H-732阳离子交换树脂催化酯化反应
2012-10-19 03:35赵志刚邵太丽秦国正陈靠山
化工进展 2012年7期
赵志刚,邵太丽,秦国正,陈靠山,2
(1皖南医学院药学系,安徽 芜湖 241002;2山东大学生命科学学院,山东 济南 250100)
研究开发
H-732阳离子交换树脂催化酯化反应
赵志刚1,邵太丽1,秦国正1,陈靠山1,2
(1皖南医学院药学系,安徽 芜湖 241002;2山东大学生命科学学院,山东 济南 250100)
以H-732阳离子交换树脂为催化剂进行了酯化反应研究,合成了丁二酸单乙酯和乙酰水杨酸,通过单因素实验和正交实验优化了反应工艺。单因素实验结果表明:催化剂用量为丁二酸酐质量的20%、乙醇与丁二酸酐的摩尔比1.8∶1、反应时间2 h、反应温度90 ℃时,丁二酸单乙酯产率最高为68.76%;在丁二酸单乙酯的合成体系中加入分离出的副产物丁二酸二乙酯可以抑制副反应的发生,大大提高单酯的产率(90.79%)。正交实验结果表明:乙酸酐与水杨酸的摩尔比为3∶1,催化剂用量为水杨酸质量的14.50%,反应时间2 h、反应温度60 ℃时,乙酰水杨酸产率最高为77.57%;催化剂连续使用5次时,催化能力才有明显下降,对连续使用过5次的催化剂重新活化后催化能力无明显降低。
阳离子交换树脂;酯化;催化;产率
酯类物质作为一类重要的精细化工产品,主要用来做溶剂、香料、添加剂、有机合成的原料和中间体等[1]。酯化反应是获得酯类产品的主要途径[2],该类反应通常需要在催化剂的作用下才能较好发生,目前对酯化反应的研究也主要集中在催化剂方面。酯化反应在工业生产中主要采用浓硫酸作催化剂。作为一种传统的均相催化剂,浓硫酸具有价格低廉、催化效果较好的巨大优势,但也有一定的缺陷:副反应多、催化剂无法回收再利用、腐蚀设备、污染环境等。近年来,研究者们在寻找可代替硫酸的新型酯化反应催化剂方面做了大量工作,开发出了一系列新的酯化反应催化剂:例如固体超强酸[3-4]、杂多酸 [5-6]、离子液体[7-8] 、分子筛[9-10]等。强酸性阳离子交换树脂作为新型的酯化反应催化剂不仅催化效果好,对环境污染小,还可以分离后重复使用,简化了产品的提纯分离过程[11-12],是一种具有广泛应用前景的新型催化剂。本研究采用H-732强酸性阳离子交换树脂作为催化剂合成了丁二酸单乙酯和乙酰水杨酸,在合成过程中对催化剂的催化性能进行了研究。
