
耐磨复合材料在烟化炉生产实践上的应用
2012-09-23 16:46常海锋李艳利牛国和
湖南有色金属 2012年2期
常海锋,李艳利,牛国和
(河南豫光金铅股份有限公司,河南济源 454650)
·机械设备·
耐磨复合材料在烟化炉生产实践上的应用
常海锋,李艳利,牛国和
(河南豫光金铅股份有限公司,河南济源 454650)
利用新材料解决烟化炉粉煤喷咀出口段和中间段的使用寿命过短问题,提高烟化炉的作业率,降低生产成本。
烟化炉;出口段;中间段;复合材料;耐磨性能
河南豫光金铅股份有限公司现有两套烟化炉,主要是为了从有铅鼓风炉(还原炉)还原炉渣中回收铅锌等成分。
烟化炉具有的优点是:可以直接处理熔渣、燃料消耗较少、金属回收率高、操作简单、机械化程度较高等。两套烟化炉采用粉煤作还原剂与燃料,其缺点是粉煤制备和输送过程比较复杂,风口管道磨损严重,特别是整个输煤管道的末端粉煤喷咀的出口段和中间段的磨损。
1 粉煤喷咀结构
粉煤喷咀是烟化炉的重要部件,每座烟化炉配备24套,它安装在炉子底部侧水套上。粉煤喷咀由五部分组成:前部为出口段,伸进炉内60~120 mm;中部为中间段、混合段,在混合段上设计粉煤接口;后部为入口段,入口段有一钢球重力密封入口,其上设计二次风接口。粉煤喷咀的结构如图1所示。

图1 粉煤喷咀总图
2 粉煤喷咀存在的问题
一、二次空气和粉煤在混合段相遇混合,经中间段、出口段送入炉内熔体中,风咀由于受粉煤高速颗粒流(80~100 m/s)的冲刷,磨损相当严重,一般铸铁喷咀只能使用7~10 d即被磨穿,严重的可能损坏风口水套。出口段虽由铸铁、铸钢甚至镍铬钢制成,但出口段(入炉段)因磨损消耗较大,需定期更换。
2.1 喷咀对生产作业的影响
出口段磨损较快,为了防止出口段磨透损伤水套,造成严重的停炉事故,一般将出口段的检查时间控制在5 d/次以内,每5 d天停机8 h进行检查,更换严重磨损的出口段、中间段和混合段,一座烟化炉每月因更换出口段、中间段的累计停机时间为48 h (两座烟化炉影响停机时间合计96 h);同时因出口段的磨损,相对扩大了喷咀的内孔,影响了烟化炉吹炼的风压和风量分布。
2.2 喷咀对生产成本的影响
粉煤在喷咀的运行轨迹如图1中的箭头所示,每次粉煤喷咀的磨损首先从出口段头部开始,出口段的磨损速度是中间段的3倍,出口段每次检查后对磨损面采取旋转90°后继续使用,喷咀出口段一般情况下在使用3个检查周期(即最多15 d)后因内孔磨损严重需进行更换,中间段使用寿命为20 d左右,一套烟化炉每月更换出口段48件、中间段36件。
2.3 对备件供应的影响
出口段、中间段一般采用铸件,两座烟化炉每月需出口段96件、中间段72件,一般铸造需要7 d,机械加工需25 d左右,为了保证出口段、中间段的正常供应,供货单位必须加班批量赶货,若因铸造耽搁时间,将出现喷咀供应断货现象,备件的供应跟不上生产的需求、生产成本偏高,喷咀改造迫在眉睫。
3 喷咀的改造过程
2004年起,球磨铸铁、内衬搪瓷、含油耐磨尼龙、耐磨焊条堆焊等材质试用方案因经不起粉煤高速颗粒流的冲刷,多次尝试失败;内衬陶瓷易碎不适应用炉渣较粘时,用圆钢钎从入口段打风眼的外力冲击而搁浅。
