHIFT轧机。精轧机所有机架压下系统全部采用液压HAGC技术,为了减少压下缸AGC行程和保持轧制线高度,均采用上、下可调阶梯板技术来调节轧制线高度。由于轧材厚度和工作辊辊径不同,F1~F4机架AGC行程为140 mm,F5~F7机架AGC行程为120 mm。下面主要讨论F1~F4机架 (PC轧机)阶梯板的调整方法。
1 机组轧制线工艺要求及阶梯板调整过程
1.1 机组轧制线工艺要求
随着机组轧制生产过程不段的进行,其轧辊将不断的磨损,支承辊和工作辊辊径将不断的减小。然而为保轧制过程能够连续的进行,必须保证其轧制线在一定的范围。热轧机组根据其公司轧制工艺的需要,其轧制线必须保证在-11~+25 mm(理论轧制线+800 mm)。
1.2 阶梯板调整过程
换辊的主要步骤为:
(3)旧的上、下工作辊一起抽出,然后旧的支承辊抽出;
(4)根据新轧辊直径选择合适的上、下阶梯厚度;
(5)将新轧辊装入机架。
3 上、下各阶梯板及调整板的技术参数及轧机辊系调整图
3.1 上、下各调整板的技术参数
(1)上调整板参数
上阶梯板:4个台阶,分别为50 mm/75 mm/100 mm/125 mm
上支承辊调整垫板:20~90 mm(5 mm一个台阶,具体配置见表1)
(2)下阶梯板参数
台阶数量:17
台阶高度:12 mm
最小台阶:50 mm(具体尺寸及换辊挡见图1)
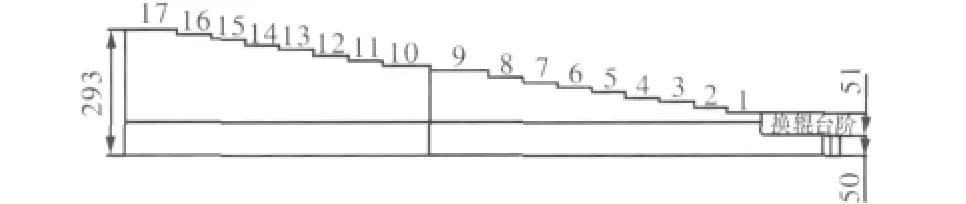
图1 下阶梯板尺寸及换辊挡Fig.1 Size of lower step liner and position of roll change
3.2 轧机辊系调整图
机组热轧PC轧机中轧辊直径:支承辊为1600~1450 mm;工作辊为835~735 mm。辊系调整图如图2所示,其中左边为支承辊和工作辊最大尺寸,轧制线为最高时的状态 (此时阶梯板为3挡),右边为支承辊和工作辊最小尺寸,阶梯板为最厚状态 (此时阶梯板为17挡)。

图2 辊系调整图Fig.2 Diagram of roll system adjustment
4 上、下各阶梯板的阶梯选择计算
4.1 下阶梯板的阶梯选择计算
下阶梯板的阶梯选择主要目的是调整轧制线在规定的工艺范围内,机组热轧机轧制线要求在-11~+25 mm(标高为+800 mm时候)。由附图2可以得出轧制线高度

式中,H为轧制线高度差;A为下窗口中固定不变尺寸1430 mm;d1为下支承辊直径1600~1450 mm;d2为下工作辊直径835~735 mm;t为下阶梯板厚度。
其中A=3190-125-1600/2-835=1430 mm(由附图2最大辊径状态尺寸可以计算得出),此时轧制线标高为+825 mm,为最高轧制线。机组要求最低轧制线为+789 mm,所以在不同阶梯板情况下算出的H值只要在0~+36 mm之间,此阶梯板即符合要求。由此可以把公式1可以简化为

(1)当支承辊和工作都是最大直径时,可以求出89≤t≤125,即能适合的台阶为1,2,3三个台阶,(89尺寸的台阶没有,适合的最小台阶为第1台阶)。
(2)当支承辊和工作都是最小直径时,可以求出264≤t≤300,即能适合的台阶为15,16,17三个台阶。
通过以上的算法,在每次换辊得出辊子直径后,可以得出相应的下阶梯板厚度,根据轧制工艺选择相应的阶梯板。
4.2 上阶梯板的阶梯选择计算
上阶梯板的厚度的确定主要是和所有支撑辊、工作辊、下阶梯板、上支承辊垫板的厚度有关,其目的主要保证工作辊辊缝、AGC油缸行程。通过附图2可以得出上阶梯板厚度:

式中,Tstep为上阶梯板厚度;G为辊缝70 mm;d3为上支承辊直径1600~1450 mm;d4为上工作辊直径835~735 mm;Tst为上支承辊垫板厚度(见表1);X为油缸行程0~140 mm;B为上窗口中固定不变尺寸2002 mm;其中B=3780-70-1600/2-835-20-50-3=2002 mm(由附图2最大辊径状态尺寸可以计算得出)。机组热轧机其辊缝要求为70 mm,且上阶梯板设计台阶高度为25 mm,分别为50 mm/75 mm/100 mm/125 mm。由于辊径的变化由上阶梯板和AGC油缸共同来补偿,所以公式 (2)可以简化为

将新辊尺寸和已知垫板尺寸代入公式 (3)可以求出剩余变化尺寸,得出以下的上阶梯板判断标准:50≤Tstep+X<75,上阶梯板用50 mm
75≤Tstep+X<100,上阶梯板用75 mm
100≤Tstep+X<125,上阶梯板用100 mm
125≤Tstep+X,上阶梯板用125 mm
(1)当支承辊和工作都是最大直径时,AGC行程要加上70 mm(辊缝0位标定)。
①假如下阶梯板用第3级,厚度为125 mm时可以求出:
Tstep+X=53 mm,即选用50 mm台阶,此时AGC行程为3+70 mm。
②假如阶梯板用第1级,厚度为101 mm时可以求出:
Tstep+X=77 mm,即选用75 mm台阶,此时AGC行程为2+70 mm。
(2)当支承辊和工作都是最小直径时,AGC行程要加上70 mm(辊缝0位标定)。
①假如下阶梯板用第17级,厚度为293 mm时可以求出:
Tstep+X=165 mm,即选用125 mm台阶,此时AGC行程为40+70 mm。
②假如阶梯板用第15级,厚度为269 mm时可以求出:
Tstep+X=189 mm,即选用125 mm台阶,此时AGC行程为64+70 mm。
以上极限状态的AGC行程均在其设计范围内。
5 结束语
从某公司热轧机组PC精轧机的结构和其轧制工艺出发,详细的分析了辊径变化、轧制线变化、辊缝和阶梯板厚度的关系,推导了选择合适上、下阶梯板的公式。为现场轧制生产提供了理论依据。
猜你喜欢
铝加工(2022年3期)2022-11-24
机械设计与制造(2022年10期)2022-10-12
保健与生活(2022年16期)2022-08-06
一重技术(2021年5期)2022-01-18
新疆钢铁(2021年1期)2021-10-14
家庭影院技术(2019年12期)2020-01-19
中国计算机报(2018年13期)2018-05-23
人大建设(2017年12期)2017-08-15
重型机械(2017年3期)2017-07-19
学苑创造·B版(2016年4期)2016-04-14