1 实验部分
1.1 仪器与试剂
GC-MS气质联用仪(美国Finnigan公司),X-4A型显微熔点测定仪(北京福凯仪器有限公司),Nicolet380智能傅里叶红外光谱仪(Thermo公司),RE6000旋转蒸发仪(郑州南北仪器设备有限公司),真空泵(上海帕特真空泵厂),DF-101S集热式恒温加热搅拌器(上海石英仪器有限公司)。
H-732强酸性阳离子交换树脂(工业品),丁二酸酐(分析纯),水杨酸(分析纯),乙酸酐(分析纯),无水乙醇(分析纯),95%乙醇(分析纯),HCl(分析纯),碳酸氢钠(分析纯)。
1.2 催化剂活化处理
将离子交换树脂用95%乙醇浸泡并搅拌8 h,真空抽滤,水洗去树脂中的乙醇,用2 mol/L的HCl浸泡24 h,抽滤,再用2 mol/L的HCl浸泡12 h,蒸馏水洗涤树脂至中性,40 ℃真空烘干。
2 丁二酸单乙酯的合成
丁二酸单乙酯(monoethyl ester of succinic acid,MESA)为无色油状液体,分子式为C6H10O4,是丁二酸一个羧基被酯化的产物,作为一种常见的药物中间体,目前主要用于成药的合成。 在酯化反应的过程中,由于生成的丁二酸单乙酯可以与乙醇发生进一步的酯化反应而生成丁二酸二乙酯,这样势必降低单酯的产率,给单酯的纯化带来较大的困难,本实验根据单酯和二酯的沸点不同[丁二酸单乙酯的沸点146~149 ℃(2.27 kPa),丁二酸二乙酯的沸点105 ℃(2.00 kPa)],采用减压分馏的方法可以将单酯很好地纯化。
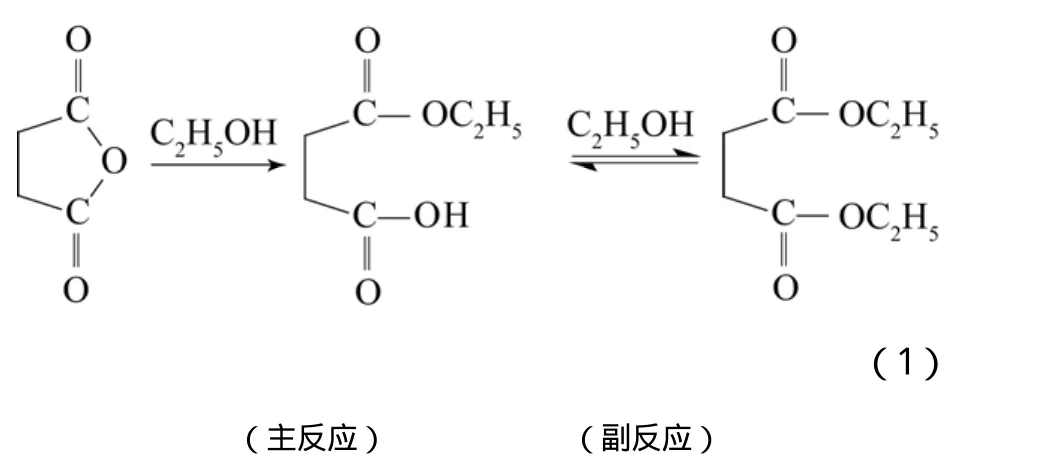
2.1 实验原理
实验反应方程式如式(1)所示。
2.2 实验过程
在配有搅拌器、温度计、回流冷凝管的干燥三口烧瓶中加入若干丁二酸酐、无水乙醇及离子交换树脂搅拌加热,恒温反应一定时间,停止反应。趁热过滤出树脂,得无色透明滤液(丁二酸单乙酯、丁二酸二乙酯、过量乙醇以及反应生成水的混合物),静置至室温,过滤出析出的白色固体(丁二酸酐),滤液在70 ℃用旋转蒸发仪蒸出水和乙醇,得丁二酸单乙酯与丁二酸二乙酯的混合物,在真空度为2.27 kPa下分馏出沸点为146~149 ℃的馏分即为丁二酸单乙酯,称重,以丁二酸酐为基准计算产品产率。
