
基于802D SL数控系统斗笠式刀库自动换刀程序设计
2012-09-26 09:31冉雪莲
制造技术与机床 2012年3期
冉雪莲
(西京学院数控中心,陕西西安710123)
自动换刀是加工中心的重要辅助功能,作用是将主轴中用过的刀具还回刀库,又将需要的刀具从刀库取到主轴中。要求准确、无误、快速。
斗笠式刀库具有结构简单、成本低、易于控制和维护方便等优点,因此在中小型加工中心上得到了广泛的应用。但是,在我们使用中发现,往往会出现乱刀现象,从而又会引起撞刀。这对数控机床安全和精度构成极大的危胁。
此程序基于西门子802D SL数控系统和BT40-16T的斗笠式刀库,设计时充分考虑了各种因素。还刀时,一定将主轴中刀具还回原来的位置;取刀时,按程序指定刀号取刀。断电后,刀库当前刀位保存在保持存储器中,不丢失。重新上电不需再回零。采用参数编程使程序易调整易维护。
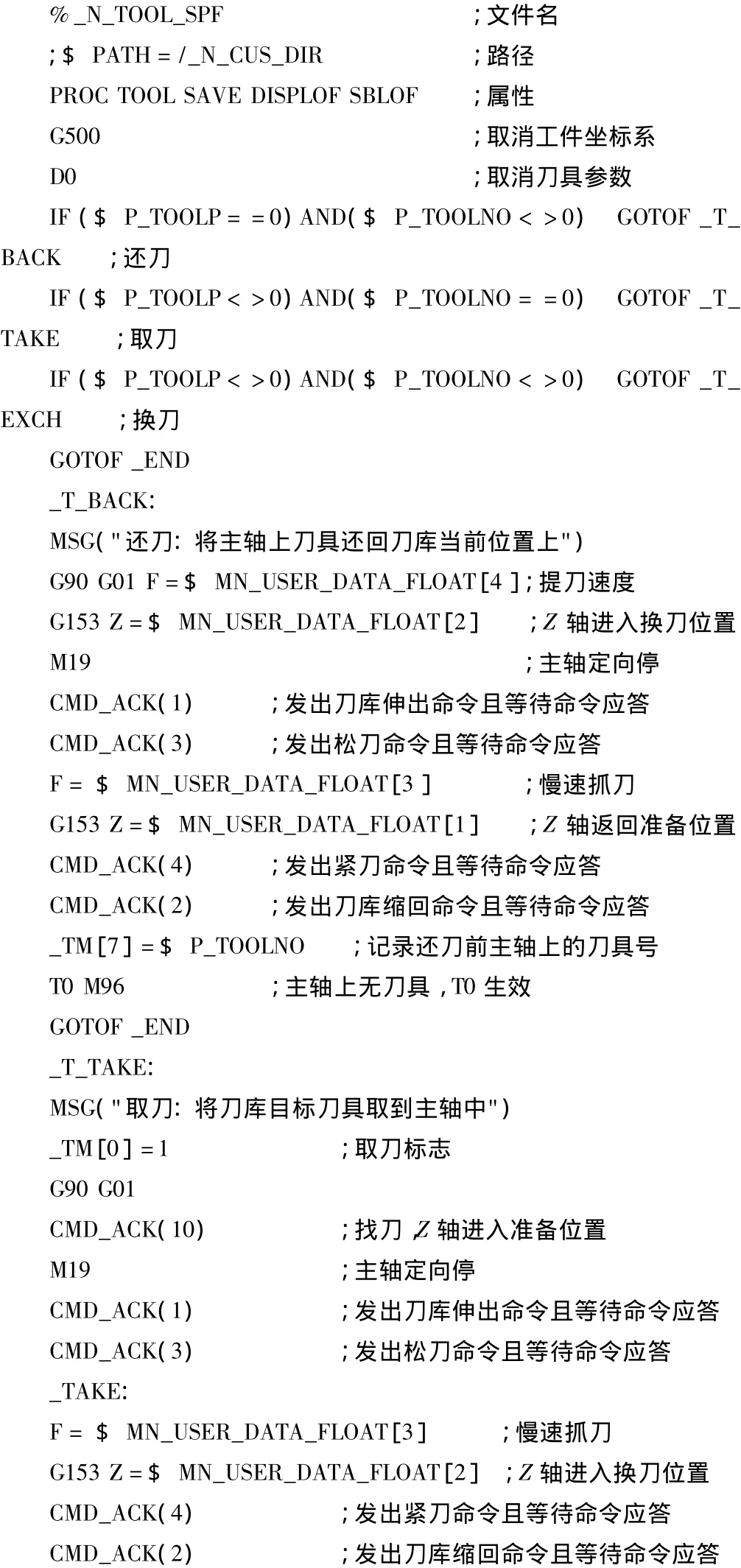
1 控制要求
斗笠式刀库自动换刀有3个基本动作,它们是:
(1)还刀:主轴上有刀具,将主轴上刀具直接还到刀库当前位置上。
(2)取刀:主轴上无刀具,将目标刀具从刀库取到主轴上。
(3)换刀:主轴上有刀具,先将主轴上刀具还回刀库原来位置上,再将目标刀具取到主轴上。
斗笠式刀库采用固定刀位管理,刀具号与刀库刀位号相同,为了使用方便,我们对程序设计提出3点要求:
