
虚拟仪器在切削力实验中的应用研究
2012-10-09 07:37莉ZHOULi
制造业自动化 2012年7期
周 莉ZHOU Li
(上海电机学院 机械系,上海 200245)
1 概述
切削力是金属切削过程中的重要状态参量。切削力测量是金属切削研究中一项重要实验技术,不仅对研究金属切削机理,计算机床功率,进行刀具、机床和夹具的设计,优化切削用量和刀具几何参数等具有非常重要的作用意义,而且在自动化生产中,切削力是切削过程自适应控制中的重要参数,也是监测切削过程和刀具工作状态的重要信号。
切削过程参数的计算机辅助测量虽然是比较陈旧的课题,但随着虚拟仪器技术的提出和发展,给它带来了新的科研生命力。切削力测量系统传统上采用通用的或者专门设计的板卡做接口,而后续的分析和处理程序则是在较常用的软件编程环境中进行,针对某种加工方式所编制的切削力测试软件,若应用于另一种加工方式,程序编码要作较大的改动,缺乏直观性、通用性和灵活性。
而虚拟仪器是当今计算机辅助测控领域中的一项重要技术,有较大的编程方便性、较强的功能和灵活性,尤其是综合测量、数据处理和图形化显示方面。利用虚拟仪器技术在线采集和处理切削参数,并对切削过程监控,具有很大的优越性。它以计算机为统一的硬件平台,在其中配以具有测试和控制功能并可实现数据交换的模块化硬件接口卡,辅以具有硬件信号转换和处理能力且形象逼真的软件模块,通过系统管理软件的统一指挥调度来实现传统测控仪器的功能。
2 切削力测量系统简介
切削力测量系统一般由三部分构成:测力仪、数据采集系统和PC机。测力仪(测力传感器)通常安装在刀架(车削)或机床工作台上(铣削),负责拾取切削力信号,将力信号转换为弱电信号;数据采集系统对此弱电信号进行调理和采集,使其变为可用的数字信号;PC机通过一定的软件平台,将切削力信号显示出来,并对其进行数据处理和分析。
2.1 切削测力仪
在现在的技术水平下,切削测力仪一般有以下三种:应变式测力仪、压电式测力仪和电流式测力仪,而本实验中将采用应变式测力仪。应变式测力仪由弹性元件、电阻应变片及相应的测量转换电路组成。把电阻应变片贴在弹性元件表面,并连接成某种形式的电桥电路,当弹性元件受到力的作用而产生变形时,电阻应变片便随之产生变形,从而引起其电阻阻值的变化ΔR,即应变片电阻值的变化ΔR造成电桥不平衡,使电桥输出发生变化ΔU,通过标定建立输出电压与力之间的关系。
2.2 本实验测量系统
本次切削力测量实验是在基于LabVIEW的平台设计完成的,并在调试以后可以在实验中实现以下功能:
1)在实验前可以进行对应环境的零位调整。
2)在数据采集时为波形显示,并有对应的当前数值显示。
3)可在虚拟仪器软面板上对于实验中输入的数据进行记录,并得出加载力与输入数据的关系,并生成对应的图形。
4)可同时测量分析三向切削力。
5)可以在实验的过程中对于数据进行实时查看,并确定数据的存储、删除。
6)可以txt形式输出实验报告以便于进行实验情况的记录与整理。
