浅析蓄电池项目工程设计与环保、节能的关系
2012-10-24 06:47张建华
上海电气技术 2012年3期
张建华
(上海市机电设计研究院有限公司 工艺设计二所,上海200040)
高容量全密封免维护铅酸蓄电池产业是21世纪最有发展前途和应用前景的新型绿色能源体系。国家对环保、节能方面提出更高的要求后,社会和国内市场对具有高性能、全密封、免维护、长寿命等特点的蓄电池需求量更大。
蓄电池行业是一个同时具备高技术含量、高污染、高能耗的“三高”行业。因此,蓄电池项目工程设计中,将清洁生产、环保、节能作为重点,选用先进的工艺技术及装备,从源头上解决或减少污染的产生,并达到节能效果至关重要[1-2]。
1 项目方案设计简介
浙江江森蓄电池项目工程一次规划,分两期实施。第一期形成400万只/年(总容量约为3.072GVA·h)高容量全密封免维护铅酸蓄电池规模能力;第二期形成800万只/年(总容量约为6.144GVA·h)。所有建筑物、公用设施、厂区(一次建成)、工艺设备及环保设施(分两期实施)总建筑面积46 925m2,投资总额15 930万美元,主要设备为进口,达277台。
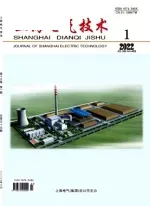
总体设计也是围绕着环保、节能的理念展开。为保证生产工段之间的紧密联系和节省建筑面积,把主厂房及辅助用房组合成一个联合厂房,主厂房为全封闭(全室换气6次/h),呈弱负压,确保生产过程中不可避免产生的铅尘、铅烟、酸雾不会逸出,避免对厂区及外界的污染。这种形式的联合厂房既起到对外界环保的效果,又节约了用地,减少了管线的长度,降低了能耗,起到节能的效果。
联合厂房(见图1)中的生产过程由氧化制粉、铅带及极板制造、和膏、固化、装配、总装及化成等组成,所产生的铅尘、铅烟、酸雾通过相应治理手段得以解决。
图1 联合厂房工艺布置图
2 采用新工艺、新技术、新装备
本项目是一个高容量全密封免维护铅酸蓄电池工程项目。依据2012年7月1日新的《铅蓄电池行业准入条件》的要求,设计采用先进的工艺技术与设备、改善管理等措施,从源头削减污染,提高资源利用效率,减少或者避免生产过程中污染物的产生和排放,以减轻或消除对人类健康和环境的危害。为此工艺设计方面尽最大可能采用清洁生产工艺,采用机械化、自动化、密闭性程度高的设备进行生产[2-3]。主要特点如下。
(1)铅粉生产采用全套自动、密闭、负压铅粉生产线和铅粉密闭输送系统,集中贮存、输送;保证生产出的铅粉在负压系统中的输送;且在磨粉机、铅粉储罐、反应炉上方配有滤筒除尘系统。
(2)和膏、涂膏生产采用进口全密封式和膏机及涂片机,保证生产过程中铅尘和酸雾不会外泄,这对减少铅尘污染起到良好的作用。和膏、涂板、烘干一次性完成,减少了工序和80%的劳动量,并相应地减少铅接触与铅膏的二次污染。
(3)正极板栅采用世界上最新的制造工艺——“动力构造”——一种先进的、高效率且环保的冲压成型工艺[2,4-5]。与传统工艺相比,它至少减少了10%的铅尘污染;每个电池能减少用铅量10%;动力构造工艺制作的极板更具抗硫化,使用寿命延长到2年,更长的电池寿命能显著地减少废弃电池数量,这样减少了熔铅能源消耗和废弃电池的铅处理量,对节能、环境的改善起到了积极作用。
