
用万能工具显微镜测量的原则及原理分析
2012-09-16 13:22宋秀敏
电子工业专用设备 2012年2期
李 雪,宋秀敏
(中国电子科技集团公司第四十五研究所,北京 101601)
万能工具显微镜(以下简称万工显)是机械制造行业常用的一种大型和复杂的光学测量仪器。它主要以影相法和轴切法为瞄准方法,按照直角坐标或极坐标来精确地测量零件的长度、角度。影像法是直接依靠显微镜将影像放大来瞄准读数,轴切法是为了在轮廓对准上克服因衍射现象带来的测量误差,利用所配附件测量刀上的刻线代替被测表面轮廓来完成瞄准。万工显可以测量如扁平、圆柱、锥体、螺纹等各种形状零件的参数,包括刀具的轮廓角、样板和模具的几何形状、凸轮的坐标尺寸、圆弧半径、孔径和孔间距等都可以测量。这种仪器配有多种附件,具有精度高、操作方便、适用性广等特点。
尽管万工显具有很多优点,但如果测量工件时操作不当,就会引入一系列系统误差,从而降低测量的精度。下面根据万工显光学系统的特性,论述一下在操作过程中如何提高测量精度及其原理。
1 调焦原则
在万工显上进行测量时,为了保证测量的正确性,必须要求物像和米字线分划线的像在同一聚焦面上,这就必须按照正确的调焦原则进行操作。
把被测工件放在工作台上用顶针顶紧后,首先从目镜视野内仔细观察米字刻线是否清晰,如果不够清晰,应调节目镜筒上的滚花圈,使视度和测量者视力相适应,在视野内得到清晰的米字线像,然后移动显微镜悬臂或焦距微调环,使视野内物像轮廓清晰,并移动纵横滑板使米字线和被测工件影像轮廓边缘互相重叠。为了检验调焦位置的正确性,测量者的眼睛可在目镜的任一位置移动观察,如果观察视野内物像和米字线刻线所压的轮廓无相对移动,就说明被测件成像平面正确的落在米字线的分划板上,这时就可以测量了。反之如果观察视野内物像和米字线刻线所压的轮廓有相对移动,则说明物像平面没落在米字线分划板上,这时必须转动焦距微动调整环调整显微镜和被测工件间的距离,直到无相对移动为止。需要注意的是如果操作者在测量工件时仅靠移动显微镜悬臂上的手轮进行调焦,使工件在视野内成像清晰,而忽略了同时使目镜筒内米字刻线成像清晰,则被测物的像和米字刻线的像就没有落在同一聚焦面上。在测量时压线就比较困难,每压一次线,由于观察位置的移动,就会有不同的数值,这样就使仪器读数存在了视差,降低了测量准确度。
2 可变光阑的调整原则
当物像及米字刻线调整清晰后还要进行可变光阑的调整,如果可变光阑的大小调整不当将造成较大的测量误差,光阑直径的大小与被测工件的形状和大小有关。对扁平工件,可变光阑的调整无一定数值要求,只要能看见清晰的像和明亮均匀的视场即可,对光滑或带螺纹的圆柱体工件,需要按照被测轴径选用最合适的光阑直径,如果光阑直径选用不合适,会使测得的轴径尺寸偏大或偏小。这是由于仪器照明光路采用远心光路,照射工件的光束为一组平行光束。由于照明的灯丝有一定的长度,不是理想的点光源,灯丝的每一点射出的光束经过透镜后各自成一束平行光,这些平行光束间有一定的夹角,光阑大时,由光阑边缘点射出的光线与中心点射出的光线通过透镜后的夹角也会更大,反之亦然。从图1中可看出,当测同一圆柱直径时,光阑的大小对测量数值的大小影响很大。