2006年用Φ57焊管制作成内衬δ6 mm复合管替代出口段,出口段与水套之间的空隙(与安装出口段的水套风眼Φ76 mm内孔的缝隙)用耐火料填充进行试验,出口段寿命提高到28 d,因外套δ3.5 mm厚的焊管被高温氧化而被迫进行更换,此次验证出口段寿命提高了4倍。
3.1 喷咀出口段的改进
经多次的试验和跟踪总结,对喷咀出口段进行了不断地改进,如图2所示。主要改造为:(1)出口段外套管由一般灰铁改为耐高温铸铁,延长出口段深入炉内部分的烧蚀时间;(2)内衬5~6 mm厚的耐磨复合材料。
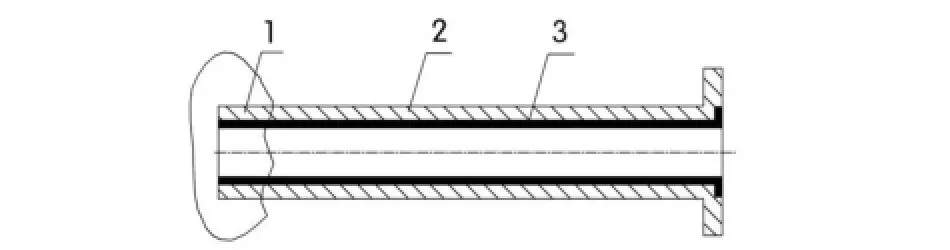
图2 改进后的出口段
3.2 喷咀中间段的改进
在出口段改造经验的基础上,推进中间段的改进,如图3所示。主要改造为:(1)由于中间段在炉体外部工作,环境温度相对较低(65℃),为节约成本,外套管仍沿用一般灰铁;(2)原离心式复合技术仅能对平管段进行内衬复合加工;随着离心自蔓延高温合成技术成功应用后,可对喇叭口进行内衬复合加工。

图3 改进后的中间段
3.3 喷咀混合段的改造
参照出口段、中间段内衬的方式,2008年对混合段也进行内衬耐磨复合材料的改造。
4 耐磨复合材料的性能对比
喷咀上使用的复合材料是通过金属和新材料高温离心法制造出来的一种新型复合功能耐磨产品,由于该材料是在2 000℃高温下陶瓷和金属的复合体,具有独特的组织结构,在高温下形成均匀致密、表面光滑,耐磨复合层与钢管牢固结合,从而形成了具有陶瓷高硬度与钢铁高韧性高塑性的结合体,它不但具有陶瓷良好的耐磨型、耐高温性,并具有钢铁的韧性、耐冲击性,是其它耐磨钢管及各种耐磨管道寿命的几倍或几十倍,特别是离心自蔓高温合成技术的推广,为耐磨复合材料在粉煤喷咀的成功应用提供了技术支持。喷咀内衬耐磨复合材料具有如下的独特性能:
1.具有高耐磨性。喷咀内衬耐磨复合材料是Al2O3陶瓷、碳化硅陶瓷和金属钢铁的复合体,Al2O3陶瓷、碳化硅陶瓷的莫氏硬度达到了9,仅次于钻石,在所有物质中,它的硬度除钻石外最高,耐磨性和硬度成正比也是最好,具有其它材料无可比拟的耐磨性,耐磨试验性能对比见表1。喷咀抗磨损主要靠内衬几毫米厚的刚玉层,耐磨性比碳钢管高20倍以上。
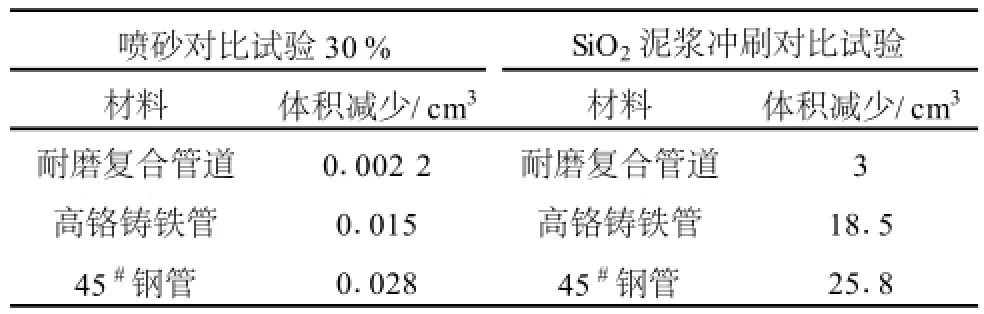
表1 耐磨机喷砂试验对比表
2.具有高强的机械性能和耐冲击冲刷性。喷咀是金属钢材和陶瓷的复合体,具有钢材的韧性、高塑性、耐冲击性、有陶瓷无可比拟的物理机械性能,消除了因钢钎打风眼对喷咀内衬的损伤。其特性见表2。
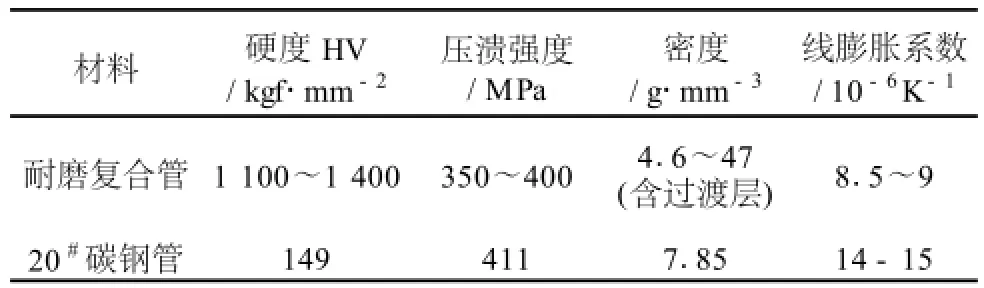
表2 耐磨复合材料管和碳钢管的性能对比表
3.耐温性能高。耐磨复合内衬适用温度-50~1 450℃范围内长期使用。耐磨材料中刚玉熔点为2 045℃,在常温下耐磨层受到压应力,钢层受到拉应力。只有温度升高到400℃以上,由于二者热膨胀系数不一样,热膨胀产生的新应力场才使耐磨管道中原来存在的应力场相互抵消,使耐磨层与钢铁层两者处于应力平衡状态。说明粉煤喷咀选用耐磨复合材料相对较为合适。
