热喷涂金属陶瓷复合涂层研究进展
2012-10-30 13:22栗卓新祝弘滨孙日超
材料工程 2012年5期
栗卓新,祝弘滨,李 辉,孙日超
(北京工业大学 材料科学与工程学院,北京100124)
热喷涂金属陶瓷复合涂层研究进展
栗卓新,祝弘滨,李 辉,孙日超
(北京工业大学 材料科学与工程学院,北京100124)
随着热喷涂技术应用的日益广泛以及对涂层使用性能的不断追求,由单一材料组成、具有单一结构的热喷涂涂层已难满足使用要求。金属陶瓷复合涂层是由高硬度、高熔点的陶瓷相和高韧性的金属基体组成,在热喷涂过程中,粉末中的金属黏结相被加热到熔化或半熔化状态,而未熔或半熔的陶瓷相在沉积过程中被撞击到基体上迅速固化或塑性变形的金属黏结相固定住,最终形成陶瓷相弥散分布于金属相中的金属陶瓷复合涂层。硬质相陶瓷颗粒的存在,增加了涂层的硬度,同时由于黏结相金属具有较好的韧性,阻止了裂纹的扩展,因此这种涂层可有效提高零件表面的耐磨和耐冲蚀性能[1,2]。
近年来,以 WC,Cr3C2,TiC,TiB2等陶瓷作为硬质相,Ni,Co,Fe作为黏结相的热喷涂金属陶瓷复合涂层在全球引起广泛关注和研究[3-6]。众多研究表明,在热喷涂过程中,金属陶瓷复合粉末会发生氧化、分解和溶解等多种现象,直接影响金属陶瓷复合涂层中相组成、含量和分布情况以及涂层的结构强度,最终影响涂层的使用性能。喷涂方法、喷涂工艺参数以及喷涂粉末的特性是影响这些现象的主要因素。
1 热喷涂方法对金属陶瓷复合涂层组织性能的影响
早期制备金属陶瓷复合涂层,常规的喷涂方法主要是等离子喷涂,其最大特点是焰流温度高,可熔化高熔点的陶瓷类材料,但这也对碳化物陶瓷来说,由于过热容易发生较严重的脱碳氧化反应[7,8]。随着热喷涂技术向高能、高速方向发展,爆炸喷涂(Detonation Gun Spraying,D-Gun)和高速火焰喷涂(High Velocity Oxygen Fuel Spraying,HVOF)方法更具优势,逐渐取代等离子喷涂(Plasma Spraying,PS)成为制备金属陶瓷复合涂层的主要方法。
Mantyla等[9]曾比较了真空等离子喷涂(Vacuum Plasma Spraying,VPS),大气等离子喷涂(Atmospheric Plasma Spraying,APS),HVOF和D-Gun喷涂的WC-Co涂层,发现HVOF和D-Gun喷涂的涂层耐磨粒磨损性能最佳。Otsubo等[10]采用 HVOF和APS制备 Cr3C2-NiCr涂层,发现 HVOF涂层中Cr3C2含量更多,结构比APS涂层均匀致密,在力学性能上,HVOF涂层硬度和韧性都较高,结合强度更是APS涂层的3倍。
相比于高速火焰喷涂和爆炸喷涂金属陶瓷复合涂层,大气等离子喷涂金属陶瓷复合涂层性能大幅下降主要与陶瓷相分解氧化严重和涂层孔隙率大,结构强度低这两个原因有关。
文献[11]认为是APS涂层在高温等离子焰流中加热,并在撞击到基体上快速冷却,这种“过热快冷”的机制产生了大量脆性相(分解产物和非晶相),并使粉末中陶瓷相在涂层中含量减少。这与许多研究结果[3,12]相一致:HVOF和 D-Gun喷涂 WC-Co涂层中只含有少量W2C和含钴非晶相,而等离子喷涂涂层中W2C和含钴非晶相较多,WC分解、氧化较严重,涂层力学性能和耐磨性能较差。
Matthews[13]对大量文献中 HVOF,D-Gun,APS三种不同喷涂方法喷涂Cr3C2-NiCr涂层的孔隙率数据作了归纳统计,发现APS涂层的孔隙率大约为其他两种涂层的5~10倍。这被认为是在喷涂速度低,固-液两相粒子缺乏足够动能的APS喷涂过程中,粉末缺乏足够的夯实作用,且陶瓷相氧化产生大量气体来不及逸出造成的。
金属陶瓷复合涂层的硬度和韧性还受限于陶瓷相与黏结相之间的结合和层片间的结合。碳化物脱碳导致颗粒边缘次生碳化物(如 W2C,Cr3C7)的形成,这会影响结合强度,从而劣化力学性能和耐磨性能。
