
盘式刨花机控制系统的设计与应用
2012-10-12 13:29:14董本志任洪娥
制造业自动化 2012年7期
董本志,徐 强,任洪娥
DONG Ben-zhi, XU Qiang, REN Hong-e
(东北林业大学,哈尔滨 150040)
0 引言
随着我国家具和木制品工业的快速发展,各种用途的人造板都具有广阔的发展前景[1]。生产人造板的主要原料是优质的木材刨花,在分析传统方式的基础上,开发设计了盘式刨花机,它是用来生产高质量微米级木材刨花的机械设备。刨花工艺中,由于木材是各向异性材料,木材的刨花受切削方向和切削速度的影响很大,因此合理控制切削过程中速度和方向能大大提高刨花的品质[2]。引入一套可靠、稳定的数控系统解决了刨花机的控制问题,同时控制系统还能够完成自动生产、节省人力资源和大大提高生产效率。目前仅有德国迈耶公司拥有生产微米级木材刨花的控制技术。
1 盘式刨花机组成和控制过程
盘式刨花机基本结构如图1所示,按照功能划分,可分为以下五个组成部分:进料输送台、进料压辊、切削刀盘、余料压辊和余料输送台。由变频器控制切削部分的主轴电机,方便调速。其余四个部分由五个汽缸、四个步进电机和八个定位用的行程开关构成。盘式刨花机控制系统所用到的电气设备还有:PLC一台、交流接触器、继电器、步进电机驱动器和开关电源等[3]。
开发设计的盘式刨花机控制系统,包括下列工序:上木料,传送木料,进料端压辊夹送(保持进料时木料平稳)木料,到达切削位置时刀盘上升进料端压板加紧(保证切削过程木料水平稳定)木料开始切削,切削完毕后刀盘下降等待下一次切削,余料输出端送出余料,最后卸下剩余木料,至此一个操作过程结束。在余料输出的同时放入新的木料,开始循环工作[4]。
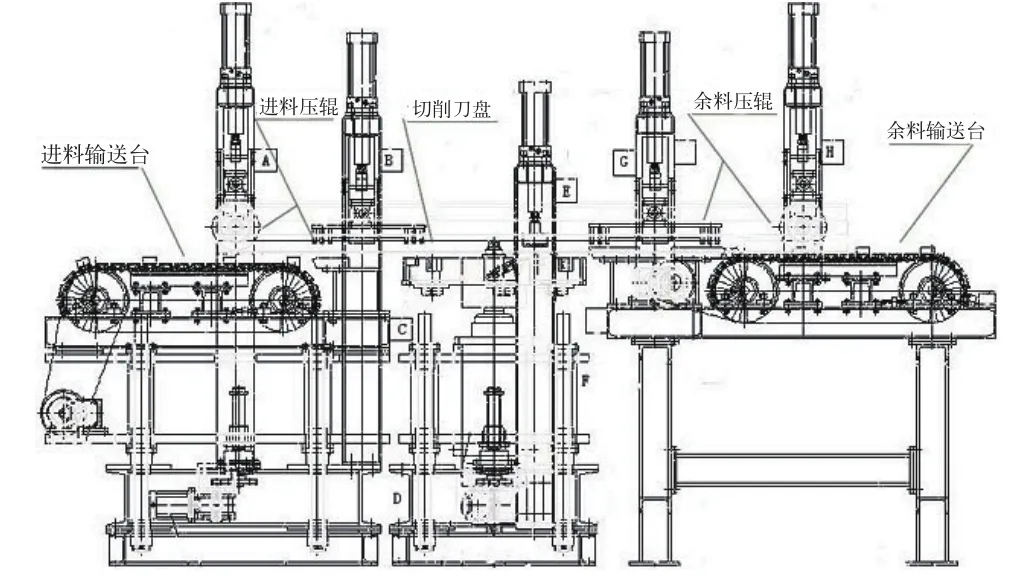
图1 盘式刨花机结构示意图
2 控制系统的设计
2.1 控制系统结构