2.3 结果与讨论
2.3.1 GC-MS表征
采用GS-MS 气质联用仪对产物进行定性与定量分析,质谱峰对应碎片基团(m/z)分析如下:128(C2H5OOCCH2CH2CO+)、101(HOOCCH2CH2CO+)、73(HOOCCH2CH2+)、55(CH3CH2CO+)、45(COOH+)、29(CH3CH2+)。分析结果与质谱图库对照可以直接定性产品为丁二酸单乙酯,气相色谱结果显示产品纯度为99.3%。
2.3.2 合成工艺优化
为了得到合成丁二酸单乙酯的最佳反应条件,实验过程中采用单因素实验依次探讨了催化剂用量、反应物料比、反应温度、反应时间对产率的影响,结果如图1~图4所示。
由图1~图4优化出了强酸性阳离子交换树脂催化合成丁二酸单乙酯的最佳工艺:催化剂用量为丁二酸酐质量的 20%,乙醇与丁二酸酐的摩尔比1.8∶1,反应温度90 ℃,反应时间2 h;反应最高产率为68.76%。
2.3.3 加入二酯提高单酯产率的工业化模拟实验
由 2.3.2节知,尽管对合成工艺进行了优化,但丁二酸单乙酯的产率依然较低,只有68.76%,究其主要原因是副反应的影响,即产物丁二酸单乙酯可以与乙醇进一步酯化生成丁二酸二乙酯。该反应高度可逆;为了抑制副反应的发生,提高单酯的产率,在实验过程中将分离出的丁二酸二乙酯重新加入反应体系中以抑制二酯的产生,实验如下:以1 kg丁二酸酐与乙醇进行了工业化模拟实验,将每次纯化过程中分离出的丁二酸二乙酯加入到下一反应体系当中循环使用,实验结束以丁二酸酐为基准计算丁二酸单乙酯的产率,4次工业化模拟实验结果如表1所示,取其平均产率为90.79%。

图1 催化剂用量对MESA产率的影响

图2 反应物摩尔比对MESA产率的影响

图3 反应温度对MESA产率的影响
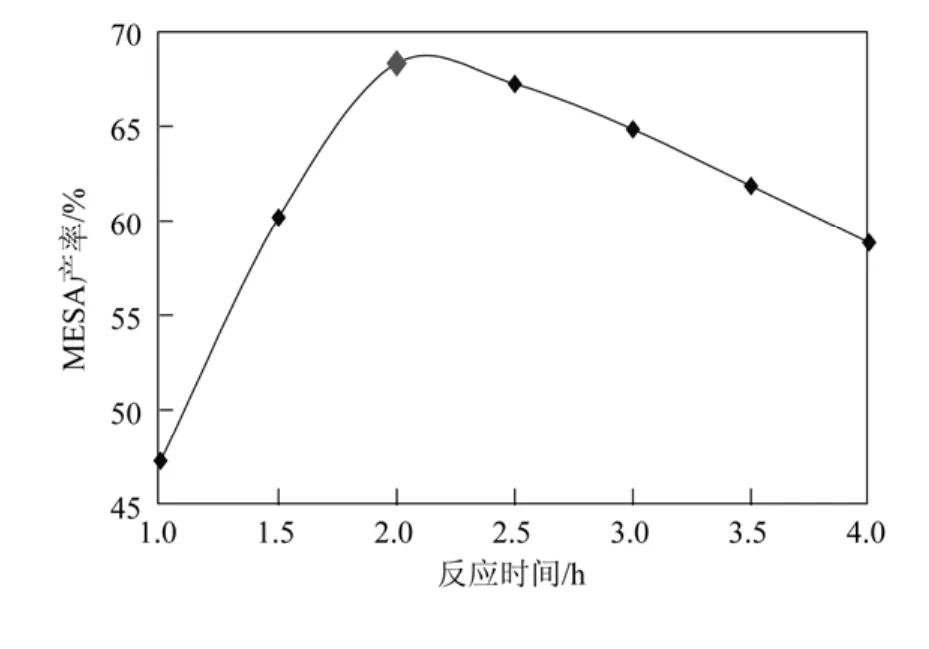
图4 反应时间对MESA产率的影响

表1 工业化模拟实验结果
3 乙酰水杨酸的合成
3.1 实验原理
乙酰水杨酸合成反应如式(2)所示。
3.2 实验过程

