基于多级蒸汽机械再压缩热泵的稀N,N-二甲基甲酰胺水溶液蒸馏浓缩工艺
2012-11-09 02:48杨德明
石油化工 2012年11期
杨德明,陶 磊
(常州大学 石油化工学院,江苏 常州 213164)
工业技术
基于多级蒸汽机械再压缩热泵的稀N,N-二甲基甲酰胺水溶液蒸馏浓缩工艺
杨德明,陶 磊
(常州大学 石油化工学院,江苏 常州 213164)
分析了蒸汽机械再压缩(MVR)热泵蒸馏浓缩工艺的特点和适用工况,以稀N,N-二甲基甲酰胺水溶液的浓缩过程为研究对象,提出了三级MVR热泵蒸馏浓缩工艺。采用Aspen Plus化工流程模拟软件中的严格精馏模块和压缩机模块,以能耗最低为目标函数,对三级MVR热泵蒸馏浓缩工艺和三效蒸馏浓缩工艺分别进行了模拟与优化,得到了合适的工艺操作参数。模拟结果表明,与三效蒸馏浓缩工艺相比,三级MVR热泵蒸馏浓缩工艺节能约83.2%,其平均能效比(压缩机制热量与压缩机输入功率的比)为0.834;多级MVR热泵蒸馏浓缩工艺具有较大的经济优势。
稀N,N-二甲基甲酰胺水溶液;蒸汽机械再压缩热泵;三效蒸馏浓缩;节能;Aspen Plus软件
机械蒸汽再压缩 (MVR)的基本原理是将过程产生的二次蒸汽经压缩机压缩后,把电能转化为热能,提高二次蒸汽的温度、压力和热焓,再进入换热器冷凝以充分利用蒸汽的潜热,达到大幅节能的目的[1-4]。MVR作为一种节能效果尤为明显的工艺,已在海水脱盐和物料浓缩方面得到了广泛的研究和应用[5-9]。
目前N,N-二甲基甲酰胺(DMF)的回收大多采用吸附分离、多塔蒸馏等节能方法[10-13]。吸附分离法往往使DMF达不到较高的浓度,而多效蒸馏过程也需使用蒸汽,因此节能效果也不是很明显。鉴于MVR热泵的节能特点,有必要对稀DMF水溶液的蒸馏浓缩工艺进行模拟研究。
本工作针对稀DMF水溶液的浓缩过程,提出了三级MVR热泵蒸馏浓缩工艺,采用Aspen Plus化工流程模拟软件进行模拟,并与三效蒸馏浓缩工艺进行了比较。
1 MVR热泵蒸馏浓缩工艺
1.1 MVR热泵蒸馏浓缩工艺分析
MVR热泵蒸馏浓缩示意见图1。图1中的T为压缩机出口压力下对应的蒸汽饱和温度(即蒸汽冷凝温度),t为被加热物料的汽化温度,wDMF为浓缩液中DMF的质量分数。则塔底换热传热温差为Δt=T-t,压缩比为p2/p1。MVR热泵浓缩工艺一般要求Δt为10~15 ℃。若Δt太小,所需的换热面积就会过大,设备投资随之加大;反之若Δt太大,压缩机的功耗就会大幅度增加,操作费用也会随之加大,而且客观上蒸气压缩机的p2/p1一般不会超过2。因此,Δt为10~15 ℃是最为经济的。
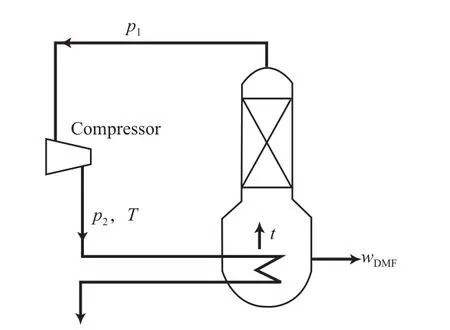
图1 MVR热泵蒸馏浓缩的示意图Fig.1 Schematic diagram of mechanical vapor recompression(MVR) heat pump distillation concentration.