(4)使用冰酸+冷却水化成工艺,酸被冷却到5℃,水温保持在31~36℃。化成工艺采用先进冰酸内化成[4],降低了充电温度,减少酸雾排放。较之外化成,内化成的出品率高,生产过程中的控制条件较外化成工艺更为严格。此项工艺的优点是:① 内化成时酸挥发浓度仅为0.1mg/mL(外化成酸挥发浓度为1.5mg/mL);② 内化成可消除酸从电池中溢出,避免工人接触有害酸雾的危害,改善了工作环境,因无酸液溢出,外壳无需用水擦洗,可减少10%废水(含酸)处理量,减少中和酸需要的化学品;③ 采用此工艺可降低能源消耗15%。
(5)化成过程使用硫酸作为电解液,第一次化成后的硫酸经废酸过滤系统过滤,重新配置后重复利用,减少废酸的排放量。
(6)整个电池组装工段多数采用美国、英国进口全自动设备,在焊接、热封等产生粉尘处装有吸风装置,配备除尘器,达到除尘效果。
(7)使用二级过滤器,该过滤器仅允许少于10%的废气排出。另外其过滤袋不易破损,降低了铅尘颗粒泄漏的潜在危险。
采用新工艺、新技术、新装备对节能、环保效果而言是最直接的、最合理的,也是最主动的措施。
3 项目环保特点
本项目尽管采用新工艺、新技术、新装备,已经在一定程度上减少了污染源(量),但难免还会产生废水(含酸、铅)、废气(铅烟、铅尘及微量酸雾)等污染物。设计注重对污染物的治理,使其排放达标。
3.1 废水处理及回用水
(1)废水来源及成份
在固化区、绿色组装配区、混酸区、电池化成区、总装区等区域所产生的废水中主要含酸和铅,水质指标如下:铅含量(Pb)=10mg/L,pH=0~2;洗衣房废水中主要含化学耗氧量(Chemical Oxygen Demand,COD)、表面活性剂和铅,COD Cr(用K2Cr207作氧化剂测试的化学耗氧量):400(含表面活性剂)。
(2)废水治理
建立废水处理站负责生产区域废水和洗衣房废水的处理。工艺流程如下:生产区域废水→调pH→加药反应→斜板沉淀槽→机滤→活性炭吸附→排放或回用。
生产区域废水采用连续处理的流程,废水经处理达到《污水综合排放标准》(GB 8978—19)三级标准,即Pb在生产区域废水处理站出口达到第一类污染物最高允许排放浓度,即P(Pb)≤1.0mg/L(依据环境影响评价要求),而设计实际可达0.1mg/L,远远低于排放浓度要求。处理后70%水回用或作为制备纯水的原水。
(3)废水回用[2]
用原水制备纯水,工艺流程如下:经处理后的生产区域废水及自来水→多介质过滤器→活性炭吸附→超滤→反渗透→出水送往用水点。
通过处理,废水(含酸、铅)即达到允许排放浓度,又有70%水可以回用,符合“环保、节能”精神。
3.2 气、尘治理及通风
(1)铅烟、铅尘、酸雾来源及浓度
铅烟及铅尘:铅烟主要产生于绿色组装、熔化工段,铅尘主要产生于铅带制造、和膏区和极板制造区及氧化粉造工段,如表1所示。
硫酸雾:主要产生于电池化成工段,挥发浓度仅为0.1mg/mL。

表1 工艺设备产生铅烟、铅尘汇总
(2)废气治理
为保证联合厂房外良好的环境,整个生产区域略呈负压,避免废气逸出厂房。设计采用将铅烟、铅尘分别通过抽风系统收集后,经高效过滤除尘器除尘后,16m排气筒高空排放。
高效除尘器由初过滤(纸质滤筒)、高效过滤(HEPA高效板式过滤器)、超高效过滤(ULPA过滤器)构成,除尘器的净化效率可达99.9%。含铅废气经滤筒初过滤后,进入高效板式过滤器,再经超高效过滤器,通过风机排出室外。滤筒除尘器采用压缩空气自动反吹清灰。含铅废气处理流程如图2所示。

图2 铅废气处理流程
通过以上治理措施,铅尘排放浓度小于0.003mg/m3,排放速率小于0.64g/h,满足《大气污染物综合排放标准》(GB 16297—1996)二级标准的要求。
(3)硫酸雾处理
