
普通卧式铣床加工柱面斜沉孔
2012-09-26 09:31杨建贺谭晓芳白湘燕苏瑜
制造技术与机床 2012年3期
杨建贺 杨 昭 谭晓芳 白湘燕 苏瑜
(①江南工业集团公司,湖南湘潭 411207;②陆航驻株洲军代室,湖南湘潭 411207;③湖南科技工业职业技术学院,湖南湘潭 411207)
1 加工零件基本介绍
某大直径薄壁舱体零件,基本尺寸为φ216 mm×320 mm(图1),材料为超硬铝合金。加工件的结构特征是:零件左端有8个与轴心线成15°的斜台阶孔凹槽,均匀对称分布在外圆柱面上。位置度要求为φ0.15 mm,孔直径 φ10 mm,主要本体壁厚仅1.87 mm。该零件中部有凸出结构,其中有4个凹槽对应轴向位置有长凸台,均妨碍刀具进入加工区域,给一般机床对斜台阶孔加工带来很大困难。

2 加工工艺设计
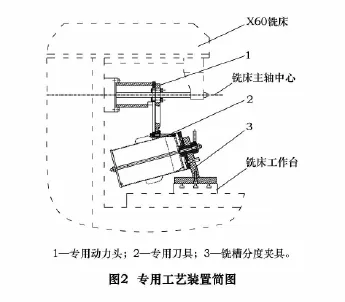
针对斜台阶孔加工的困难,工艺设计时,我们设计了一套专用动力头和刀具(图2),避开长凸台的影响,在有限的空间内,加工8个斜台阶孔凹槽。
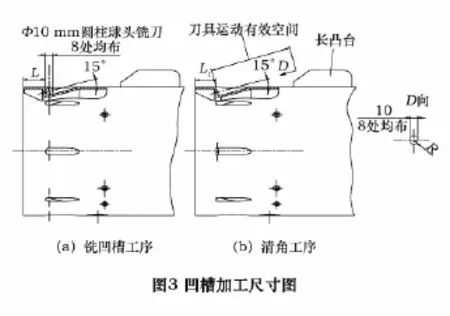
工艺设计如下:根据薄壁舱体零件的精度和各孔的位置度要求,首先在五轴立卧加工中心DMU80P上加工诸孔和铣全部凸台,并专门安排一道工步,用φ10 mm合金球头铣刀粗铣出8个斜沉孔,保证尺寸L和均布位置(图3a),铣去凹槽大部分材料,并留有清角的余量。中间增加一道划线工序,可明示尺寸L1(图3b)。再安排另一道工序在普通卧式铣床上用专用动力头和专用铣刀清角(图2),精加工凹槽底部多余余量,保证8个斜15°凹形槽位置度和尺寸精度。这样加工,完全满足产品设计要求。
3 加工工艺装置设计
在普通卧式铣床X60上加工8-φ10 mm斜15°凹形槽,必须增加一套动力转换装置(即专用动力头)、一把专用圆柱铣刀和一套分度夹具,见图2。
3.1 专用动力头
设计方案见图4。采用齿形同步带传动,传动比准确,对轴的作用力小,结构紧凑。设计的小带轮齿数Z1=15,大带轮齿数Z2=36,传动比i=Z2/Z1=2.4,属增速。由于清角余量不大,又是断续切削,因此刀具旋转转速不能太高,轴承9采用高级合金钢材料热处理制造,可满足加工工况使用要求。
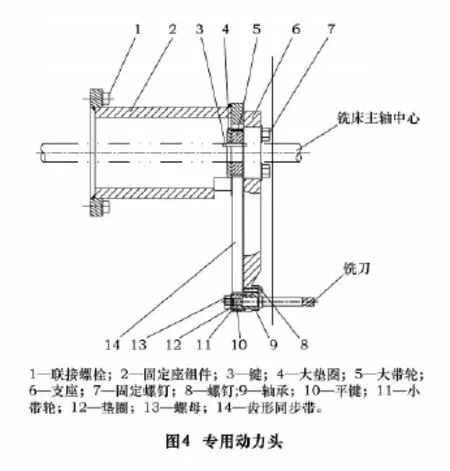
使用这套工艺装置时,将固定座组件2用联接螺栓1与铣床主轴前端盖联接,主轴尾支架卸下。再将大垫圈4、大带轮5、齿形同步带装入铣床主轴上,调整好刀具位置,装上主轴尾支架,压紧大带轮;装上支座6和轴承9,用螺钉8压紧;装上专用铣刀、平键10、小带轮11、齿形同步带14,最后装垫圈12,用螺母13固紧。齿形同步带张力通过支座6上的4个长腰形孔调节。