H.Liao[14]和 Sampath[15]曾采用HVOF喷涂WC-Co涂层,与APS对比,喷涂粒子将具有更高的动能和较低的温度,这使得粒子熔化程度降低,避免了大量脱碳氧化反应的发生,同时提高了涂层片层间的结合强度,降低了孔隙率,使涂层耐磨性能好于等离子喷涂涂层。这与Li等[16]的研究结果一致,他们对比了等离子喷涂和高速火焰喷涂Cr3C2-NiCr涂层的耐冲蚀磨损性能,认为HVOF喷涂涂层耐冲蚀磨损性比APS喷涂涂层性能高的主要原因是涂层致密性好,气孔率低。文献[17]采用球-盘摩擦磨损实验综合对比了等离子喷涂和 HVOF喷涂 WC-Co和Cr3C2-NiCr涂层的摩擦因数,发现HVOF涂层的摩擦因数始终小于APS涂层,而究其原因,主要是由于HVOF涂层的组织更均匀致密,结构强度高,硬度高,磨损过程中,硬质相不容易被剥落、挤出,形成三体磨损从而提高摩擦因数。
2 喷涂粉末特性对金属陶瓷复合涂层组织性能的影响
金属陶瓷喷涂粉末的特性主要包括粉末的形态和粉末中硬质相颗粒的尺寸,这两个因素都对热喷涂涂层的组织结构和性能具有重要影响。
2.1 粉末形态的影响
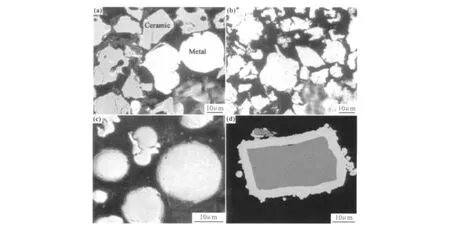
图1 四种不同方法制备的金属陶瓷复合粉末[18,19](a)机械混合;(b)烧结破碎;(c)团聚;(d)包覆Fig.2 Cermet powders prepared by four different methods[18,19](a)blended;(b)sintered and crushed;(c)agglomerated;(d)cladding
金属陶瓷复合粉末的形态往往由于制备方法的不同而表现出较大的差异。图1是四种主要方法制备的金属陶瓷复合粉末[18,19]。不同方法制备的粉末,碳化物在原始粉末中的分布形态不同,会导致在焰流飞行过程中的熔化状态以及与基体碰撞瞬间的行为有所不同,进而影响涂层的结构。
Wirojanupatump等[18]综合对比了 HVOF喷涂三种不同形态粉末的Cr3C2-NiCr涂层的组织结构和性能,发现机械混合粉末在喷涂过程中陶瓷相与金属相会被分开加热与沉积,碳化物沉积率低,与黏结相结合差,组织不均匀,无论力学性能还是耐磨性能上都是最差的。烧结破碎粉末在喷涂过程中存在氧化和向金属相中溶解的行为,碳化物损失也较严重,但尽管如此,由于金属相溶有陶瓷相,涂层整体硬度得到提高,耐磨性能相对混合粉末涂层也较好。团聚粉末在喷涂过程中氧化、溶解等反应程度最低,涂层中碳化物含量最高,所以涂层耐磨性能最好。这与文献[20]的研究结果相一致,他们认为团聚工艺制备的粉末,在飞行过程中黏结相熔化较好,碳化物因受黏结相的包覆熔化程度有所降低。同时,这类粉末中碳化物颗粒均匀而细小,使得粒子与基体碰撞过程中碳化物颗粒反弹程度降低,易于获得碳化物颗粒细小、含量高且与NiCr基体结合强度较高的涂层结构,从而具有较高的抗磨料磨损性能。而机械混合粉末,NiCr黏结相和Cr3C2颗粒分离沉积,因此喷涂过程中碳化物熔化和反弹损失程度较高,导致涂层中碳化物数量减小而降低其磨损性能。李长久等[21]的研究也发现烧结破碎型粉末的失碳量和氧化物含量是团聚型粉末的2倍。
此外,K.H.Baik等[22]研究认为疏松多孔的粉末由于较高的熔化程度会加剧粉末在喷涂过程中的脱碳和分解,密实的粉末可以抑制这种有害反应,这与Atteridge等[23]的研究结果相一致,后者的研究结果表明:纳米结构实心粉涂层的冲蚀磨损率是空心粉末涂层的1/2,是传统实心粉涂层的1/3左右。然而密实的粉末如果不能够完全熔化,也将对涂层密实的层片结构产生影响。为了改进涂层的力学性能和耐磨性能,需要同时减小脱碳反应的发生和涂层的孔隙率。
包覆型粉末可以明显减小喷涂过程中碳化物氧化、分解反应的发生[19,24],但一些研究也发现包覆型粉末由于碳化物芯核尺寸较大,沉积时更容易发生崩弹[25],且大尺寸颗粒加厚了涂层层状组织的厚度,使颗粒之间的结合度下降,涂层气孔率升高,显微裂纹数量增多,涂层的性能降低[26]。文献[27]还采用了一种在喷雾干燥制备的WC-Co团聚粉末上利用氢还原法沉积一层较薄Co层的方法,使碳化物颗粒尺寸减小的同时,抑制了喷涂过程中脱碳和分解反应,最后发现相应涂层的性能得到了提高。
2.2 粉末中硬质相颗粒尺寸的影响
2.2.1 硬质相在喷涂过程中的脱碳程度