本项目采用冰酸电池化成,整个工段硫酸雾挥发较少,车间顶部排风方式,进行无组织排放,硫酸雾排放浓度为0.1mg/m3,排放速率为0.204kg/h。比大气污染排放标准(GB 16297—1996)硫酸雾排放浓度45mg/m3,排放速率1.5kg/h低得多。
(4)车间通风
蓄电池项目对环境保护要求极高,为此联合厂房通风设计原则是气流从相对清洁的区域流向次清洁区,再流向非清洁区域,最终经过HEPA过滤后室外高空排放。非清洁区域呈相对的负压区域,清洁的区域呈相对的正压区域。
对于产生不同污染物区域采用区域之间设置气流缓冲区域,使缓冲区域的气流分别流向2个不同的区域,在气流组织上对其流向进行分隔。
整个联合厂房对于外界环境处于负压状态,并且厂房不设窗户,避免产生无组织排放,也避免了外界气流的干扰。
联合厂房通风采用全面和局部相结合的形式,生产设备排风总量大于联合厂房的补风量,保持整个生产区域为负压[1],确保废气不从门处逸出。
联合厂房补风采用组合式空气处理机组,室外新风经过2道过滤后通过区域送风口送入车间。
3.3 噪声来源及治理
项目噪声源主要来源于联合厂房氧化制粉区、动力构造区以及空压站、柴油发电机房等公用配套设施。
将带有噪声污染的设备布置在一个独立的建筑隔间内。同时,对振动设备采取减振措施,以降低振动向外传递。隔间的门窗采用隔声门(隔声量>30dB(A))、双层窗,减小设备噪声对车间其他区域以及外界环境的影响。
通过以上的噪声治理措施,工厂噪声源对厂界环境的影响可以达到《工业企业厂界环境噪声排放标准》(GB 12348—2008)中的有关要求,即3类标准:白天≤65dB(A)、晚上≤55dB(A)(其中,北侧厂界执行4类标准:白天≤70dB(A)、晚上≤55dB(A))。
3.4 固体废弃物
本项目建成投产后,生产过程中产生的固体废弃物均为危险固废,主要包括:铅泥、铅尘、铅渣、含铅废料、废产品、废极板、除尘器过滤材料、废酸等。
固废多为含铅危险固废,企业委托有含铅废物经营资质的专业公司处理,化成产生的含酸废液委托有含酸危废处理资质的企业处理。故项目各项固废不会对周围环境造成不利影响。
通过上述专项处理措施,本项目污染物达标排放,大气污染因子铅尘、硫酸雾等对环境影响浓度很小,空气环境仍能满足其功能区要求。生产区域废水达标处理后进管网,生活废水直接纳管。生产噪声对周围敏感点影响很小。
4 项目节能特点
减少废品就是一种节能理念,项目采用新工艺、新技术、新设备,以提高产品的质量、减少废品、提高产品寿命,从而减少了因废品多所消耗的能源,也为社会节省资源,间接地起到了节能效果。
4.1 工艺部分
本着节能理念选择工艺技术及装备进行设计。
(1)正极板采用“动力构造”制造工艺,能减少每个电池用铅量10%,同时减少了熔铅能源消耗。
(2)使用冰酸+冷却水化成工艺,酸被冷却到5℃。化成工艺采用先进冰酸内化成,降低充电温度,减少酸雾排放,即减少酸雾治理能耗。
化成过程中因无酸液溢出,外壳无需用水擦洗,减少了用水量,减少了废水10%(含酸)处理量,减少中和酸需要的化学品,可降低能源消耗15%。
(3)采用铅粉机、沉淀式集粉器、正极板和膏机、涂片机、旋转式拉网机、极耳成型机、快速固化炉、极板叠片机等清洁高效节能设备。与传统设备相比,该系统减少了近22kW正压风机1台,折标煤23.2tce。
沉淀式集粉器可根据正负铅粉视密度和氧化度的不同,通过负压风机和高效过滤器实现正负铅粉分离。低密度高氧化度铅粉生产的正极板容量高;高密度低氧化度铅粉生产的负极板强度大。因此,可以大大提高蓄电池充放电循环次数,延长蓄电池使用寿命。
4.2 电气部分