7)可以通过本次实验采集的数据建立对应的切削力经验公式。
8)可以通过本次实验数据与存储数据的波形比较,通过波形曲线相似性评判刀具的磨损程度,用切削力来反映刀具磨损状态。
3 系统总体方案设计
本实验是以计算机与数据采集模块(PC-DAQ)为体系结构的虚拟仪器切削力测试实验设计,根据本身的实验条件、实验特点及本实验研究的目的,作出了系统总体方案设计,如图1所示。
根据系统总体方案设计了解到,整个实验所需要的硬件有:传感器、信号调理放大器、数据采集及数模转换模块和计算机。通过对于现有的资源设备以及本系统所要求实现功能的综合分析,主要的硬件系统选用北航大学提供的SDCL3M型应变式三向车削测力传感器,放大器使用的是重庆迪佳科技有限公司提供的DJ-CL-1型电荷放大器,板卡则使用基于USB总线的NI 9219-4通道24位通用模拟输入模块。
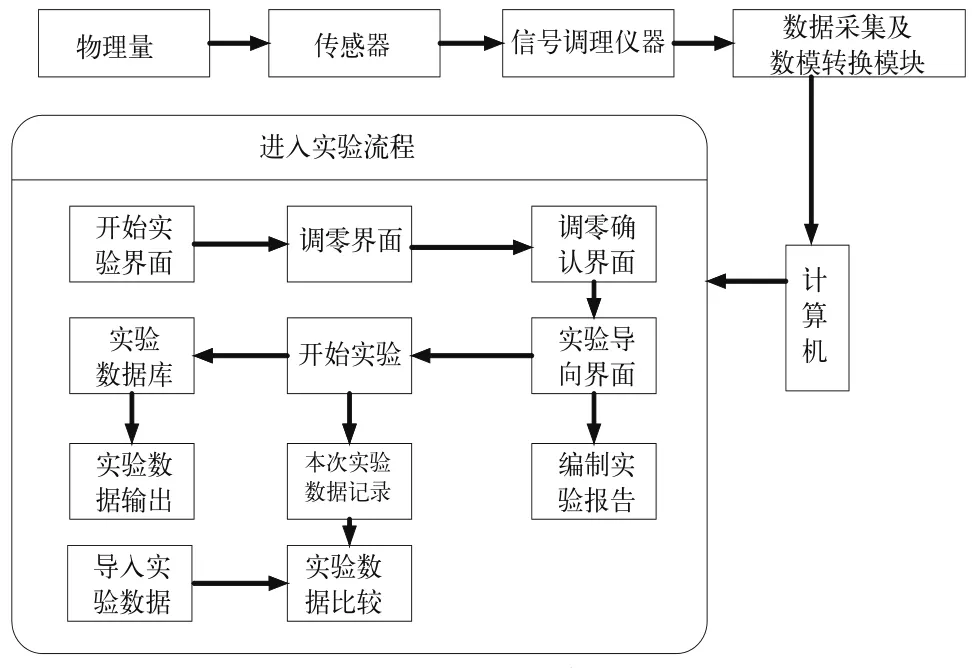
图1 系统总体设计框图
3.1 系统所用硬件介绍
SDC-L3M型应变式三向车削测力传感器:其垂向量程为3000N,轴向和径向为1500N。该测力仪刚性好、固有频率高、灵敏度高,线性和重复性好,滞后小,向间干扰均在5%以下。
放大器:DJ-CL-1型电荷放大器,在该仪器内设置了高精度线性放大板,其三向放大倍数和基础零位已经调定,使用过程中不需要再调整放倍数。三向零位可根据使用情况进行适当调整,以适应温度的变化和测力传感器的工作状态。
NI 9219 模拟输入模块:是由NI公司推出的一款4通道,24 位通用数据采集卡,其优点在于与LabVIEW连接进行实验时,其驱动程序已由NI公司内置与软件中,不需另行编写。
3.2 系统所用软件介绍
在本课题研究中选择的应用软件是NI公司提供LabVIEW作为虚拟仪器的开发平台。LabVIEW是目前国际上唯一的编译型图形化编程语言,把复杂、繁琐和费时的语言编程简化成用菜单或图标提示的方法选择功能(图形),并用线条把各种功能(图形)连接起来的一种简单图形编程方式。
4 系统实现功能模块介绍
4.1 背吃刀量与切削力曲线的获得模块介绍
在完成每个点的切削力测量时,程序会自动记录下当下输入的背吃刀量和采集到的切削力最大值,当完成9个不同背吃刀量的切削时,程序可以根据记录下的数据,获得将零点作为起始点,每个点便获得对应的切削力,将背吃刀量为横坐标,以相对应的切削力为纵坐标的曲线,利用LabVIEW自带的强大的函数库中线性拟和函数,同时获得3个方向上个子的背吃刀量与切削力曲线。曲线生成的方式如图2所示。
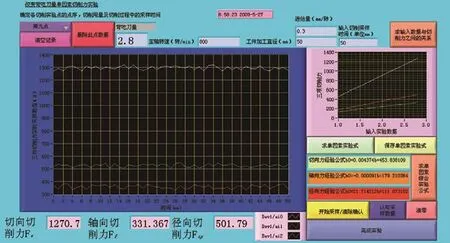
图2 经验公式系数显示
4.2 经验公式创建模块的实现
用经验公式表示实验数据,可以清楚并定量地表示各个被考察变量之间的关系。这是目前使用最广的数据处理方法。建立计算切削力的指数公式的方法很多,本实验用的是单因素实验法。在一定条件下一般可写成幂函数形式的经验公式:

