压铸态AZ91D镁合金搅拌摩擦焊接头微观组织研究
2012-10-30 13:22:38游国强张均成王向杰
材料工程 2012年5期
游国强,张均成,王向杰,陈 勇
(1重庆大学 材料科学与工程学院,重庆400045;2重庆大学 国家镁合金材料工程技术研究中心,重庆400044)
压铸态AZ91D镁合金搅拌摩擦焊接头微观组织研究
游国强1,2,张均成1,王向杰1,陈 勇1
(1重庆大学 材料科学与工程学院,重庆400045;2重庆大学 国家镁合金材料工程技术研究中心,重庆400044)
镁合金是目前最轻的商用金属结构材料,在航空航天、交通工具等对轻量化有特殊需求的领域具有广阔的应用前景。镁合金具有密排六方晶体结构,在常温下塑性成形能力差;但其液态成型工艺性能优良,因此在工程应用中,90%以上的镁合金制品为铸件,其中又以压铸件为主。一般而言,压铸工艺由于其固有的高速充型特征,在镁液充型中易于产生卷气,导致压铸件中往往存在气体(或固溶、或以气孔形式存在)。在二次受热时(如热处理),存在于表面层的气孔会受热膨胀,出现表面鼓泡现象[1]。在熔化焊时,除了热影响区可能发生类似于热处理时的鼓泡现象外,其焊缝和熔合区还会由于气体被释放并聚集、膨胀而导致严重的气孔缺陷[2-4],因此一般认为压铸件是不适合热处理和不宜焊接的。
搅拌摩擦焊(Friction Stir Welding,FSW)作为一种非熔化焊工艺,具有热输入量小的重要特征,从理论上讲,应该适合于压铸态镁合金的焊接。但目前国内外关于搅拌摩擦焊用于镁合金焊接研究报道虽多,却几乎都集中在AZ,AM系列的变形镁合金焊接方面,对于压铸态镁合金的搅拌摩擦焊研究鲜有报道。
本工作以压铸态AZ91D镁合金薄板为研究对象,使用搅拌摩擦焊机进行焊接连接实验,并对焊接接头的微观组织及其形成机理进行研究,旨在为开发压铸态镁合金搅拌摩擦焊连接工艺提供理论支撑。
1 实验
1.1 实验材料及设备
实验材料为压铸态AZ91D镁合金薄板,尺寸为100mm×40mm×4mm,其化学成分如表1所示,母材原始屈服强度为160MPa,抗拉强度为230MPa,伸长率为3%。搅拌头轴肩直径10mm,搅拌针顶部直径2.8mm,搅拌针根部直径4.2mm、长度4.0mm。焊接接头微观组织研究分别使用光学显微镜和扫描电镜。

表1 AZ91D镁合金的化学成分Table 1 Chemical composition of die casting AZ91Dmagnesium alloy
1.2 实验步骤
1)对母材进行物理和化学表面清理,去除表面的油污、水分、氧化膜等。
2)用夹具将母材以对接形式刚性固定,对接间隙在0.3mm以内。
3)对母材实施搅拌摩擦焊连接,实验参数如下:轴肩下压量3.8mm,搅拌头倾斜角 2.5°,焊接速率120mm/min,搅拌头旋转速率1500r/min。