对于稀DMF水溶液的浓缩,若采用单级MVR热泵蒸馏浓缩工艺,由于以上Δt条件的制约,往往达不到要求的浓缩程度。为此提出了多级MVR热泵蒸馏浓缩工艺,而多级MVR热泵蒸馏浓缩工艺的级数必然也会受Δt的限制。这是因为随浓缩级数的增加,物料浓缩的程度提高,导致物料的汽化温度升高,这就要求压缩机出口的蒸汽温度也要相应地提高,而压缩机出口温度的提高必然要求p2/p1增大。但由于蒸汽压缩机的p2/p1一般不会超过2,所以压缩机出口的蒸汽温度必然会受到限制。因此,MVR热泵浓缩工艺的级数与物料的浓缩程度以及操作压力等参数有关。以下通过模拟计算确定稀DMF水溶液MVR热泵蒸馏浓缩工艺的级数。
假定稀DMF水溶液的处理量为5 000 kg/h,其中MDF的含量为10%(w),要求浓缩至约50%(w),并规定蒸出的废水中DMF含量不大于200×10-6(w)。考虑到DMF在高温下容易分解,因此浓缩过程需在常压或负压下进行。
利用Aspen Plus化工流程模拟软件模拟得到不同操作压力条件下Δt与wDMF之间的关系,计算结果见表1。由表1可见,当规定p2/p1=1.8~2.0时,随料液中DMF含量的增加,即便是采用比较低的操作压力,其Δt下降也很快。当wDMF≥50%后,Δt已低于10 ℃,此时再采用MVR热泵工艺,设备投资就会大幅度提高,已失去了该工艺的经济优势。
模拟结果表明,若采用三级MVR热泵蒸馏浓缩工艺,从稀DMF水溶液浓缩的工艺要求以及MVR热泵技术本身的适用条件两方面均能得到满足。因次采用三级MVR热泵蒸馏工艺对稀DMF水溶液进行浓缩。
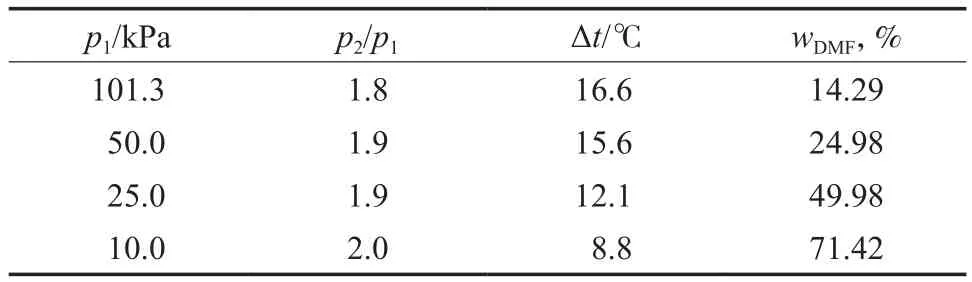
表1 Δt与wDMF 之间的关系Table 1 Relationship between Δt and wDMF
1.2 三级MVR热泵蒸馏浓缩工艺流程
稀DMF水溶液三级MVR热泵蒸馏浓缩工艺的流程见图2。
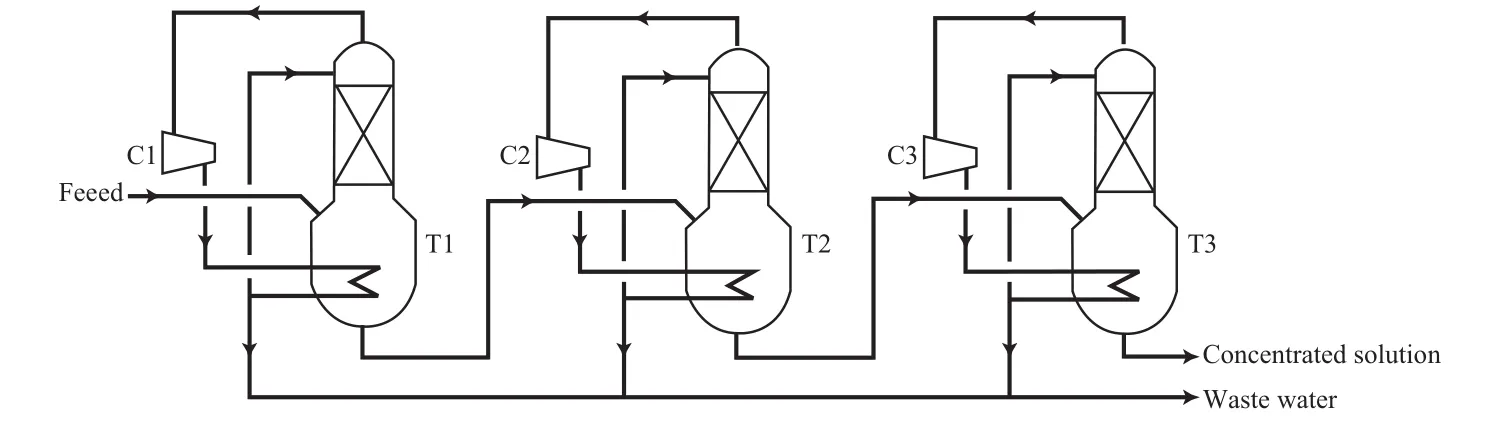
