
力矩电动机驱动的砂轮自动更换系统试验台调试和检测*
2012-10-23 10:03徐汉新
制造技术与机床 2012年4期
徐汉新
(上海机床厂有限公司,上海 200093)
国家科技重大专项轴套类精密复合数控磨床需要砂轮自动更换系统,而砂轮自动更换系统一般采用以下两种形式:(1)基于力矩电动机驱动的;(2)齿牙盘加伺服电动机驱动的。本文介绍的砂轮自动更换系统试验台是基于力矩电动机驱动的,该试验台的外形如图1所示。
该试验台由体壳、主轴、轴承、力矩电动机、角度编码器等组成。砂轮自动更换系统的精度直接关系到轴套类精密复合数控磨床的质量。对该试验台进行性能测试主要考核定位精度、重复定位精度指标。要求如下:(1)双向定位精度A为5″;(2)单项定位精度A↑或A↓为5″;(3)单项重复定位精度R↑或R↓为3″;(4)双向定位系统偏差E为5″;(5)单向定位系统偏差E↑或E↓为5″;(6)双向平均位置偏差范围M为4″;(7)反向差值B为3″。
从检测指标可知,对试验台的定位精度以及重复定位精度要求很高,所以该试验台的设计、安装、调试和检测都很重要。本文主要介绍如何调试和检测这试验台的。
我们采用西门子840D数控系统及其力矩电动机1FW61300PB10IJD2一套,HEIDENHAIN角度编码器,其型号为:RON285-18000,如图2所示。

1 调试
电动机及其测量系统正确安装,其参数正确设置后,该力矩电动机的标准参数进入(MD1407=57.7,MD32200=1,此时,电动机的刚度很小,而且有尖叫声,其幅频特性和相频特性如图3。此处应该添加滤波器进退行处理,设参数 MD1200[0]=4,MD1201[0]=EH,这样最多可加3个低通滤波器。

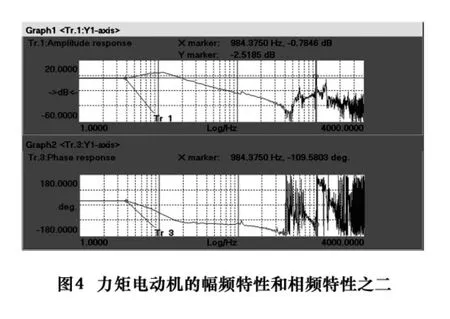
通过对图3分析,加第一个低通滤波器:MD1213[0]=960 Hz,MD1214[0]=500 Hz,MD1213[0]=50 Hz。该低通滤波器生效后,电动机不再发出尖叫声,此时幅频特性和相频特性如图4。
增大力矩电动机该轴的速度增益MD1407=300,电动机尖叫声再起,此时幅频特性和相频特性如图5。从图上可知噪声点的频率。

加第二个低通滤波器:MD1216[0]=984 Hz,MD1217[0]=100 Hz,MD1218[0]=50 Hz。该低通滤波器生效后,电动机尖叫声消去,此时幅频特性和相频特性如图6。

再增大力矩电动机该轴的速度增益MD1407=600,又产生噪声,此时幅频特性和相频特性如图7。必须再加1个低通滤波器来消除噪声。
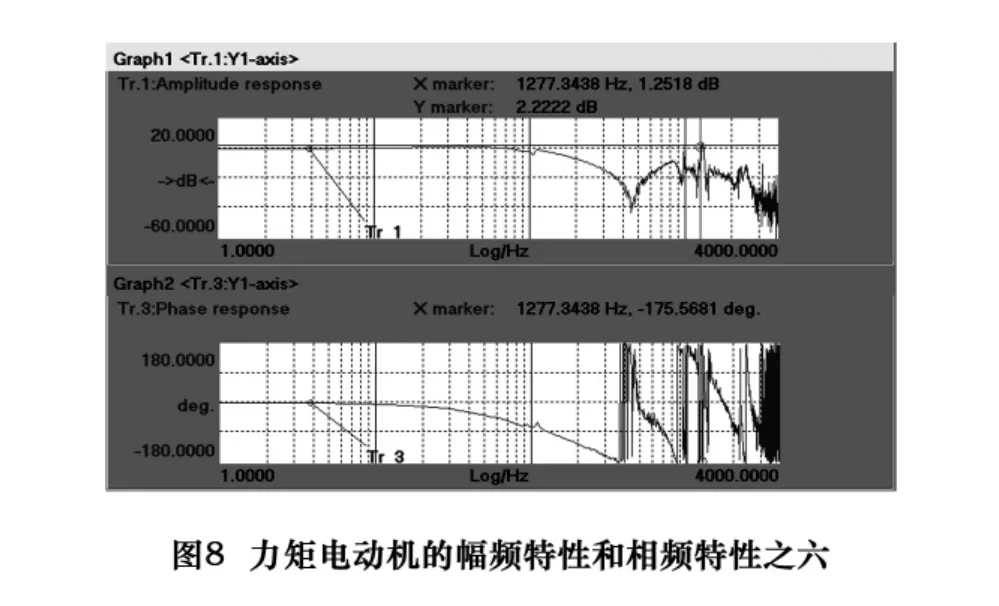
加第三个低通滤波器:MD1219[0]=1 226 Hz,MD1220[0]=500 Hz,MD1221[0]=100 Hz。该低通滤波器生效后,电动机尖叫声又消去,此时幅频特性和相频特性如图8。

调试西门子力矩电动机,得到以下经验:通过好的伺服优化,可将力矩电动机该轴的速度增益MD1407扩大至10倍左右。
另外,适当加大电动机的位置增益MD32200=4,则得幅频特性和相频特性如图9,该曲线的特性会更好些。

通过反复伺服优化,消除了噪声,增大了力矩电动机该轴的速度增益(MD1407)及位置增益(MD32200),使力矩电动机的精度和刚度得到提高。
2 测试
测试方法:
当使用标准分度台时,分度台置于砂轮架上,使其回转轴线平行并靠近砂轮架的回转轴线,反射镜面对准置于机床固定部位上的自准直仪的光学轴线。标准分度台先随砂轮架转一分度角,再将标准分度台转回同样角度,使反射镜返回原位,并面对光学轴线,然后检验角度偏差。
该试验台的检测采用RENISHAW XL-80激光干涉仪测量系统,见图10。新型XL-80系统具有许多新功能,灵活性更强,使用更便捷;而关键的性能指标,如线性精度(±0.5 μm)、最大测量速度(4 m/s)和数据采集率(50 Hz)均获得提高。XL-80激光干涉仪测量系统的测量过程可通过装有专用软件的计算机来显示,其测量结果,如图11。



表1 RENISHAW XL-80激光干涉仪测量系统的测量结果表
把测量得来的数据填入表1,可得测试结果。本试验台主要考核的定位精度和重复定位精度指标都合格。
3 结语
通过对力矩电动机的幅频特性及相频特性的分析,根据分析结果添加低通滤波器,并调节相应参数,进行调试、检测,从而得到合理的优化参数和理想的电动机性能曲线。结果证明,该方法是可行的,有一定实用参考价值。
猜你喜欢
失效分析与预防(2020年1期)2020-06-17
通信技术(2020年4期)2020-04-25
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年3期)2019-02-27
通信技术(2019年1期)2019-01-23
制造技术与机床(2017年7期)2018-01-19
科技创新导报(2017年28期)2017-11-28
电子技术与软件工程(2017年8期)2017-05-10
科技资讯(2016年31期)2017-03-30
电脑知识与技术(2016年4期)2016-04-11