4)观察焊缝外观成型并截取焊缝横截面(垂直于焊接方向)制备微观组织试样,然后分别使用光学显微镜和扫描电镜对焊接接头的微观组织进行研究。
2 实验结果与分析
2.1 焊接接头宏观形貌
焊缝的宏观成形状况如图1所示,焊缝宽度均匀,焊后没有明显的变形,焊缝表面美观且无宏观缺陷。
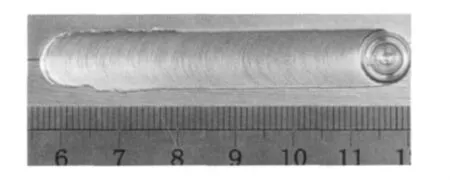
图1 焊缝宏观成形Fig.1 The profile of weld surface
焊接接头横截面宏观形貌如图2所示,从中心向两侧可分为以下区域:焊核区(Weld Nugget Zone,WNZ)、机械-热影响区(Thermo-Mechanically Affected Zone,TMAZ)、热影响区(Heat Affected Zone,HAZ)和母材(Base Metal,BM)。母材金属内部存在大量的小尺寸宏观气孔缺陷,这些气孔主要是由压铸工艺固有的高速充型和卷气导致的。整个焊缝除焊核区有贯穿性隧道状缺陷外,宏观上组织良好、无明显气孔缺陷;该隧道状缺陷出现在焊缝的前进侧,周边还聚集着一些气孔和夹杂;焊核中心区出现“洋葱环”状特征。此外,在焊缝的前进侧和后退侧(Retreating side,即搅拌头旋转线速度方向与焊接方向相反的一侧),焊核区与机械-热影响区的过渡在宏观上呈现出明显的差异:在前进侧,宏观上无明显过渡带,呈现“突变”特征;在后退侧,宏观上存在过渡带,呈现“渐变”特征。
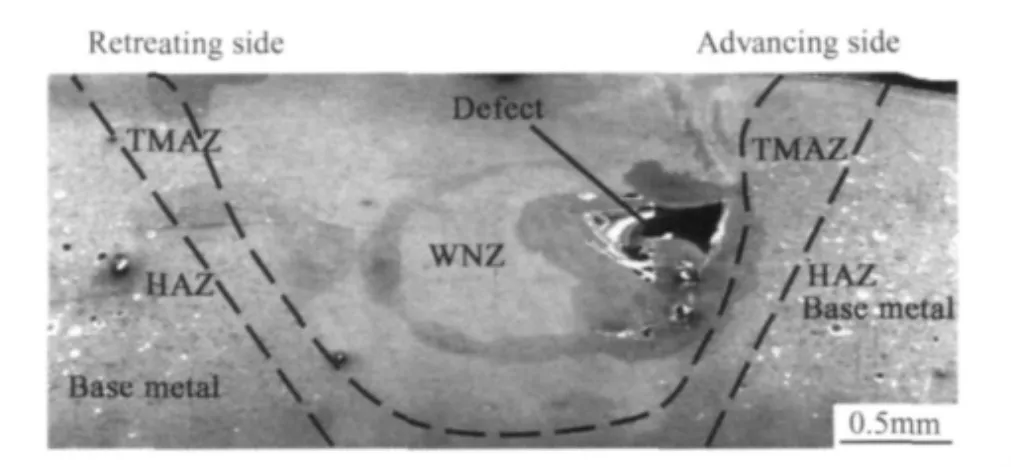
图2 接头横截面低倍形貌Fig.2 Overview of the weld cross-section
2.2 焊接接头微观组织
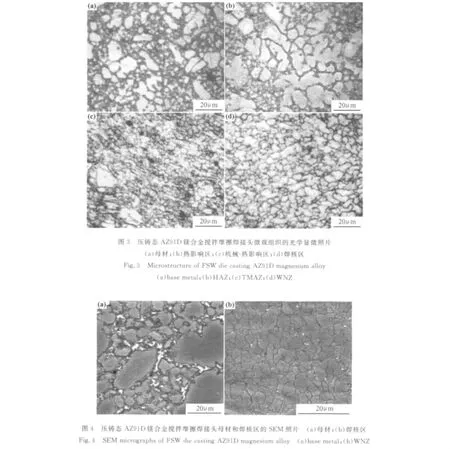
焊缝各区典型微观组织的光学显微镜照片如图3所示,母材及焊核区典型微观的扫描电镜照片如图4所示。
(1)母材:除存在上述的小尺寸宏观气孔缺陷外,其微观组织为典型的压铸态组织:浅色为粗细不均匀的、具有一定枝晶特征α-Mg基体,晶界分布着呈网状的、深色的第二相共晶组织β-Mg17Al12。
(2)焊核区:典型的变形-再结晶组织,为细小、均匀的等轴晶,晶粒尺寸大多在5~10μm之间(较母材而言明显细化),晶界无β-Mg17Al12第二相出现。对此现象的分析及讨论如下:首先,在搅拌摩擦焊过程中,搅拌头高速旋转,使母材金属被高速搅拌、发生塑性变形。焊核区由于与搅拌头直接接触,搅拌及其带来的塑性变形和摩擦(生热)最为剧烈,使焊核区经历了类似于动态回复再结晶过程[5,6],而且摩擦生热使焊核区最高温度可以达到母材熔点的80%左右[7]。在此过程中,母材中原来粗大不均匀的α-Mg产生大的塑性变形、甚至被击碎,并发生动态回复再结晶,成为细小的等轴晶粒。