3.2 专用铣刀
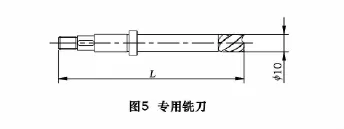
清角铣刀设计为圆柱4刃细齿铣刀(图5),材料为高速钢W18Cr4V,具有端齿刃口和周齿刃口。由于8个柱面斜沉孔清角工序为断续切削,为保证切削的平稳性,在选择齿数时,保证同时工作的齿数不少于2个。通常增大螺旋角也可使切削平稳。刀柄铣了键槽,通过平键10与小带轮11联结,刀柄部圆柱段与轴承9滑动配合。铣刀尾部车有细牙螺纹,用螺母13固定专用铣刀;铣刀刀杆直径设计略小于刀刃直径。
3.3 铣槽分度夹具
本夹具(图6)用于将加工工件正确定位夹紧,并具有分度功能。支承板3是工件定位元件。分度盘9是加工工件的分度元件,分度孔系在坐标镗床上加工,以保证分度位置精度。支承板3底部倾斜15°,用联接螺钉固定,并打上定位销。铣槽分度夹具用百分表校正基准面后,固定在铣床工作台上。
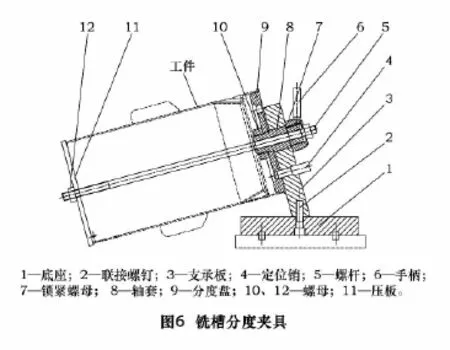
分度盘9固定在轴套8上,定位销4插入分度盘9的分度孔中,使工件固定到正确位置,再将锁紧螺母7固紧。将工件内孔定位到分度盘定位圆柱面和大端面上,装上压板11和螺母12并对好刀具预加工工件的第一个凹槽位置,最后拧紧螺母12,压紧工件。加工完第一个凹槽后,松开锁紧螺母7,拔出定位销4,旋转分度盘9,定位固定加工第二个凹槽。依此类推,加工完全部8个凹槽。
夹具位置X、Y、Z方向移动由铣床工作台手柄控制,铣刀工作转速n由机床变速机构调节。
4 结语
对于柱面斜孔,采用普通铣床加工,设计专用动力转换装置和专用刀具,是一种较好的技术解决方法,也是一种经济实用有效技术。
本加工系统专用工艺装置解决了斜沉孔的加工问题,尺寸和位置精度均达到图纸设计要求。本系统装置扩大延伸了普通卧式铣床加工工作范围,亦可为类似工件加工问题提供有益的参考借鉴作用,简单实用可靠。
[1]《航空工艺装备设计手册》编写组.航空工艺装备设计手册(夹具设计分册)[M].北京:国防工业出版社,1979.
[2]蔡光耀.机床夹具设计[M].北京:机械工业出版社,1997.
[3]东北大学《机械零件设计手册》编写组.机械零件设计手册[M].3版.北京:冶金工业出版社,1994.
[4]赵如福.金属机械加工工艺人员手册[M].4版.上海:上海科学技术出版社,2006.
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
模具制造(2019年10期)2020-01-06
活力(2019年17期)2019-11-26
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年2期)2017-05-04