本项目安排5个变电所(选用低损耗、高效率的SCB9节能型变压器)分别设置在设备用电负荷中心附近,既缩短低压供电线路的长度,又降低线路损耗。
联合厂房采用采光带起到节电目的。
4.3 给排水部分
设计考虑“中水回用”,将生产废水经过处理后,用于制备去离子水的原水、绿化浇灌、冲洗厕所、道路及清洗车辆等,可节约可观的水量。节约用水既有利于环境,也有利于企业降低生产成本。
4.4 能耗对比分析

表2 达纲年能耗与行业内先进比较
从表2比较可看出,某同能级企业在产量基本一致时,由于本项目采用当今先进工艺设备,其总能耗、单位产量综合能耗等低于已投产的“同能级同规模企业”,因此本项目是节能的。
4.5 节能小结
本项目一期生产纲领为年产400万只高容量全密封免维护铅酸蓄电池。
2012 年达纲年预计总销售产值为122 259万元;总综合能耗16 046.35tce;综合用能单耗40.12 tce/万只;消耗每吨标准煤净产值7.6万元;万元产值能源消耗指标0.13tce/万元较(项目所在省)2010年GDP能耗目标0.72tce/万元及(项目所在市)GDP能耗目标0.944tce/万元都要低[6]。达纲年工业增加值能耗0.38tce/万元也低于“十一五”(项目所在省)工业增加值能耗1.192tce/万元的数值[6]。
本项目对(项目所在地)平均万元产值、工业增加值能耗的降低能做出有益的贡献(本章节比对浙江省的数据,是2008年10月由浙江省发改委收集)。
5 结 语
高容量全密封免维护铅酸蓄电池是一个高技术含量、高污染、高能耗的行业,如何处理好“国家鼓励类项目”与“节能、环保”之间的关系,这就需要作为一个规划周全、设计合理的工程设计项目,在项目总体规划及设计总结如下:① 工程设计中采用先进的工艺技术及装备与节能、环保有着密切的关系,一个先进的工艺技术及装备可以从源头上避免(或减少)污染的产生,可以节能;② 工程设计应将国家极其关注的“节能、环保”问题,从总体布局、公配设施设置(尽量布置在用能负荷中心附近),采用节能公配设备、采用节能建筑物等着手,优化工程设计;③ 尽量做到“变废为宝”,这样既有利于环境,也有利于企业降低生产成本,符合“清洁生产”及国家环保法。
在符合以上条件因素的前提下,高容量全密封免维护铅酸蓄电池项目无疑将会推动产业以及国家经济等各方面的发展,应当定位为一项鼓励推动型的产业项目。
[1]陈其珏,李雁争.铅蓄电池行业准入条件出台[N].经济参考报,2012-06-04(A07).
[2]姚炎中,单一良.铅蓄电池如何成为“绿色能源”?[N].中国产经新闻报,2012-06-07(D04).
[3]吕成森.铅蓄电池行业怎样健康发展?[N].中国环境报,2012-06-29(2).
[4]刘晓星.环保不怠 求生有门[N].中国环境报,2011-10-17(6).
[5]郎婧婧.电池行业清洁生产推行方案即将出台[N].经济参考报,2011-04-11(A07).
猜你喜欢
湿法冶金(2021年6期)2021-12-09
建材发展导向(2021年11期)2021-07-28
建材发展导向(2021年6期)2021-06-09
华人时刊(2020年23期)2020-04-13
有色冶金节能(2019年1期)2019-03-04
现代园艺(2017年22期)2018-01-19
汽车维修与保养(2017年1期)2017-05-15
汽车维修与保养(2016年1期)2016-09-07
当代化工研究(2016年9期)2016-03-20
汽车维修与保养(2016年12期)2016-03-14