其次,焊核区晶界基本没有β-Mg17Al12分布,其主要原因如下:根据 Mg-Al二元相图(如图5所示)可知,当AZ91D母材金属温度升高时,β-Mg17Al12将发生固溶;当温度升至400℃左右时,β-Mg17Al12将完全溶于α-Mg;当温度升至480℃左右时,α-Mg还将发生局部熔化,成为半固态。根据已有的研究结果可知,在进行搅拌摩擦焊时,由于搅拌头的高速摩擦作用,焊核区温度将显著升高,最高温度可以达到母材熔点的80%左右,可使焊核区中β-Mg17Al12完全溶于α-Mg,甚至达到半熔化状态。当搅拌头向前运动离开后,焊缝区温度迅速降低,焊核区也不例外,加之镁合金的热导率高(60~70W·m-1·K-1),冷却速率大,溶入α-Mg基体的β-Mg17Al12来不及析出,形成单相的过饱和α-Mg固溶体,无第二相组织β-Mg17Al12。
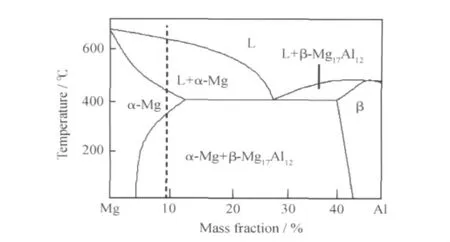
图5 Mg-Al二元相图(部分)Fig.5 Mg-Al phase diagram(partial)
(3)机械-热影响区:呈现显著的塑性变形组织特征,而且具有较为明显的塑性流变带;在靠近焊核区有不完全的回复和再结晶现象;在靠热影响区侧晶粒大小呈现一定的不均匀性,存在少量较粗大的晶粒。形成上述组织的主要原因:机械-热影响区的组织不受搅拌针旋转的直接作用,只受到轴肩外围的下压力作用和焊核区塑性金属的流变摩擦力作用,同时受到来自于焊核高温区域的热传导,三个因素共同作用成为部分晶粒再结晶的驱动力[8];但其再结晶驱动力不如焊核区,组织的动态回复再结晶程度也不如焊核区完全和均匀,因此组织呈现明显的塑性流变带;靠近焊核区的晶粒由于塑性流动和摩擦更为剧烈、温度更高,动态回复再结晶相对更完全;远离焊核区的晶粒则相反。
(4)热影响区:该区域基本保留了母材的压铸态组织特征,只是晶粒有一定的长大现象,最大晶粒尺寸较之母材而言略大。这主要是因为该区域远离搅拌针的搅拌作用,并未发生塑性变形,仅在热传导作用下发生了温度升高,因此有局部的晶粒长大现象发生。
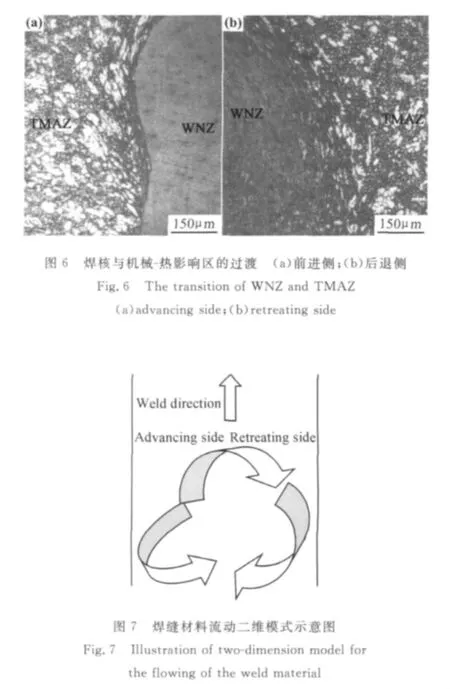
2.3 焊核与机械-热影响区的过渡
如前所述,焊核区与机械-热影响区的过渡在宏观上呈现出明显的差异:在前进侧呈现“突变”特征;在后退侧呈现“渐变”特征。其过渡区的微观组织形貌如图6所示,表现出与宏观观察相同的“突变”和“渐变”特征。其形成原因可作如下分析:上述过渡特征应该主要与焊接过程中焊缝金属塑性流动情况有关。根据K.Kumar、冯吉才等[9,10]的研究结果,当搅拌头完全插入被焊材料时,旋转从前进侧开始,搅拌头后方、前进侧的材料先一步达到塑性状态,并随着搅拌头的旋转,搅拌头后方塑性金属向搅拌头前方运动(同时也是由前进侧向后退侧方向运动);由于搅拌头前方温度低于搅拌头后方,因此只有部分金属达到塑性状态,未达到塑性状态的金属阻碍前进侧超塑性金属随着搅拌头向后退侧运动。这就导致了前进侧另一部分塑性金属不得不逆着搅拌头运动。前进侧的塑性金属分别从两个方向运动,后退的塑性金属沿着搅拌针的旋转方向运动,最后后退侧的塑性金属与前进侧的部分塑性金属在搅拌头后方偏向前进侧部分聚集(如图7所示)。