在配有搅拌器、温度计、回流冷凝管的干燥三口烧瓶中,加入水杨酸2.76g、乙酸酐若干、阳离子交换树脂若干,开动搅拌,水浴加热到设定温度后反应若干时间,过滤出催化剂,滤液冷却至室温,搅拌状态下慢慢向其加入15 m L水,静置析晶、抽滤得粗品;将粗品移至烧杯中,搅拌状态下加入饱和碳酸氢钠溶液40 m L,搅拌至不再有气泡逸出,滤除不溶的副产物,将滤液慢慢倒入20 m L 6mol/L的盐酸中,析出沉淀,抽滤、冰水洗涤滤饼、干燥,得目标产品。
3.3 结果与讨论
3.3.1 产品IR表征
采用Nicolet380智能傅里叶红外光谱仪对产品进行红外吸收光谱测定,结果如下,3429~3340 cm-1为O—H的伸缩振动峰,3083 cm-1、3058 cm-1、3029 cm-1为芳烃C—H的伸缩振动峰,1777 cm-1为酯 C=O的伸缩振动峰,1681 cm-1为羧酸C=O的伸缩振动峰,1592 cm-1、1572 cm-1、1492 cm-1为C=C的伸缩振动峰,1444 cm-1、1383 cm-1为CH3中C—H的弯曲振动峰,1264 cm-1、1210 cm-1为C—O的伸缩振动峰,755 cm-1为苯环的邻位取代所产生的峰。综合以上分析可以判断产物为乙酰水杨酸。
3.3.2 合成工艺优化
为了研究各反应条件对乙酰水杨酸产率的影响,得到最佳的反应条件,进行了L9(34)正交实验验证,实验因素水平和结果如表2、表3所示。
由正交实验结果可得以下结论。
(1)对反应产率的影响因素大小排序为:反应温度>酸酐摩尔比>催化剂用量>反应时间,即反应温度对反应产率的影响最大,其它因素次之。
(2)正交实验得出的最佳反应条件组合是A2B2C3D2,即反应原料摩尔比(乙酸酐∶水杨酸)为 3∶1、催化剂用量为水杨酸质量的 14.50%、反应时间 2 h、反应温度 60 ℃时乙酰水杨酸的产率最高。
采用正交实验优化出的最佳反应条件A2B2C3D2重复6次实验,产率如表4所示,取平均值为77.57%。
3.3.3 催化剂重复使用效果
本实验还采用 3.3.2节的正交实验最佳反应条件A2B2C3D2对催化剂多次连续使用后的催化性能进行了研究,结果如表5所示。