Usmani等[28]采用 HVOF喷涂碳化物尺寸分别为1.2,3.8,7.9μm 的初始 WC-Co粉末,得到了碳化物尺寸与滑动磨损和磨粒磨损之间的关系,结果表明碳化物尺寸越小,喷涂过程中脱碳分解程度越大,断裂韧性和耐磨粒磨损性能越差。
在此基础上,Yang等[29]深入研究了不同粒度WC颗粒对HVOF喷涂涂层的影响,结果发现,随着碳化物颗粒尺寸的减小,脱碳相W2C,W含量明显增加,断裂韧性降低,孔隙率提高。在涂层的滑动摩擦磨损性能上,发现虽然碳化物颗粒的尺寸对涂层摩擦因数的影响不大,但较细碳化物颗粒的涂层的耐磨性能却显著增加,这与J.A.Picas等[4]的研究结果相同,他们都认为在细小碳化物颗粒的涂层中,金属黏结相之间结合更紧密,减少了硬质相颗粒的剥落,形成带磨粒的三体磨损机制,而即使剥落的硬质相颗粒,由于尺寸较小,在三体磨损中对涂层的破坏也很小。
热喷涂具有纳米结构硬质相的金属陶瓷复合涂层近年来引起了广泛关注。与微米结构硬质相涂层相比,纳米结构硬质相在喷涂过程中颗粒的铺展可得到有效改善,沉积效率和组织的致密性也将显著提高。但纳米结构硬质相由于具有比超细结构硬质相更高的表面活性,如果不能很好地控制喷涂参数,喷涂时更容易分解脱碳形成脆性相,影响涂层的断裂韧性。D.A.Stewart等[30]对HVOF喷涂条件下制备的纳米结构WC-12Co涂层与常规WC-12Co涂层的磨粒磨损行为进行了深入研究,得出纳米结构 WC-Co涂层的磨损率是常规WC-Co涂层磨损率的1.4~3.1倍,其原因主要是喷涂过程中纳米级WC颗粒更易溶解于熔融Co中,与Co相边缘氧反应造成脱碳,导致富Co相延性降低而优先脱落,然后WC颗粒大量脱落。
事实上,控制好喷涂条件和工艺参数,减少纳米硬质相的分解脱碳行为,保证纳米硬质相颗粒可以有效沉积到涂层中,是获得具有优良性能纳米结构或超细结构金属陶瓷复合涂层的关键。
2.2.2 硬质相在喷涂过程中的沉积行为
李长久[31]认为金属陶瓷颗粒撞击到基体上时是处于黏结相为液态,硬质相几乎为固态的固-液两相状态,硬质相颗粒的尺寸对两相粒子的变形影响很大,所以涂层中硬质相颗粒的尺寸依赖于初始粉末中硬质相颗粒的尺寸。文献[25]还提出了含有不同尺寸硬质相的颗粒扁平化沉积模型,如图2所示。该模型认为在硬质相颗粒小于或等于扁平粒子厚度时,硬质相颗粒可随黏结相扁平化;硬质相颗粒变大时,扁平粒子的厚度将受硬质相尺寸控制;而当硬质相粒子的尺寸超过一定范围后,当撞击到基体时容易崩弹脱落,但这种崩弹现象在低速(如等离子喷涂)或半溶化状态下将被大幅减小。

图2 含有不同尺寸硬质相的固-液两相颗粒扁平化沉积模型[25](其中ds为硬质相直径;δe为扁平粒子厚度)Fig.2 Schematic diagram of effect of hard phase size on flattening of solid-liquid two phase particle[25](ds-diameter of hard phase;δe-thickness of flattening particle)
此外,Yunfei Qiao等[32]和J.M.Guilemany等[33]研究发现含有纳微米混合硬质相颗粒的粉末制备的涂层具有极好的耐磨性能。这是由于纳米颗粒粉末熔化充分,形成了强韧的基体相固定了微米颗粒,使微米颗粒在摩擦磨损过程中不易剥落。这可以类比于混凝土,其中微米颗粒即是石子,纳米颗粒是沙子,而Co基相当于水泥,但这类研究还未真正展开。
3 喷涂工艺参数对金属陶瓷复合涂层组织性能的影响
对于热喷涂金属陶瓷复合涂层,喷涂工艺参数选择的关键是:(1)减小碳化物颗粒氧化分解的程度;(2)提高喷涂粉末的速度。