系统可分为以下模块:系统启动和停止部分,进木料、出余料部分,刀盘自动切削部分,系统急停和故障报警部分等。系统自动控制的实现和各个行程开关有密切关系,其中八个重要行程开关的安装位置如图1中的 A、B、C、D、E、F、G、H点所示。为了应对自动系统故障问题,有两种工作模式可供选择,人工控制和自动控制。人工控制是指操作员通过控制柜的按钮完成每一个工序,工作效率低,但是可以保证生产继续进行,减少损失。自动控制的工作效率高,能完成从进木料,切削,出余料等一系列生产过程。自动控制的工作流程图如图2所示。
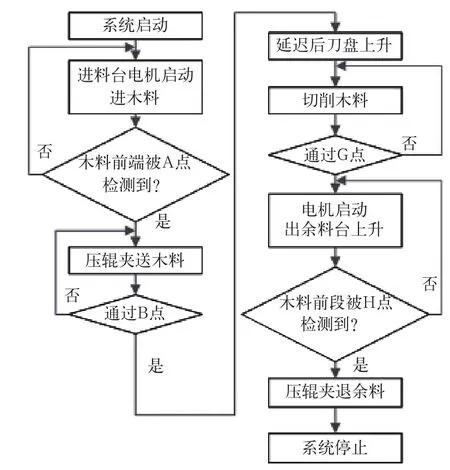
图2 自动控制工作流程图
2.2 控制系统参数
受到盘式刨花机的工作环境限制,要选定一个能在恶劣环境下稳定工作的控制核心,据此选用了工作可靠,稳定,抗干扰性能好的欧姆龙CP1H系列PLC作为控制核心。此PLC拥有四路高速脉冲控制步进电机驱动器,有两路模拟量控制变频器,通过RS-232串口实现PLC与上位机的通信。其基本性能还有:24点输入,16点输出,辅助继电器(一般用500点M0-M499),程序容量:64K(可装存储卡扩充),基本指令:34种,可在程序运行时写入程序,电源模块内置:DC24V,拥有定时器和计数器[3]。
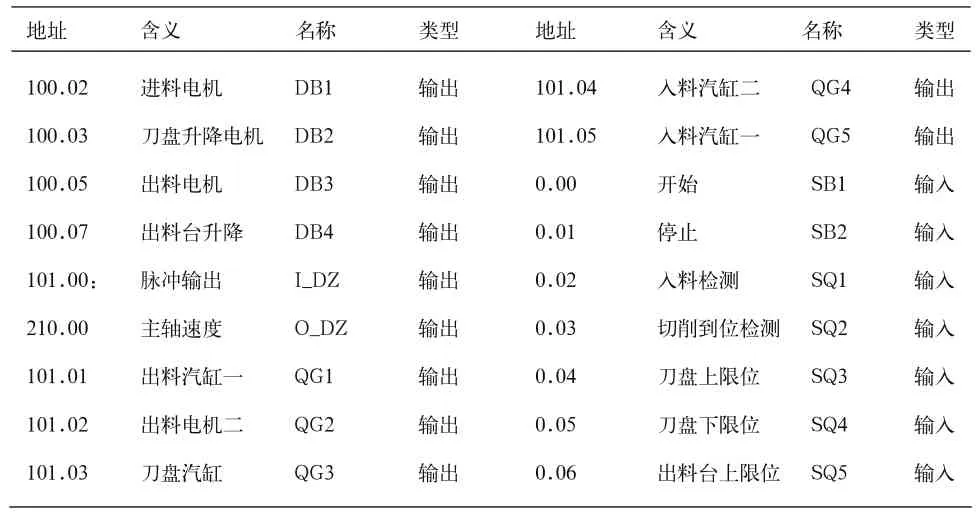
表1 PLC输入/输出点的含义
在该控制系统中,PLC的输入来自以下三个方面:1)行程开关的通断信号;2)控制面板的按钮信号;3)上位机控制信号。PLC的输出控制着变频器,继电器,步进电机驱动器,报警喇叭,故障信号等做出相应的动作,完成盘式刨花机的自动控制过程。其具体输入/输出点代表的含义见表1。
2.3 控制系统的梯形图
根据图2所示控制流程图,采用梯形图编程语言编制系统中各个模块的程序。下面给出系统进木料部分梯形图(包括人工和自动),如图3所示。
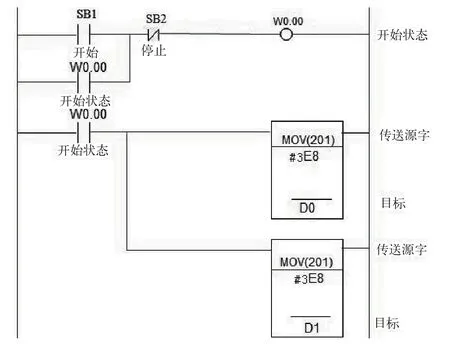
图3 进料部分梯形图
在系统启动之前把木料平放在进料台上,按控制面板上的“启动” 按钮,使W0.00触发,控制系统进入启动状态,PLC发出脉冲驱动进料电机,开始进木料,如果具备下面条件:A点行程开关被触发,B点行程开关没有信号。则进料端压辊下降夹送木料,等到B点有上升沿信号时,刀盘延时上升准备切削,刀盘上下分布两个限位开关,防止行动过限。系统的退出余料,急停和报警部分的程序段,不再赘述。