4.重量轻、造价低。耐磨复合管道价格与耐磨合金铸钢管相比,因其重量轻,单位长度理论价格低于耐磨合金铸钢20%~30%,工程造价与铸石相当,比耐磨合金铸管价格低,因此出口段、中间段、混合段的采购价格在改造前后基本没有发生变化。
5 改造后的经济效益
该公司两套烟化炉粉煤喷咀改造后,不但节约了大量的备件消耗购置资金,而且减少了部分更换喷咀备件影响的停机时间,参数的变化见表3。
6 结 论
通过新材料技术产品的引进使用,2007年成功解决了公司两座烟化炉喷咀寿命过短、作业率过低的问题,将烟化炉的作业率提高了近7个百分点,次氧化锌年增产1 810 t,年增产值1 167.45万元,耐磨复合材料在烟化炉上的成功应用使喷咀寿命得到质的提高,在整个有色冶炼行业具有较强的借鉴意义。

表3 改造前后喷咀耐磨件消耗量和停机时间的变化
[1] 《有色冶金炉设计手册》编委会.有色冶金炉设计手册[M].北京:冶金工业出版社,2004.
[2] 《机械工程师手册》编委会.机械工程手册[M].北京:机械工业出版社,1989.
Abstract:The use of new materials has solved the short service life problem of the fuming furnace coal powder nozzle exit section and the middle section,improved the fuming furnace operation efficiency and reduced the production cost.
Key words:fuming furnace;the outlet section;the middle section;composite;wear resistance
Application of Wear Resistant Composite Material in Fuming Furnace Production Practice
CHANG Hai-feng,LI Yan-li,NIU Guo-he
(Henan Yuguang Gold and Lead Co.,Ltd,Jiyuan454650,China)
TH137.53+2
A
1003-5540(2012)02-0058-03
2012-01-27
常海锋(1977-),男,助理工程师,主要从事设备管理工作。
猜你喜欢
氮肥与合成气(2022年6期)2022-06-20
能源工程(2022年1期)2022-03-29
氮肥与合成气(2021年8期)2021-08-26
陶瓷学报(2021年2期)2021-07-21
智富时代(2018年7期)2018-09-03
智富时代(2018年7期)2018-09-03
中氮肥(2018年4期)2018-01-30
工业设计(2016年8期)2016-04-16
石油知识(2016年2期)2016-02-28
石油化工建设(2016年6期)2016-02-27