由表5可知,催化剂连续使用5次时,催化能力才有明显下降;对连续使用过5次的催化剂采用1.2节的方法重新活化后催化能力无明显降低。

表2 L9(34)正交实验因素水平
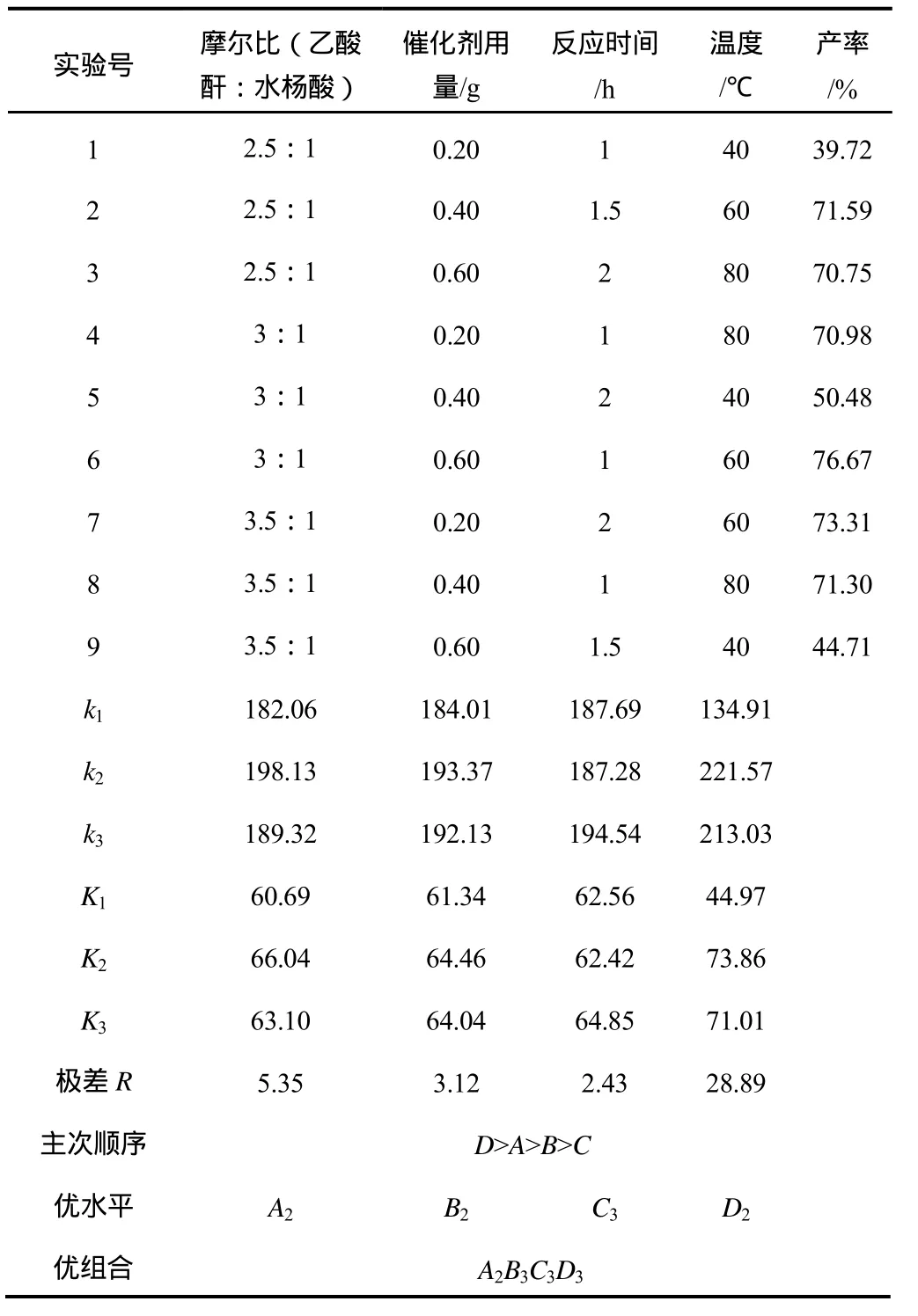
表3 L9(34)正交实验结果分析

表4 重复实验结果

表5 催化剂重复使用的效果
4 结 论
采用H-732强酸性苯乙烯阳离子交换树脂催化合成出了丁二酸单乙酯和乙酰水杨酸,并采用单因素实验和正交实验分别优化了反应工艺。
(1)催化剂用量为丁二酸酐质量的 20%、乙醇与丁二酸酐的摩尔比1.8∶1、反应时间2 h、反应温度90 ℃时,丁二酸单乙酯产率最高为68.76%;在丁二酸单乙酯的合成体系中加入分离出的副产物丁二酸二乙酯可以抑制副反应的发生,大大提高单酯的产率,工业化模拟实验结果表明丁二酸单乙酯的产率为90.79%。
(2)乙酸酐与水杨酸的摩尔比为 3∶1,催化剂用量为水杨酸质量的14.50%、反应时间2 h、反应温度60 ℃时,乙酰水杨酸产率最高为77.57%;催化剂连续使用5次时,催化能力才有明显下降,对连续使用过5次的催化剂重新活化后催化能力无明显降低。
综上研究表明:H-732强酸性苯乙烯阳离子交换树脂是一种良好的酯化反应催化剂,不但具备催化效果好、副反应少、对环境污染小、能重复使用等优点,还能简化产品的纯化分离、降低能耗和生产成本,值得大力推广。
[1] 陈洁,蒋剑春,徐俊明.催化酯化反应中固体酸催化剂研究进展[J].精细石油化工进展,2009,10(3):32-36.
[2] 颜鹤.在Ti-β沸石催化剂上羧酸酯化反应[J].南昌大学学报:理科版,2010,34(4):365-367.
[3] Wang Sainan,Matsumum Shuichi,Toshima Kazunobu,et al.Sulfated zirconia(SO42-/ZrO+)as a reusable solid acid catalyst for the Mannich-type reaction between ketene silyl aeetal and aldimines[J].Tetrahedron Letters,2007,48(37):6449-6452.