(1)刀库只需回零一次(确定1号刀具位置)永远记忆,以后不需回零。
(2)刀库就近找刀,缩短换刀时间。
(3)加工期间,允许手动转动刀库,始终不会乱刀。
2 系统变量与用户定义
802D SL数控系统为用户程序设计提供了丰富的资源,灵活地使用这些资源会使程序设计简单合理。
可用于刀库程序设计的资源有:
(1)PLC机床参数 $MN_USER_DATA_INT[n],整数(32 个);$MN_USER_DATA_FLOAT[n],实数(8个)。
(2)公共存储器 VB49000000~VB49000511,512字节。
(3)用户数据 _ZSFR[n]全局用户数据40个,实数;_TM[n]全局用户数据40个,整数。
通常采用PLC程序和换刀循环程序相结合完成各种换刀动作。由PLC完成的动作有:刀库的伸出和缩回,主轴的松刀和紧刀,刀库的正转和反转。由换刀循环程序完成的工作有:Z轴的定位,主轴的定向停及对各种刀库动作控制等。
换刀循环程序和PLC程序是由不同的CPU执行的。802D SL为它们之间的联系提供了512个字节的公共存储器,它们的地址为 VB49000000~VB49000511,PLC程序可直接使用该地址编程。在换刀循环程序中定义了许多系统变量与之对应,而且必须用系统变量编程。
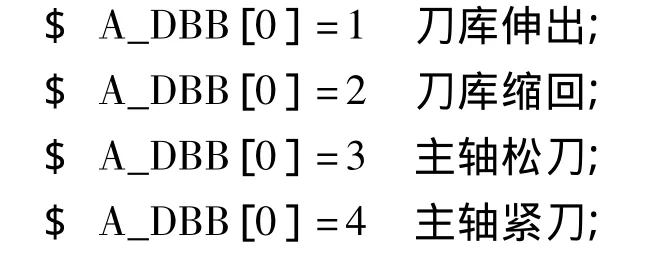
