
加工曲轴主轴颈车床的刀具设计
2012-09-26 09:31黄玉明
制造技术与机床 2012年3期
黄玉明
(甘肃天水星火机床有限责任公司技术中心,甘肃天水741024)
目前,现有的数控车床在车削曲轴主轴颈时,通常采用传统的框式刀架,安装2套刀板进行车削,或是选用普通常规数控刀架安装加长刀杆进行车削。由于曲轴类工件的特殊性,车削曲轴主轴颈时,必须使刀杆伸出长度大于拐颈深度,否则会受到曲轴拐颈的限制和干涉。传统方式一般会加长刀杆悬伸长度,这样大大降低了刀具的刚性,车削时很容易发生刀杆颤动。特别是原有刀架只能装夹2把刀具,车削不同的工件表面时,需要经常换刀,工件达不到技术要求,合格率降低,增加了加工成本,降低了生产率。本文介绍如何用刀具组合在车床上一次性合格地加工用户的零件。
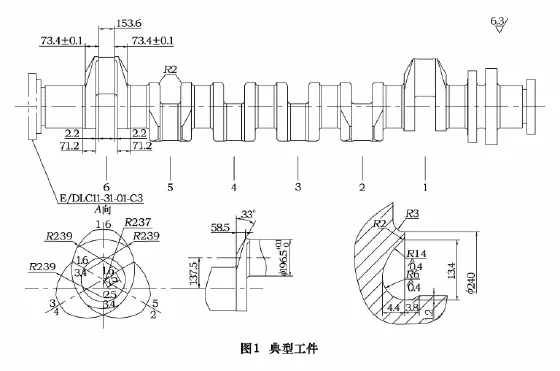
1 被加工典型工件
图1是用户所要加工的典型工件,设计任务就是要在车床上把它一次性加工出来,并且要保证设计精度要求。该工件要求精度如下:尺寸精度,IT6;精车内外圆的表面粗糙度,Ra1.6 μm;精车内外圆圆度,0.005 mm;精车外圆的圆柱度,0.030 mm/300 mm。
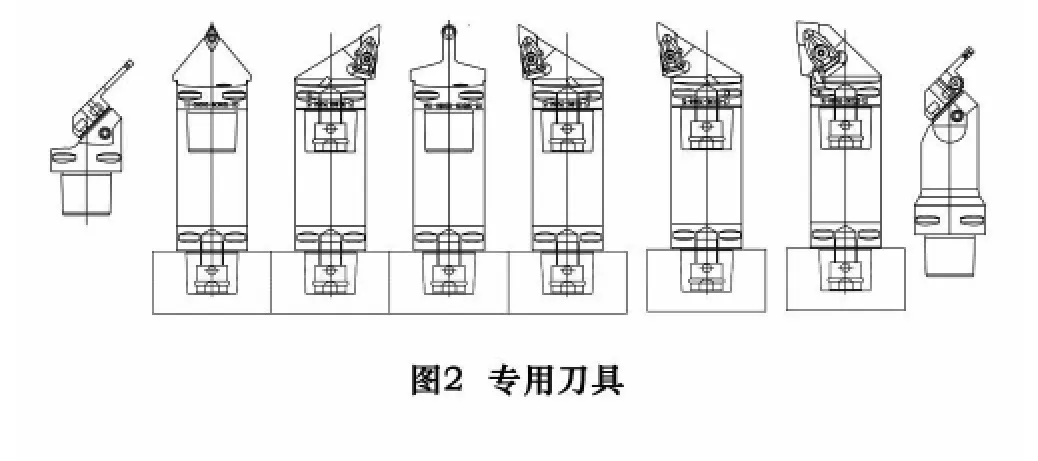
2 刀具设计
为保证在车床上加工出符合要求的工件,我们设计了如图2的刀具组合。该机床所有刀具选用世界知名品牌SANDVIK,加工图1所示工件各个表面,共需要8把刀具,经过组合,可以完成整个加工过程。
图3为专用数控刀架与刀具的组合图,刀架选用德国SAUTER公司生产的0.5.480.540/8T卧式8工位刀塔,与我公司生产的刀盘组合。
3 加工方案及实施过程

加工方案见图4。刀架包括刀杆、接纳器、刀盘。刀盘是中间有通孔的正多边形柱体,在正多边形柱体的每一个侧面都安装有1个接纳器,接纳器是能够快速安装和卸下刀杆的装置,接纳器上安装有刀杆,刀杆上安装有刀具。刀盘至少是六边形柱体,其中间通孔的边上设有安装孔,根据需要可以是正八边形柱体、正十二边形柱体等等。在刀盘正多边形柱体的每一个侧面都加工一个安装接纳器的定位孔,4个螺纹孔,1个冷却润滑液出口;接纳器通过4个螺钉固定在刀盘上。刀盘在不影响刚度的前提下,厚度可小于曲轴的档宽,这样刀盘与刀杆一体进入主轴颈档内,可以扩展加工范围。
使用时,刀盘通过安装孔与车床刀塔连接,由车床刀塔带动旋转,变换加工工位。冷却润滑液通过泵经刀盘上的冷却润滑液出口、接纳器、刀杆流到刀具上。根据工件尺寸选择需要的所有刀具,依次安装在刀盘上,如左偏刀中间圆弧刀或尖刀右偏刀,通过变换不同的刀具,完成所有曲轴主轴颈、圆角、曲柄臂等整个切削过程。同时该刀架还可适用于各种轴类、盘类工件的加工,可车削各种外圆、端面、锥度、螺纹、圆弧以及回转体曲面等。

用于数控车床时,根据工件加工工艺,编写好程序,由数控程序控制刀架的工位,直至完成整个加工过程。
4 结语
该刀具组合在一次装夹后,在车削过程中不需要更换,能够保证车削的连续性,提高加工质量;且承载能力大、刚度高、吸振性好;通过内循环冷却通道,能够将切削液输送到切削区域,在使用过程中起到润滑冷却作用,大大降低工件的热变形,从而保证了工件的精度及表面粗糙度,提高了工件的质量,减轻了工人的劳动强度,提高了生产率。
猜你喜欢
海洋工程(2021年1期)2021-02-02
设备管理与维修(2020年23期)2021-01-04
中国设备工程(2020年18期)2020-09-22
水下无人系统学报(2020年1期)2020-03-06
中国设备工程(2019年24期)2020-01-14
科教新报(2019年27期)2019-09-10
商情(2019年34期)2019-08-21
锦绣·上旬刊(2019年4期)2019-08-13
高中生学习·高二版(2017年9期)2017-10-25
凿岩机械气动工具(2017年2期)2017-07-19