[4] 张搏.固体酸催化剂催化脂肪酸甲酯化反应[J].化学反应工程与工艺,2010,26(1):88-91.
[5] Abiney L Cardoso,Rodinei Augusti,Ma´rcio J Da Silva. Investigation on the esterification of fatty acids catalyzed by the H3PW12O40heteropolyacid [J].Journal of the American Oil Chemists’Society,2008,85(6):555-560.
[6] 柳艳修,宋华,张铁晶,等.微波促进的磷钼酸对酯化反应的催化性能[J].化工进展,2010,29(4):670-672.
[7] 劳锡寮,方岩雄,周蓓蕾,等.溶胶-凝胶法负载离子液体[hnmp]HSO4催化剂在酯化反应中的应用[J].化工进展,2009,28(11):1941-1945.
[8] Zhao Yingwei,Li Zhen,Xia Chungu.A lkyl sulfonate functionalized ionic liquids:Synthesis,properties,and their application in esterification [J].Chinese Journal of Catalysis,2011,27(4):664-668.
[9] Wang Hui,Niu Xiaodi,Zhao M in,et al.Solvent-free synthesis of flavanone over new hybrid mesoporous base catalysts [J].Chemical Research in Chinese Universities,2011,27(4):664-668.
[10] 姜建清,潘华,孙国金,等.过渡金属/分子筛催化剂上选择性催化还原氮氧化物的研究进展[J].化工进展,2012,31(1):98-106.
[11] 冯耀辉,何本桥,李建新.阳离子交换树脂填充固定床连续催化酯化制备生物柴油[J].化工进展,2010,29(s1):712-713.
[12] Brehelin M,Forner F,Rouzinea D,et a1.Production of n-propyl acetate by reactive distillation——Experimental and theoretical study [J].Transactions of the Institution of Chemical Engineers Part A:Chemical Engineering Research & Design,2007,85(A1):109-117.
Ability of cation exchange resin H-732 as cataiyst for esterification
ZHAO Zhigang1,SHAO Taili1,QIN Guozheng1,CHEN Kaoshan1,2
(1Department of Pharmacy,Southern Anhui Medical College,Wuhu 241002,Anhui,China;2School of Life Science,Shandong University,Jinan 250100,Shandong,China)
Catalytic ability of cation exchange resin H-732 for esterification reaction was investigated,and monoethyl ester of succinic acid and acetylsalicylic acid were synthesized by esterification reaction,and the optimum experimental conditions were optim ized by single factor experiment and orthogonal experiment. The results of single factor experiment showed that under the follow ing condition:the quantity of the resin :20% of succinic anhydride,n(ethanol)∶n(succinic anhydride)= 1.8∶1,reaction time 2 h,reaction temperature 90 ℃,the yield was 68.67%;. The yield of monoethyl ester of succinic acid was greatly improved by adding diethyl ester of succinate acid (side product) ,and the yield was 90.79%. The results of orthogonal experiment show that under the follow ing condition:n(acetic anhydride)∶n(salicylic acid)= 3∶1, the quantity of the resin is 14.50% of salicylic acid,reaction time 2 h,reaction temperature 60℃,the yield was 77.57%. The catalyst lost its activity after reuse 5 times and its activity could be restored by re-activation.
cation exchange resin;esterification;catalysis;yield
TQ 203.2
A
1000–6613(2012)07–1592–05
2012-03-16;修改稿日期:2012-04-05。
国家863计划项目(2007AA10Z334)。
及联系人:赵志刚(1981—),男,助教,硕士。E-mail zhaozhigang81@163.com。
猜你喜欢
纺织科学研究(2017年1期)2017-05-17
天然产物研究与开发(2016年11期)2016-06-15
中国塑料(2016年1期)2016-05-17
中国塑料(2016年11期)2016-04-16
中国塑料(2016年7期)2016-04-16
中国药物应用与监测(2015年5期)2015-12-11
化工进展(2015年6期)2015-11-13
化工进展(2015年3期)2015-11-11
云南中医学院学报(2015年1期)2015-07-31
应用化工(2014年11期)2014-08-16