根据上述金属塑性流动模型进行推论:首先,由于搅拌头前方温度低,非焊核区域金属在搅拌焊接过程中塑性流动差,然而前进侧焊核区域受高线速度(等于搅拌头自转的线速度加上向前的焊接进给速度)搅拌头的作用,焊核区域金属达到超塑性状态,前进侧焊核区与机械-热影响区之间的塑性流动状态出现突变,导致前进侧焊核区域与机械-热影响区之间的微观形貌呈现出“分层”特征;而后退侧则反之,搅拌头的绝对线速度相对较小(等于搅拌头自转的线速度减去向前的焊接进给速度),加之温度分布相对均匀,因此焊核区与机械-热影响区之间金属塑性流动速度均匀变化,因此在组织上呈现出“渐变”特征。此外,前进侧部分塑性金属逆向流动,与后退侧的塑性金属在搅拌头后方偏向前进侧部分聚集;而母材中原始的气孔、夹杂等缺陷也会在此处聚集,形成如前所述的贯穿性隧道状的孔洞缺陷。
3 结论
(1)用搅拌摩擦焊方法对压铸态AZ91D镁合金进行对接焊接,当搅拌头旋转速率为1500r/min,焊接速率为120mm/min时,接头表面宏观成形美观,但在接头内部靠前进侧存在贯穿型隧道状孔洞缺陷。
(2)焊核区为典型的变形-再结晶组织,为细小、均匀的等轴晶,晶界无β-Mg17Al12第二相,这是该区域在搅拌头高速搅拌、摩擦(生热)作用下发生塑性变形和动态回复再结晶的结果,同时β-Mg17Al12相受热固溶于α-Mg,在快速冷却过程中来不及析出,形成了过饱和的单相α-Mg;机械-热影响区为变形-部分再结晶组织,这主要是因为该区域的搅拌、摩擦(受热)没有焊核区剧烈导致的;热影响区组织形貌与母材相近但伴有轻微的长大现象。
(3)焊核区与机械-热影响区的过渡具有以下特征:在前进侧呈现“突变”特征,在后退侧呈现“渐变”特征,这是由于搅拌头前后方温度和焊核区金属在前进侧与后退侧的流动速度不同导致的。
[1]KIEIBUS A,RZYCHON T.Microstructure of AM50die casting magnesium alloy[J].Journal of Achievements in Materials and Manufacturing Engineering,2006,18(2):135-138.
[2]游国强,朱觉华,郭强.压铸AM60B镁合金TIG焊组织研究[J].特种铸造及有色合金,2009,29(8):729-731.
[3]SHEN J,YOU G Q,LONG S Y.Abnormal macropore formation during double sided gas tungsten arc welding of magnesium AZ91Dalloy[J].Materials Characterization,2008,59(8):1059-1065.