文献[34,35]系统研究了APS喷涂工艺参数对WC-Co涂层性能的影响,发现使用Ar/He气喷涂涂层脱碳分解较Ar/H2气喷涂涂层少得多。这是由于He作为次气在提高气体流速和等离子体密度的同时降低了等离子焰流的能量,并限制了氧气卷入焰流中,降低了 WC的分解、氧化程度,最终提高了涂层的硬度、韧性和耐磨性能。Cartier等[36]在喷涂功率为22~42kW之间APS喷涂了WC-Co实验时,发现喷涂功率对涂层的结构形貌影响存在一个临界值。这与W.Tillmann等[37]在采用 APS喷涂 WC-Co和 Cr3C2-NiCr涂层时一致,他们发现涂层的孔隙率在500~600A电流范围内存在着先减小后增大的现象,这是由于电流越高,粒子的熔化会更充分。粒子的扁平度更高,涂层会更加致密。但随着电流的持续增加到600A时,碳化物氧化分解程度加剧,涂层的孔隙率逐渐增大。文献[38]也报道了喷涂距离对等离子喷涂Cr3C2-NiCr涂层孔隙率的影响,虽然影响参数不同,但机理却相似,即当喷涂距离过小时,粉末加热不够充分,扁平化程度低,孔隙率增加,结构强度降低;而当喷涂距离过大时,熔融状态的粉末发生严重的氧化、脱碳现象,同时粒子飞行速度减小,孔隙率同样增加。
对于HVOF工艺,燃料的性质、燃料与氧气的比率对脱碳影响很大。文献[39,40]对比了 H2(氢气)、C3H6(乙炔)和C3H8(丙烷)作为燃料涂层的性能,发现C3H8作为燃料的涂层脱碳最少。He等[41]认为过高的燃氧比会使金属陶瓷粉末经历更高的温度,发生严重脱碳,导致涂层硬度和耐磨性降低。这与纪岗昌等[42]的研究成果相吻合,他们认为粒子碰撞基体瞬间的速度和熔化状态对沉积涂层的结构具有较大的影响。适中的燃气流量和氧气流量有利于在实现黏结相熔化的前提下,减少碳化物颗粒的分解,获得碳化物颗粒细小分布均匀、层间结合状态较好的涂层结构。同时,他们也认为过大的喷涂距离会使飞行粒子撞击基体瞬间的速度、温度降低,影响粒子的扁平化程度和沉积涂层的致密度;过小的喷涂距离会引起粒子撞击基体时碳化物颗粒的反弹,降低涂层中碳化物含量。
同样,在爆炸喷涂中,随着爆炸频率和燃气流量的增加,涂层的孔隙率降低,组织结构更致密,但当两者过高时,涂层组织也会产生恶化[43]。
4 结束语
(1)等离子喷涂、HVOF喷涂和爆炸喷涂是三种制备金属陶瓷复合涂层的主要热喷涂方法,其中HVOF和爆炸喷涂比等离子喷涂在喷涂过程中碳化物分解更少,涂层孔隙率更低,结合强度更高。
(2)采用团聚型粉末制备的涂层性能好于烧结破碎、包覆、混合型粉末;实心粉末好于空心粉末,包覆型粉末分解氧化程度最低。而粉末中硬质相尺寸越小越容易发生分解,降低涂层的韧性,并影响涂层磨粒磨损性能,但在摩擦磨损中尺寸小的硬质相可以减小发生三体磨损的概率和破坏程度,粉末中硬质相尺寸过大容易发生崩弹现象,降低涂层中硬质相含量。
(3)优化工艺参数获得优良涂层的关键在于控制粉末的熔化状态和沉积行为,即在保证复合粉末能充分熔化并扁平化沉积的同时减少陶瓷相的分解和反弹。不同的喷涂方法在一定范围内优化工艺参数可以得到组织结构和性能相对优良的涂层。
[1]STEHR G C H,VERSCHLEIßFESTER.Werkstoffe und beschichtungen für verschleilbauteile in hochlei-stungs-formmaschinen[J].Mo Metalloberfläche,2003,57(9):24-27.
[2]BERGER L M.Hardmetals as thermal spray coatings[J].Powder Metallurgy,2007,50(3):205-214.
[3]GIOVANNI D G,LUCIANO P,GIOVANNI P,et al.Tribological characterization of WC-Co plasma sprayed coatings[J].Journal of the American Ceramic Society,2009,92(5):1118-1124.
[4]PICAS J A,FORNA A,MATTHAUS G.HVOF coatings as an alternative to hard chrome for pistons and valves[J].Wear,2006,261(5-6):477-484.
[5]BERGER L M,ZIMMERMANN S,KELLER H,et al.Microstructure and properties of HVOF-sprayed TiC-based coatings[A].Proceedings of International Thermal Spray Conference 2003[C].Orlando,Florida,USA:ASM International,2003.793-799.