图2 稀DMF水溶液三级MVR蒸馏浓缩工艺的流程Fig.2 Schematic diagram of triple-stage MVR heat pump distillation concentration of dilute DMF aqueous solution.
料液(稀DMF水溶液)进入一级脱水塔T1塔底,在压缩蒸汽的加热下受热汽化,塔顶蒸汽进入一级压缩机C1压缩后,与塔底物料进行换热,释放潜热冷凝成饱和液体,小部分回流入塔,大部分作为废水排出。一级脱水塔T1塔底物料进入二级脱水塔T2,依次类推,最后在三级脱水塔T3塔底得到浓缩液(提浓后的DMF水溶液)。为控制蒸出的废水中DMF的含量,每级浓缩塔内均装填一定高度的填料,以保证蒸出的废水中DMF的含量不大于200×10-6(w)。
1.3 三级MVR热泵蒸馏浓缩工艺模拟
选用Aspen Plus化工流程模拟软件中的严格精馏模块和压缩机模块分别模拟脱水塔和蒸汽压缩机,采用NRTL方程计算汽液相平衡数据,以能耗最低为目标函数进行模拟计算。根据表1的结果,规定三级脱水塔塔底出料中DMF的含量(w)分别为14.29%,24.98%,49.98%;操作压力分别为101.3,50.0,25.0 kPa,在此条件下的模拟结果见表2。由于考虑了脱水塔填料层的压降,每级脱水塔塔底的实际压力比塔顶压力略高,因而导致损失了一定的Δt,表2中的Δt即为有效Δt。
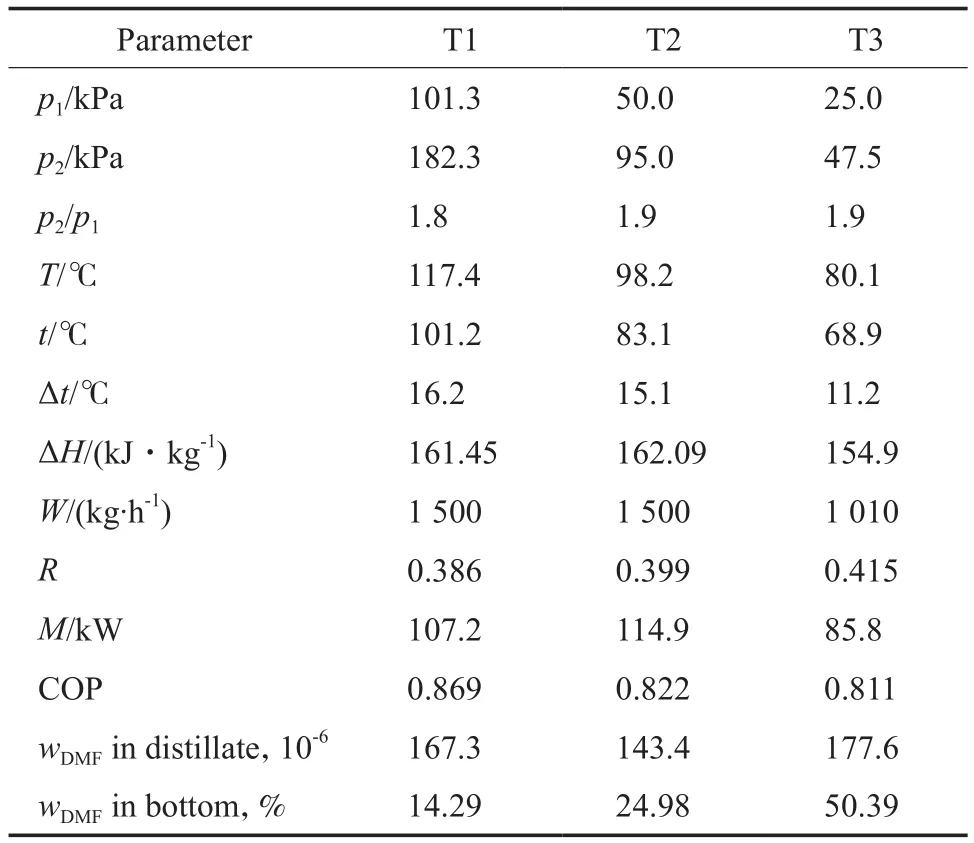
表2 三级MVR热泵蒸馏浓缩工艺的模拟结果Table 2 Simulation results of the triple-stage MVR heat pump distillation concentration