(4)系统变量 $A_DBB[n],字节型;$A_DBW[n],字型;$A_DBR[n],实数型。其中 n表示地址偏移量如:$A_DBB[0]与 VB49000000对应,8位;$A_DBW[4]与VB49000004对应,16位。它们的作用可由用户定义。刀库换刀共6个动作,定义如下:

换刀循环程序和PLC程序执行换刀动作是采取应答工作方式。换刀循环向PLC发出刀库动作命令,PLC执行,执行完毕后,把完成信息反馈到换刀循环,换刀循环才继续执行下面的程序。
我们定义系统变量$A_DBB[1]为命令完成应答字。PLC完成任务后,将 VB49000000的值传送到VB49000001说明任务已完成。固定循环一旦发现$A_DBB[1]=$A_DBB[0],说明 PLC 命令已完成。
3 刀库就近找刀原理
刀库为了就近找刀,必须正确选择旋转方向,保证刀库每次旋转的刀位数不超过总刀位数的一半。一般根据目标刀位D目标和当前刀位D当前之差D差来判断。
满足正向旋转的条件是:
D差>0且D差≤Dmax/2或者D差<0且D差<-Dmax/2
满足反向旋转的条件是:
D差>0且D差>Dmax/2或者D差<0且D差≥-Dmax/2
为了编制换刀循环程序,我们采用系统为用户提供的用户数据来表示上述值:
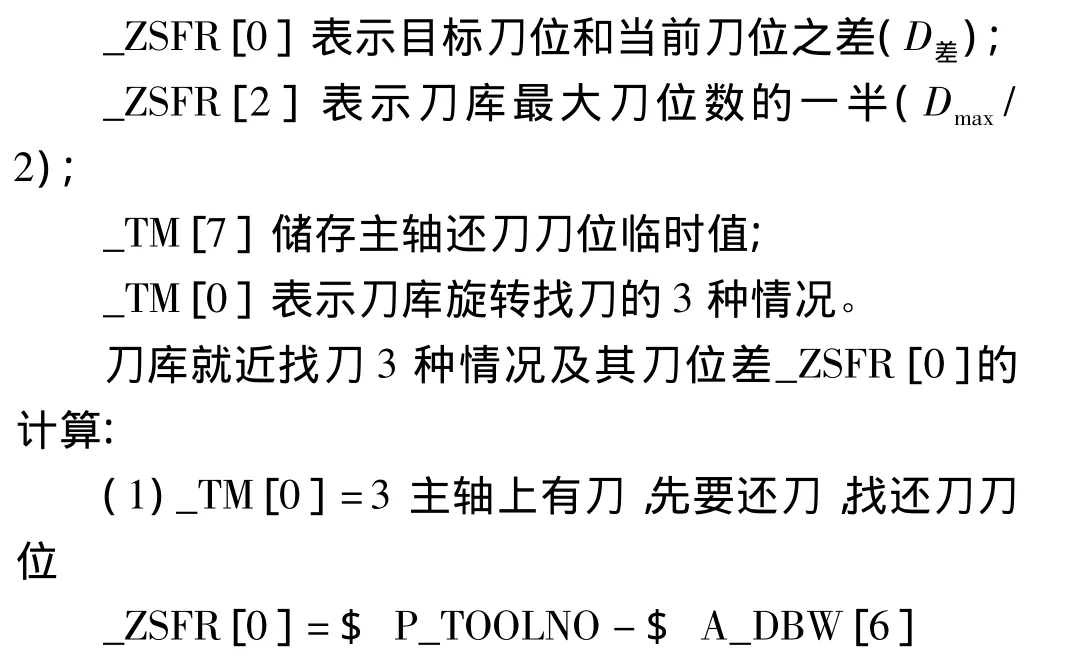
(2)_TM[0]=2主轴上有刀,已还过刀,找目标刀位