当光阑大时,由光阑下边缘C点射出的光线C1与显微镜物镜轴线之间的夹角U1就大,由于它在圆柱面上反射的结果,使工件的半径影像尺寸(即阴影轮廓)减小a1,而光阑收小一些时,由光阑下边缘C点射出的光线与显微镜物镜轴线之间的夹角由U1变小到U,它在工件上反射的结果,使工件影像的减小数值由a1变为a,看起来好像缩小了测量误差,但实际上光阑直径太小会由于光线衍射的影响而使被测工件影像尺寸变大,产生正误差。在测量螺纹工件时,光阑的大小不但与螺纹中径尺寸有关,而且与螺纹牙型半角有关,因为螺纹表面是一个大曲面,这曲面上的曲率变化情况与半角有关,它对测量数值影响的规律与圆柱形工件基本相似,因此测量圆柱形和有螺纹的工件时必须对可变光阑进行正确的调整。
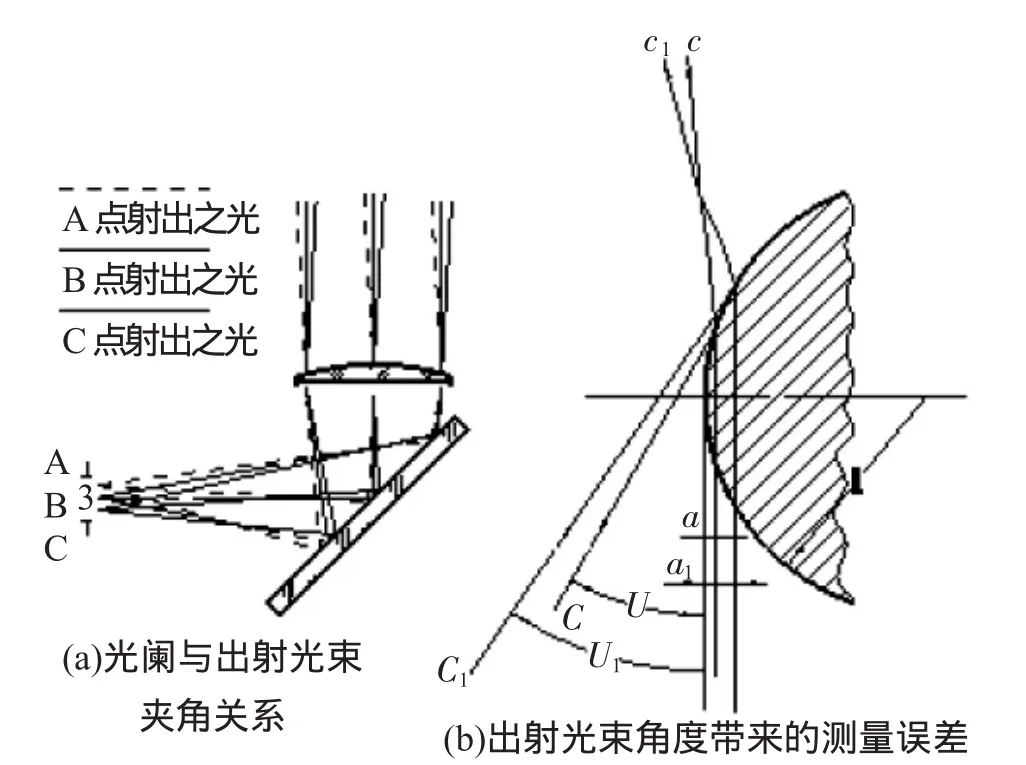
图1 可变光阑与测量误差的关系
对于光滑圆柱体测量时,可变光阑直径可用公式(1)计算:

对于螺纹工件测量时,可变光阑可用公式(2)计算:
式中:D和D1为测量时所用光阑直径;F为万工显照明光源准直透镜焦距;d为被测量工件的直径;dcp为被测量螺纹的中径为螺纹轮廓半角
在测量时不仅要考虑光阑直径与工件的关系,还要知道调整光阑的正确方法。因为光阑的叶片反向旋转时产生回程空程非常大,假如光阑直径从20mm的位置反调到10mm时,必须把光阑先回到零位,再从零位方向旋转调整到这次测量所需要的位置。
3 测量工件的压线方法
使用万工显进行测量时,压线问题也是影响测量精度一个很重要的因素之一。压线方法分为两种类型:一种是测量角度时的压线方法,一种是测量长度时的压线方法。测量角度采用狭缝压线法,也就是在角度测量时把米字线其中的一条和被测角边缘轮廓引入视野内相靠时,不要采用和影像边缘重叠的方法,而是让米字线和被测角边缘轮廓保持一条狭窄的光隙,测量者以光隙宽度的均匀性来判别米字线和影像边缘对线的准确度,这样就大大减小了压线的散发误差,如图2所示。
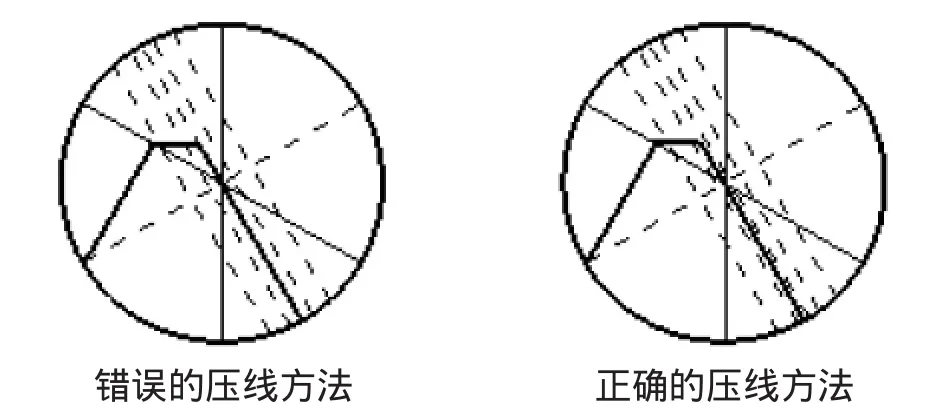
图2 错误与正确的压线比较
在长度测量时,不能采用狭缝压线法,因为我们无法准确知道狭缝的宽度,这样就为长度的测量结果引入了新的误差。因此在长度测量时要采用半宽压线法。也就是把米字线的虚线正压在轮廓的边缘上,使虚线的像一半在影像之内,一半在影像之外,以米字线的中心点上的虚线作为测量位置的主要依据,以其延长部分作为参考,这样其实就提高了人眼对比识别的灵敏度,是无任何对比下的测量误差1/6~1/3。
总之,在使用万工显测量工件时,只有遵循正确的操作原则,按照正确的测量方法和合理的数据处理,才能得到准确、可靠的测量结果。
:
[1]黑龙江省标准计量管理局和哈尔滨工业大学编,长度计量手册[M].北京:科学出版社,1979.
[2]李 丽.在万工显上测量凸轮样板的找正方法[J].计量技术,2004(11):58.
猜你喜欢
机电元件(2022年6期)2023-01-18
新技术新工艺(2022年10期)2022-11-21
中国建筑金属结构(2021年10期)2021-11-07
少儿美术(2020年1期)2020-12-06
计测技术(2020年1期)2020-04-10
意林(2019年17期)2019-10-07
新传奇(2019年15期)2019-09-06
神州·下旬刊(2018年2期)2018-03-11
——可看得见的权利
太原学院学报(社会科学版)(2018年6期)2018-01-23
文体用品与科技(2016年7期)2016-06-15