MVR热泵系统的能效比(COP)定义为压缩机制热量与压缩机输入功率的比,三级MVP热泵的平均COP为0.834。由表2还可看出,随操作压力和温度的降低,COP随之减小,这是因为在低压工况下,蒸汽的体积增大,势必要提高p2/p1,导致压缩机功耗加大。因此在低压和低温工况下,不适合采用MVR热泵蒸馏浓缩工艺。
由于MVR热泵蒸馏浓缩工艺没有用到外供的加热蒸汽(系统启动时除外)和冷却水,因而总的操作费用仅为压缩机的功耗。压缩机总的功耗为307.9 kW,则处理每吨稀DMF水溶液的能耗约为61.6 kW·h。按每吨标煤折合2 500 kW·h电计算,则三级MVR热泵蒸馏浓缩蒸发每吨水相当于消耗标煤分别约28.6,30.6,33.9 kg,蒸发每吨水平均能耗约为31.0 kg标煤。MVR热泵蒸馏浓缩工艺的经济优势非常明显。
2 三效蒸馏浓缩工艺模拟
2.1 三效蒸馏浓缩工艺模拟
为进一步考察MVR热泵蒸馏浓缩工艺的节能效果,采用三效蒸馏浓缩工艺进行比较。三效蒸馏浓缩工艺的流程见图3。一效脱水塔T1塔底用界外蒸汽加热,二效脱水塔T2塔底用一效脱水塔T1塔塔顶蒸汽加热,依次类推,最后在三效脱水塔T3塔底得到DMF浓缩液。
由于三效蒸馏浓缩工艺的能量平衡主要取决于第一效的蒸发量,所以若第一效的蒸发量增加(即回流比加大),则二效和三效的回流比同样会增大,分离效果会变好,但能耗也会随之增加。规定三效脱水塔的操作压力分别为101.3,50.0,25.0 kPa,在满足稀DMF水溶液浓缩要求的前提下,进行优化模拟,模拟结果见表3。表3中的Δt即为相邻两塔前面一塔的塔顶温度与后面一塔的塔底温度之差。三效浓缩工艺的操作费用即为一效脱水塔塔底蒸汽费用和三效脱水塔的塔顶冷却水费用。
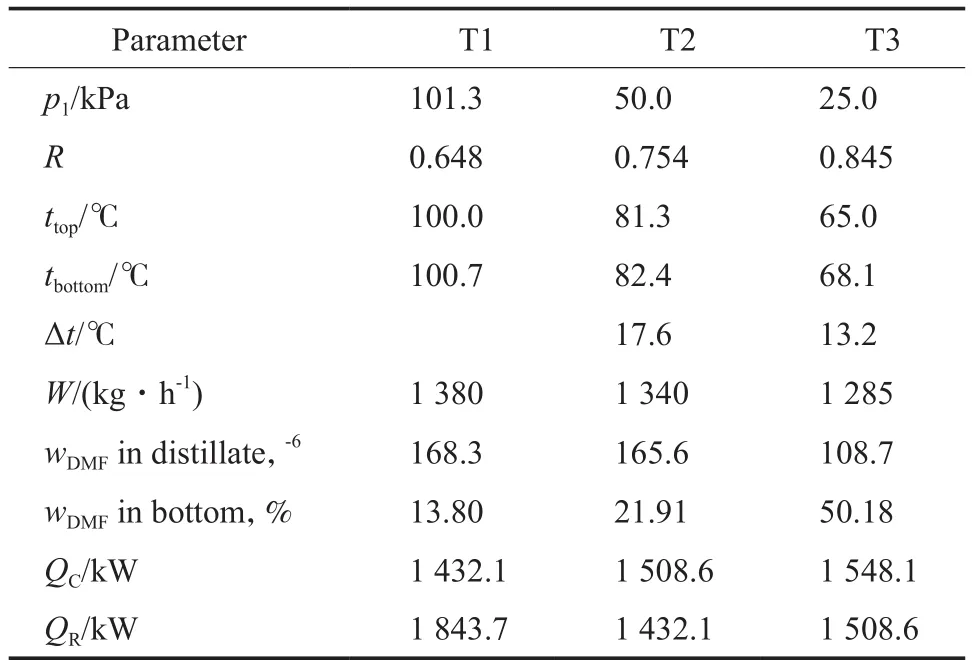
表3 三效蒸馏浓缩工艺的模拟结果Table 3 Simulation results of the triple effect distillation concentration
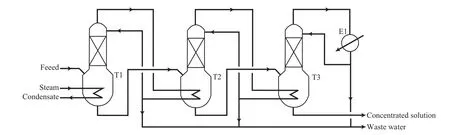