(3)_TM[0]=1主轴上无刀(T0),取刀,找目标刀位

式中:$P_TOOLP系统变量表示编程刀号;$P_TOOLNO系统变量表示主轴上当前刀号;$A_DBW[6]系统变量表示刀库实际刀位。
判断刀库正转公式:

判断刀库反转公式:

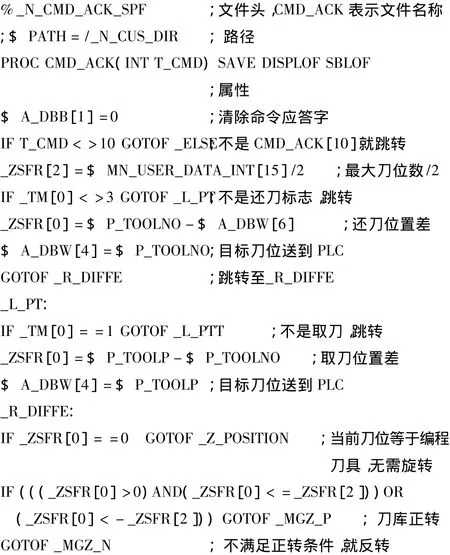
4 应答命令CMD_ACK(n)子程序的设计
斗笠式刀库自动换刀有6个动作,为了实现这6个动作,制定了5条应答命令,它们是:
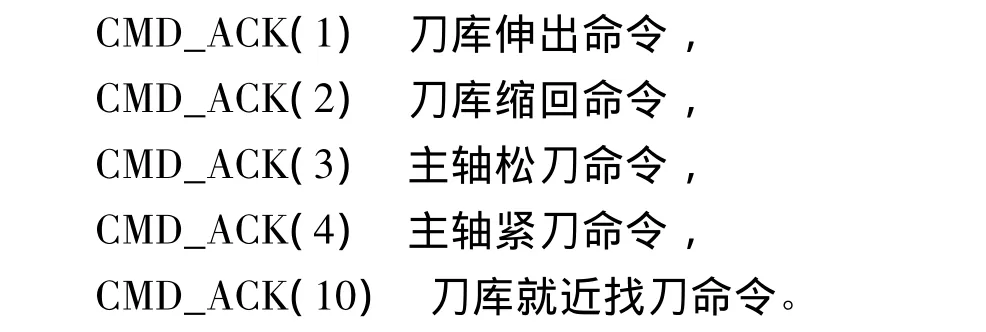
它们采用应答工作方式,由换刀循环发出命令,PLC执行,完成后,再执行下一步程序。这5条命令在一次换刀过程中要多次用到,执行过程基本一致,可编成一个子程序,即CMD_ACK(n)。其中,n为命令字。
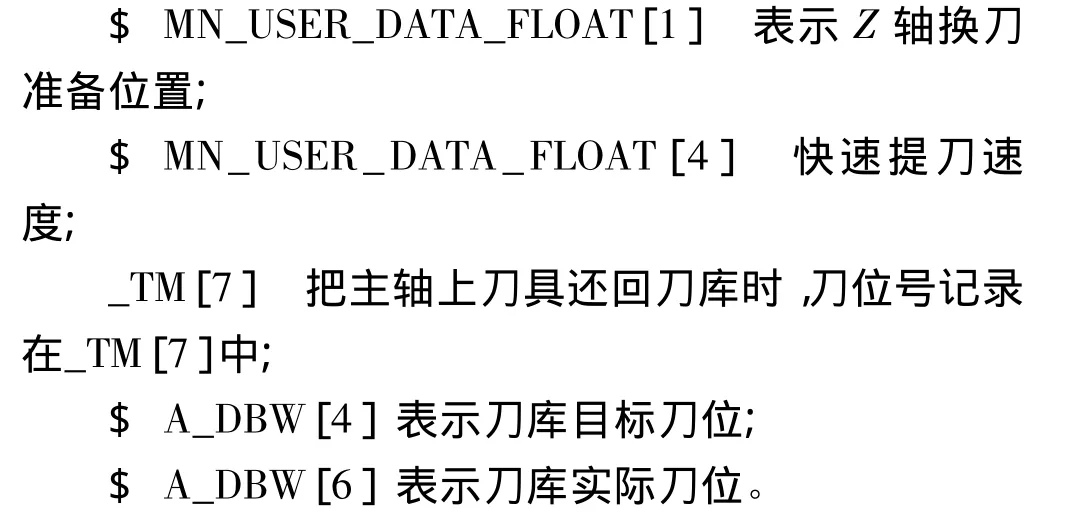
为了编制应答命令子程序,我们再引入两个PLC参数和3个用户数据。
应答命令子程序:
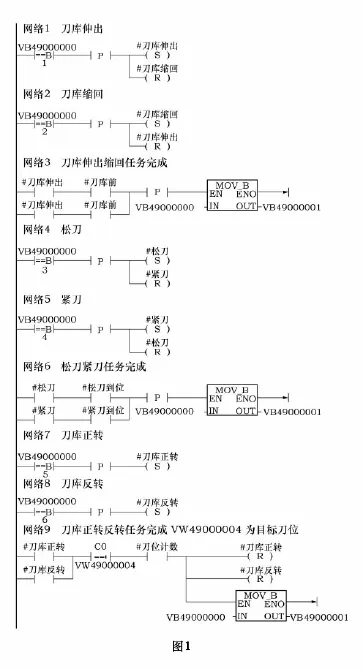

与应答命令CMD_ACK(n)子程序对应的PLC程序如图1所示。
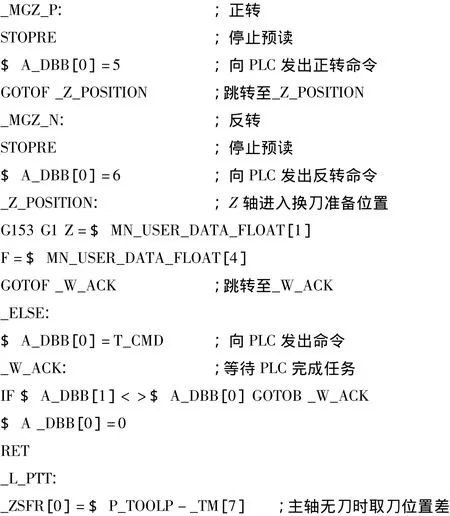
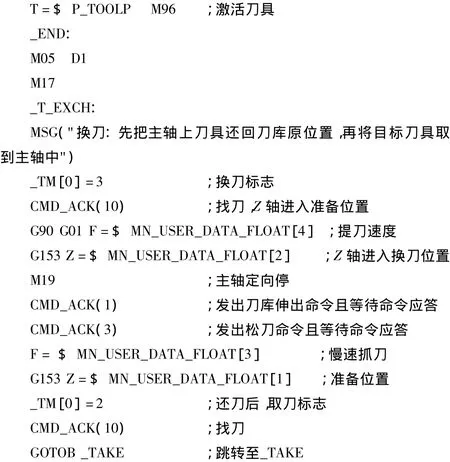
5 换刀循环程序设计
为了编制换刀循环程序,再引入两个PLC参数和辅助指令M19。

换刀循环程序如下:
6 结语
此程序已在我院自主组装的850B加工中心上完成调试,已投入使用并达到预期效果。不仅满足使用要求且简单易读,程序维护方便。另外,读者可根据自己机床的具体使用要求,在以上程序基础上酌情添加测试方式的换刀控制程序,或加入一些安全判断。
[1]王钢.数控机床调试、使用与维修[M].北京:化学工业出版社,2006.
[2]SINUMERIK 802D Solution Line简明调试手册[Z].2008.
[3]SINUMERIK 802D Solution Line PLC 子程序库说明[Z].2009.
猜你喜欢
广东第二课堂·初中(2020年2期)2020-02-26
当代陕西(2019年24期)2020-01-18
情感读本·道德篇(2019年2期)2019-05-09
快乐语文(2018年30期)2019-01-22
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
科学与财富(2016年34期)2017-03-23
中国科技纵横(2015年2期)2015-11-05
科学中国人(2014年16期)2014-11-20
中国新技术新产品(2014年3期)2014-03-24