[4]MUNITZ A,COTLER C,STERN A.Mechanical properties and microstructure of gas tungsten arc welded magnesium AZ91D plates[J].Materials Science and Engineering A,2001,302(1):68-73.
[5]MISHRA R S,MA Z Y.Friction stir welding and processing[J].Materials Science and Engineering R,2005,50(1-2):1-78.
[6]NANDAN R,DEBROY T.Recent advances in friction stir welding process,weldment structure and properties[J].Progress in Materials Science,2008,53(6):980-1023.
[7]史清宇,王细波,康旭,等.搅拌摩擦焊温度场[J].清华大学学报,2010,50(7):980-983.
[8]柯黎明,潘际銮,刑丽.搅拌摩擦焊焊缝金属塑性流动的抽吸-挤压理论[J].机械工程学报,2009,45(4):89-93.
[9]KUMAR K,KAILAS S V.The role of friction stir welding tool on material flow and weld formation[J].Materials Science and Engineering A,2008,485(8):367-374.
[10]冯吉才,王大勇,王攀峰.铝锂合金接头组织及力学性能[J].中国机械工程,2004,15(10):932-934.
Microstructure of FSW Joint of Die-casting AZ91DMagnesium Alloy
YOU Guo-qiang1,2,ZHANG Jun-cheng1,WANG Xiang-jie1,CHEN Yong1
(1College of Materials Science and Engineering,Chongqing University,Chongqing 400045,China;2National Engineering Research Center for Magnesium Alloys,Chongqing University,Chongqing 400044,China)
采用搅拌摩擦焊工艺对4mm厚的压铸态AZ91D镁合金进行对接工艺实验,搅拌头旋转速率1500r/min,焊接速率120mm/min;使用光学显微镜和扫描电镜对焊接接头微观组织进行了研究。结果表明:焊缝外观成形美观,但内部存在贯穿型隧道状孔洞缺陷;焊核区为典型的变形-再结晶组织,为细小、均匀的等轴晶;机械-热影响区为变形-部分再结晶组织,热影响区组织形貌与母材相近但伴有轻微的长大现象;焊核区与机械-热影响区的过渡具有以下特征:在前进侧呈现“突变”特征,在后退侧呈现“渐变”特征。
AZ91D;压铸态镁合金;搅拌摩擦焊;微观组织
Die casting plates of AZ91Dmagnesium alloy,with thickness of 4mm,were welded by friction stir welding,with a rotating speed of 1500r/min and welding speed of 120mm/min.The joint microstructure was studied by OM and SEM.The results show that the appearance of the welding joint is good,but there is a tunnel defect in the joint.The joint microstructure exhibits noticeable deformation characteristics:the grains of weld nugget zone are fine and recrystallized.Thermo-mechanically affected zone shows partially recrystallized microstructure.The microstructure of heat affected zone is similar to that of the base metal while the grains are a little coarser.Moreover,the transition between the weld nugget zone and the thermo-mechanically affected zone in the advancing side is discontinuous,while that in the retreating side is gradient.
AZ91D;die-casting magnesium alloy;friction stir welding;microstructure
TG453
A
1001-4381(2012)05-0054-05
中央高校基本科研业务经费资助项目(CDJZR12130053)
2011-07-29;
2012-03-05
游国强(1978- ),男,博士,副教授,从事轻金属成型技术的研究,联系地址:重庆市沙坪坝区沙正街174号重庆大学材料科学与工程学院材料成型系(400044),E-mail:you_cqu@yahoo.com.cn
猜你喜欢
焊接学报(2023年6期)2023-07-21 12:59:34
中国典型病例大全(2022年12期)2022-05-13 13:56:44
中南大学学报(自然科学版)(2018年11期)2018-12-07 03:11:10
科学中国人(2017年35期)2017-06-08 06:12:33
电镀与环保(2016年2期)2017-01-20 08:15:25
上海金属(2016年3期)2016-11-23 05:19:38
当代化工研究(2016年6期)2016-03-20 16:21:48
大型铸锻件(2015年1期)2016-01-12 06:32:58
中国质量与标准导报(2015年2期)2015-02-28 22:27:11
上海金属(2014年3期)2014-12-19 13:09:04