图3 三效蒸馏浓缩工艺的流程Fig.3 Schematic diagram of triple effect distillation concentration.
由表3可见,一效脱水塔塔底热负荷为1 843.7 kW,则处理每吨稀DMF水溶液的能耗约为369 kW·h,折合成标煤,蒸发每吨水消耗标煤约为184.1 kg。此能耗尚未计入冷却水的消耗。
2.2 讨论
MVR蒸馏工艺非常适合于塔顶和塔底温差相差不大的场合,这样才可以通过压缩塔顶蒸汽,提高其热焓用于塔底的供热,以达到大幅度节能的目的。由于蒸汽的热焓比较大,因此MVR蒸馏工艺对于塔顶汽相为蒸汽的工艺尤其适合采用。通过计算可知,与三效蒸馏工艺相比,一方面由于MVR蒸馏工艺本身的节能特点,另外一方面由于MVR蒸馏工艺不需要任何冷却介质,因而操作费用大幅降低。但由于目前蒸汽压缩机的造价比较昂贵,因此设备投资较大。
对于类似稀水溶液的浓缩和回收,多级MVR热泵工艺是一条可行的新型节能技术路线。但鉴于压缩机的投资费用比较大,需综合考虑。
3 结论
(1)通过对MVR热泵蒸馏浓缩稀DMF水溶液工艺的分析,结合模拟计算结果,认为采用三级MVR热泵蒸馏浓缩工艺较为合理经济。
(2)常压或近常压工况条件下,MVR热泵系统的COP较低压和低温工况条件下的COP要高。因此,在比较低的压力工况条件下,不适合采用MVR热泵蒸馏浓缩工艺。
(3)采用三级MVR热泵蒸馏浓缩工艺,蒸发每吨水平均消耗标煤约为31.0 kg;而采用三效蒸馏浓缩工艺,蒸发每吨水消耗标煤约为184.1 kg。相对于三效蒸馏浓缩工艺,三级MVR热泵蒸馏浓缩工艺可节能约83.2%。
[1] Mabrouk A A,Nafey A S,Fath H E S. Thermoeconomic Analysis of Some Existing Desalination Processes[J].Desalination,2007,205(1/3):354 - 373.