[6]HORLOCK A J,MCCARTNEY D G,SHIPWAY P H.Thermally sprayed Ni(Cr)-TiB2coatings using powder produced by self-propagating high temperature synthesis:microstructure and abrasive wear behavior[J].Materials Science & Engineering A,2002,336(1-2):88-98.
[7]FINCKE J R,SWANK W D,HAGGARD D C.Comparison of the characteristics of HVOF and plasma thermal spray[A].Proceedings of the 7th National Thermal Spray Conference[C].Boston,Massachusetts,USA:ASM International,1994.325-330.
[8]DORFMAN M R,KUSHNER B A,NERZ J,et al.A technical assessment of high velocity oxygen-fuel versus high energy plasma tungsten carbide-cobalt coatings for wear resistance[A].Proceedings of International Thermal Spray Conference 1989[C].London,UK:ASM International,1989.108.1-108.12.
[9]MANTYLA T A,NIEMI K J,VUORISTO P,et al.Abrasion wear resistance of tungsten carbide coatings prepared by various thermal spraying techniques[A].Proceedings of 2nd Plasma-Technik Symposium[C].Lucerne,Switzerland:Plasma Technik,1991.287-297.
[10]OTSUBO F,ERA H,UCHIDA T,et al.Properties of Cr3C2-NiCr cermet coating sprayed by high power plasma and high velocity oxy-fuel processes[J].Journal of Thermal Spray Technology,2000,9(4):499-504.
[11]CHEN H,HUTCHINGS I M.Abrasive wear resistance of plasma-sprayed tungsten carbide-cobalt coating[J].Surface & Coatings Technology,1998,107(2-3):106-114.
[12]鲍君峰,于月光,刘海飞,等.三种热喷涂工艺制备 WC/Co涂层性能比较[J].有色金属:冶炼部分,2006,(4):46-49.
[13]MATTHEWS S J.Erosion-corrosion of Cr3C2-NiCr high velocity thermal spray coatings[D].Auckland:The University of Auckland,2001.
[14]LIAO H,NORMAND B,CODDET C.Influence of coating microstructure on the abrasive wear resistance of WC/Co cermet coating[J].Surface &Coatings Technology,2000,124(2-3):235-242.