式中: q——因变量,表示切削力、切削温度等物理量;
ap、f、v——自变量,分别为切削深度、进给量和切削速度;
Cq——常数,与其他切削条件有关;
xq,yq,zq——指数,反映了各自变量对因变量的影响程度。
根据切削深度ap和进给量f表示单项切削力指数公式:

Fz—对应方向上的切削力

在等号两边取对数,则


可采用单因素实验法实验法建立上述经验公式。
4.3 单因素实验法
所谓单因素实验法,即在实验中将其他条件固定不变,仅分别依次改变需考查的诸自变量xi( i为自变量个数,i=l,2,3,…,p)中的一个,并测量相应的因变量y的值。然后,用一元线性回归法对实验结果进行处理,从而建立x与y的关系。
现以建立车削力Fz—ap的单项公式为例。如实验显示中背吃刀量与切削力的曲线与与实验点的偏离很小,则认为此直线与所有实验点拟和得很好。设;则相应的回归线方程为:
当自变量x取不同值xi(i为实验次数,i=1,2, 3,..., N)时,则对应有不同的回归值。回归值与实测值之差刻划了与回归直线=b0+bx的偏离程度。

可作为总的误差。由高斯误差分布定律知,所求回归直线应是所有直线中Q等于最小的一条直线。故可用最小二乘法,求得这样的回归系数b与常数b0。以使达到极小值。而由公式(7)说明Q是b、b0的二次函数,又是非负的,所以其极小值总是存在的,对公式(7)求偏倒得:

由公式(7)得:

实测值与平均值之差叫做偏差。为计算方便,常用下列公式计算各值。
x的偏差平方和:

y的偏差平方和:

x、y的偏差平方和:

于是公式亦可写成

至此,单项公式的待定系数已确定。
5 结束语
本实验项目是在查阅和参看了大量的国内外资料的基础上,研究了基于虚拟仪器的实验方法,并运用国际上的新技术,设计实验具体的流程,然后根据实验的具体情况和自身条件,选择了以计算机和采集卡为主体结构的虚拟仪器进行了尝试,并且具体运用到了切削力测量实验中,完成了预期的功能。虚拟仪器测量系统结构简单,成本低,人机界面友好,操作方便,功能灵活,便于大学生的自我学习和运用,在教学实验方面有非常广阔的前景。
[1] Gary W.Johnson,Richard Jennings.LabVIEW图形编程[M].北京:北京大学出版社,2002.
[2] 陈锡辉,张银鸿.LabVIEW 8.20程序设计从入门到精通[M]北京:清华大学出版社,2007.
[3] 粟钧.基于多分辨分析和小波神经网络的刀具磨损监测系统及其虚拟仪器实现[D].华南理工大学,2005,0501.
[4] 吴震宇.难加工材料高速铣削动态参数测试及机理分析[D].上海交通大学,2004,0101.
[5] labvie教程—labview新手入门,http://www.avrvi.com/index_labview_start.html.
[6] DAQmx8.8, http//www.ni.com
[7] DAQ入门篇,https://lumen.ni.com/nicif/zhs/ekitdaqintro/content.xhtml.
[8] National Instrument, http//www.ni.com
猜你喜欢
科学技术创新(2022年34期)2022-12-07
仪表技术与传感器(2022年7期)2022-08-30
装备制造技术(2020年2期)2020-12-14
东北大学学报(自然科学版)(2020年10期)2020-10-19
制造技术与机床(2019年9期)2019-09-10
中国设备工程(2019年20期)2019-01-19
中国港湾建设(2017年11期)2017-12-19
电子制作(2017年13期)2017-12-15
制造技术与机床(2017年4期)2017-06-22
电子制作(2017年1期)2017-05-17