[2] Aly N H,El-Fiqi A K. Mechanical Vapor Compression Desalination Systems:A Case Study[J].Desalination,2003,158(1/3):143 - 150.
[3] El-Dessouky H,Ettouney H,Al-Fulaij H,et al. Multistage Flash Desalination Combined with Thermal Vapor Compression[J].Chem Eng Process,2000,39(4):343 - 356.
[4] Aybar H S. Analysis of a Mechanical Vapor Compression Desalination System[J].Desalination,2002,142(2):181 - 186.
[5] Ettouney H. Design of Single-Effect Mechanical Vapor Compression[J].Desalination,2006,190(1/3):1 - 15.
[6] Mabrouk A A,Nafey A S,Fath H E S. Analysis of a New Design of a Multi-Stage Flash-Mechanical Vapor Compression Desalination Process[J].Desalination,2007,204(1/3):482 - 500.
[7] Nafey A S,Fath H E S,Mabrouk A A. Thermoeconomic Design of a Multi-Effect Evaporation Mechanical Vapor Compression(MEE-MVR) Desalination Process[J].Desalination,2008,230(1/3):1 - 15.
[8] 李树生,吴宗生. 滩田饱和卤水机械式蒸汽再压缩蒸发工艺研究[J]. 盐业与化工,2009,38(1):18 - 20.
[9] 梁林,韩东. 蒸汽机械再压缩蒸发器的实验[J]. 化工进展,2009,28(增刊):358 - 360.
[10] 胡湖生,杨明德,叶血清,等. 萃取-吸附法处理二甲基甲酰胺(DMF)废水的实验研究[J]. 环境科学研究,2004,17(4):40 - 43.
[11] 施小妹,廖祖维,王靖岱,等. 节能型三塔N,N-二甲基甲酰胺回收工艺的用能分析及优化[J]. 化工进展,2009,28(6):1086 - 1095.
[12] 赵舜华,宋锡瑾,张景铸,等. 合成革生产废水中DMF的节能回收新工艺[J]. 化工进展,2007,26(9):1347 - 1350.
[13] 杨德明,郭新连. 多效精馏回收DMF的工艺研究[J]. 计算机与应用化学,2007,25(10):1202 - 1206.
Distillation Concentration of Dilute Dimethylformamide Aqueous Solution Based on Multi-Stage Mechanical Vapor Recompression Heat Pump
Yang Deming,Tao Lei
(College of Petrochemical Engineering,Changzhou University,Changzhou Jiangsu 213164,China)
A process for triple-stage mechanical vapor recompression(MVR) heat pump concentration,which was applied to treating dilute dimethylformamide aqueous solution,was presented by the analysis of the characters and working conditions of the MVR heat pump concentration technique. Aimed at the minimum of the energy consumption,the triple-stage MVR heat pump concentration and triple effect concentration were simulated by means of Compr module and Radfrac module of Aspen Plus software,and suitable parameters were obtained. The research results showed that the triple-stage MVR heat pump concentration process could save energy by 83.2% compared with the triple effect concentration,and the average COP(coffi cient of performance) reached 0.834.
dilute dimethylformamide aqueous solution;mechanical vapor recompression heat pump;triple effect distillation concentration;energy-saving;Aspen Plus software
1000 - 8144(2012)11 - 1298 - 04
TQ 028
A
2012 - 05 - 15;[修改稿日期]2012 - 08 - 24。
杨德明(1966—),男,江苏省苏州市人,硕士,教授,电话 0519 - 86330255,电邮 dmy216@163.com。
(编辑 李治泉)
猜你喜欢
纺织标准与质量(2022年5期)2022-10-27
农业工程学报(2022年13期)2022-10-09
红领巾·萌芽(2019年3期)2019-04-18
红领巾·萌芽(2019年2期)2019-04-18
中国电业与能源(2019年12期)2019-02-15
环境保护与循环经济(2017年6期)2018-01-22
大陆桥视野·下(2017年2期)2017-03-30
中学数学杂志(2016年1期)2016-02-16
资源节约与环保(2012年3期)2012-01-27
青年文摘·上半月(1993年2期)1993-01-01