3 系统在生产中的检验
图4是德国麦耶公司加工的刨花,图5是本文所述盘式刨花机加工的刨花。图5所示的长条薄片刨花厚度分别是62、47、100、110、53μm,长度在55~80mm之间,宽度在31~65mm之间。利用本文所述数控系统,控制刨花机生产的长条薄片刨花已经达了到德国迈耶公司同类设备的技术水平。

图4 德国麦耶公司加工的长条薄片刨花
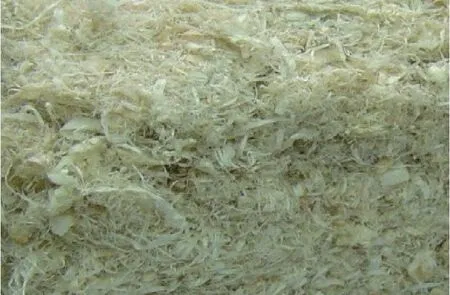
图5 盘式刨花机加工的刨花
4 结束语
基于PLC开发设计的盘式刨花机控制系统,具备很高的稳定性和可靠性。通过实际生产验证出,该自动控系统不仅提高了生产效率,而且还大大提高了生产产品的精细度,最大程度的扩大了经济效益,完全满足大规模生产的需要。
[1]阿伦.马岩.微米级薄片木纤维高强度人造板制造工艺研究[J],木材加工机械,2006.17(1):22-24.
[2]马岩.微米木纤维低密度轻质板制造技术讨论[J].林木工业,2006(4):19-21.
[3]王辉等.欧姆龙系列PLC原理及应用[M].人民邮电出版社.2009.
[4]牛军燕,顾寄南.基于PLC的自动换刀系统研究[J].制造业自动化,2010,06:35-36,87.
猜你喜欢
林产工业(2024年1期)2024-02-27 03:19:16
林产工业(2023年11期)2023-12-25 09:39:06
橡塑技术与装备(2023年12期)2023-12-05 06:29:18
钣金与制作(2022年10期)2022-11-12 02:40:28
橡塑技术与装备(2022年5期)2022-05-17 08:48:38
林产工业(2022年4期)2022-04-20 08:31:20
江苏船舶(2020年6期)2021-01-26 03:55:18
绿色科技(2020年1期)2020-11-29 08:09:40
金属加工(冷加工)(2020年8期)2020-08-13 03:38:14
广船科技(2020年3期)2020-02-24 03:46:24