[15]WAYNE S F,SAMPATH S J.Structure/property relationships in sintered and thermally sprayed WC-Co[J].Journal of Thermal Spray Technology,1992,1(4):307-315.
[16]LI X M,YANG Y Y,SHAO T M.Impact wear performance of Cr3C2-NiCr coating by plasma and HVOF spraying[J].Wear,1997,202(2):208-214.
[17]WOJCIECH Z,STEFAN K.Scuffing resistance of plasma and HVOF sprayed WC12Co and Cr3C2-25(Ni20Cr)coatings[J].Surface &Coatings Technology,2008,202(18):4453-4457.
[18]WIROJANUPATUMP S,SHIPWAY P H,MCCARTNEY D G.The influence of HVOF powder feedstock characteristics on the abrasive wear behavior of CrxCy-NiCr coatings[J].Wear,2001,249(9):829-837.
[19]HUANG C B,DU L Z,ZHANG W G.Preparation and characterization of atmospheric plasma-sprayed NiCr/Cr3C2-BaF2·CaF2composite coating[J].Surface & Coatings Technology,2009,203(20-21):3058-3065.
[20]张长军,纪岗昌.Cr3C2-NiCr涂层磨料磨损行为[J].长安大学学报:自然科学版,2003,23(3):97-100.
[21]LI C J,JI G C,WANG Y Y,et al.Dominant effect of carbide rebounding on the carbon loss during high velocity oxy-fuel spraying of Cr3C2-NiCr[J].Thin Solid Films,2002,419(1-2):137-143.
[22]BAIK K H,JANG J H,HWANG S Y.Nanostructured WC-Co coatings from different feedstock powders[J].Mater Sci Forum,2004,449-452:1293-1296.
[23]ATTERIDGE D G,DAVIS R,SCHOLL M,et al.High energy plasma spray coating using micrometer-and nanometer-scale tungsten carbide-cobalt powder[J].Journal of Thermal Spray Technology,2001,10(1):153-155.
[24]LI J F,DING C X.Improvement in the properties of plasmasprayed chromium carbide coatings using nickel-clad powders[J].Surface &Coatings Technology,2000,130(1):15-19.
[25]LI C J,WANG Y Y,YANG G J,et al.Effect of solid carbide particle size on deposition behaviour,microstructure and wear performance of HVOF cermet coatings[J].Materials Science and Technology,2004,20(9):1087-1096.
[26]李剑锋,黄静琪,丁传贤.等离子喷涂Cr3C2-NiCr及其表面化学镀镍涂层的摩擦学特性[J].无机材料学报,2001,16(1):103-109.
[27]BAIK K H,KIM J H,SEONG B G.Improvements in hardness and wear resistance of thermally sprayed WC-Co nanocomposite coatings[J].Materials Science and Engineering A,2007,449-451:846-849.
[28]USMANI S,SAMPATH S,HOUCK D L,et al.Effect of car-bide grain size on the sliding and abrasive wear behaviour of thermally sprayed WC-Co coatings[J].Tribology Transactions,1997,40(3):470-478.
[29]YANG Q Q,SENDA T,OHMORI A.Effect of carbide grain size on microstructure and sliding wear behavior of HVOF-sprayed WC-12%Co coatings[J].Wear,2003,254(1-2):23-34.
[30]STEWART D A,SHIPWAY P H,MCCARTNEY D G.Abrasive wear behavior of conventional and nanocomposite HVOF-sprayed WC-Co coatings[J].Wear,1999,225-229(2):789-798.
[31]李长久,大森明,原田良夫.碳化钨颗粒尺寸对超音速火焰喷涂WC-Co涂层形成的影响[J].中国表面工程,1997,(2):22-27.
[32]QIAO Y F,FISCHER T E,DENT A.The effects of fuel chemistry and feedstock powder structure on the mechanical and tribological properties of HVOF thermal-sprayed WC-Co coatings with very fine structures[J].Surface & Coatings Technology,2003,172(1):24-41.
[33]GUILEMANY J M,DOSTA S,MIGUEL J R.The enhancement of the properties of WC-Co HVOF coatings through the use of nanostructured and microstructured feedstock powders[J].Surface & Coatings Technology,2006,201(3—4):1180-1190.
[34]SANCHEZ E,BANNIER E,SALVADOR M D,et al.Microstructure and wear behavior of conventional and nanostructured plasma-sprayed WC-Co coatings[J].Journal of Thermal Spray Technology,2010,19(5):964-974.
[35]GIROLAMO G D,LUCIANO P,GIOVANNI P,et al.Tribological characterization of WC-Co plasma sprayed coatings[J].Journal of the American Ceramic Society,2009,92(5):1118-1124.
[36]CARTIER M,MCDONNELL L,CASHELL E M.Friction of tungsten carbide-cobalt coatings by means of plasma spraying[J].Surface &Coatings Technology,1991,48(3):241-248.
[37]TILLMANN W,VOGLI E,KREBS B,et al.Tungsten carbide and chromium carbide based coatings manufactured by atmospheric plasma spraying[J].China Surface Engineering,2008,21(2):1-6.
[38]范吉明,鲁玉祥,李春玲,等.Cr3C2-NiCr涂层等离子喷涂工艺参数的优化[J].材料热处理技术,2009,38(20):100-103.
[39]VERDON C,KARIMI A,MARTIN J L.A study of high velocity oxy-fuel thermally sprayed tungsten cabide based coatings,part I:microstructures[J].Materials Science and Engineering A,1998,246(1-2):11-24.
[40]MARPLE B R,VOYER J,BISSON J F,et al.Thermal spraying of nanostructured cermet coating[J].Journal of Materials Processing,2001,117(3):418-423.
[41]HE J H,SCHOENUNG J M.Nanostructured coatings[J].Materials Science and Engineering A,2002,336(1-2):274-319.
[42]纪岗昌,王豫跃,李长久,等.基于正交回归实验设计方法的HVOF喷涂Cr3C2-NiCr涂层磨粒磨损性能的研究[J].兵器材料科学与工程,2001,24(2):12-16.
[43]傅迎庆,郭学平,张立志,等.爆炸喷涂工艺参数对 WC-Co涂层结构和硬度的影响[J].大连海事大学学报,2004,30(4):60-62.
Progress of Thermal Spray Cermet Coatings
LI Zhuo-xin,ZHU Hong-bin,LI Hui,SUN Ri-chao
(College of Materials Science & Engineering,Beijing University of Technology,Beijing 100124,China)
从喷涂方法、粉末特性和工艺参数三个方面介绍了金属陶瓷复合涂层制备、组织结构及综合性能的最新研究进展。同时认为这三个方面综合控制着热喷涂过程中陶瓷相的分解、氧化以及复合粉末的沉积行为,并由此对复合涂层的组织结构、力学性能和摩擦磨损性能具有重要影响。在此基础上,选择合适的喷涂方法和复合粉末,优化喷涂工艺是获得优良性能的金属陶瓷复合涂层的关键。
热喷涂;金属陶瓷复合涂层;粉末特性;工艺参数
The research progress in preparation,microstructure and comprehensive properties of cermet coatings is reviewed from three factors:spray technique,powder characteristic and spraying parameters.The three factors control the degradation,oxidation of the ceramic phase and deposition behavior of composite powders together,and they affect the microstructure,mechanical property and tribological property consequently.On the basis of these studies,choosing the appropriate spray technique,composite powders and spray parameters is the key to obtaining cermet coatings with excellent performance.
thermal spray;cermet coating;powder characteristic;spray parameter
TG174.44
A
1001-4381(2012)05-0093-06
北京市自然科学基金重点资助项目(2101003);国家自然科学基金资助项目(50805002);北京工业大学9th科技基金资助项目(ykj-2011-6175)
2011-04-06;
2012-03-01
栗卓新(1963-),男,博士,教授,主要从事焊接材料和表面工程方面研究工作,联系地址:北京工业大学材料学院328室 (100124),E-mail:zhxlee@bjut.edu.cn
猜你喜欢
石油沥青(2022年4期)2022-09-03
石油沥青(2022年3期)2022-08-26
煤气与热力(2021年9期)2021-11-06
石材(2020年11期)2021-01-08
山东冶金(2019年3期)2019-07-10
石油沥青(2019年2期)2019-04-28
锻造与冲压(2016年21期)2016-07-18
西部广播电视(2015年7期)2016-01-16
西部广播电视(2015年6期)2016-01-16
中国石油大学学报(自然科学版)(2015年2期)2015-11-10