
一种鲁棒的线纹尺图像刻线提取算法研究
2020-04-10 13:28张晓磊孙鹏孙镱玮邹志
计测技术 2020年1期
张晓磊,孙鹏,孙镱玮,邹志
(1.中车青岛四方机车车辆股份有限公司计量理化检测中心,山东 青岛266109;2.航空工业北京长城计量测试技术研究所,北京100095)
0 引言
线纹尺图像自动化检定方法中,刻线识别是关键技术,以钢卷尺[1]为例,对于表面较为光洁崭新的钢卷尺,采用常规的图像二值化[2]与边缘检测算法[3]就可以得到每条刻线的中心位置,但由于不同生产厂家采用不同的加工印刷工艺,导致钢卷尺的基体材质、印刷方式都有所不同,使得不同钢卷尺在相同的光照与拍摄条件下会呈现出不同的表面明暗对比;同时,由于使用环境、使用时间不同,尺带表面会出现各种污点与锈斑。以上因素都对钢卷尺图像的自动检测提出了挑战[4-6],为保证钢卷尺图像的自动检测识别的准确性,本文提出了一种基于Gabor变换[7]的钢卷尺图像刻线提取方法,该方法可自动识别破损和有锈斑的刻线,有效提高系统的检测准确度和鲁棒性。
1 线纹尺检测算法设计
线纹尺刻线的尺寸与分布具有特殊性,刻线具有同样的宽度与标准一致的空间分布频率,且刻线方向严格一致,可采用对频率与方向敏感的Gabor变换,降低光照不均匀、字符、锈斑、污损等对刻线初步位置提取的不利影响,达到初步定位出每根刻线位置的目的,并利用初步定位位置,进行刻线位置的精确计算。
线纹尺检测算法流程如图1所示。利用Gabor滤波器得到的滤波图像的水平线上的灰度峰值中心,即刻线中心所在的近似位置。利用此近似位置可以在刻线中心固定宽度内,提取图像感兴趣区域,对刻线中心进行进一步的高准确度计算。计算可采用边缘检测算法提取每根刻线的双边缘,然后计算双边缘各自所在的直线位置,再计算得到这两条直线的中心位置,作为刻线中心。对两侧边缘进行直线拟合时采用RANSAC[8]算法。

图1 算法结构框图
2 指定频率的空域频域去噪方法及其实现
Gabor滤波器是一种同时保留空域与频域信息的滤波器,可在频域与空域最大程度地减小测量不确定度[9],同时可对任意方向与任意频率的信号进行滤波。Gabor滤波器的实现方式是引入Gabor核函数,有

其中,g(x,y;λθ,ψ,σ,γ)的实数部分为

虚数部分为

且

式中:x和y为该滤波器的像素坐标;λ为滤波的波长;θ为滤波器的倾斜角度,水平方向为0°,竖直方向为90°;ψ为相位偏移量,可以用来表征滤波器中心点的相位;σ为调制三角函数的高斯函数的标准偏差,可以用来表征滤波器的作用区域尺寸;γ为Gabor核函数图像的长宽比,当γ=1时,Gabor核函数有效作用域为圆形[10]。
实际操作时可根据实际视野进行适当调整。由于只关心水平方向分布的刻线,因此可将滤波器在竖直方向上进行压缩,以减少计算量。图2是倾斜角、波长分别为0°和15像素、0°和30像素、45°和30像素的Gabor滤波器,其长宽比γ=1。采用设计好参数的滤波器进行图像处理,可对图像噪声、图像光照不均匀有较好处理效果。
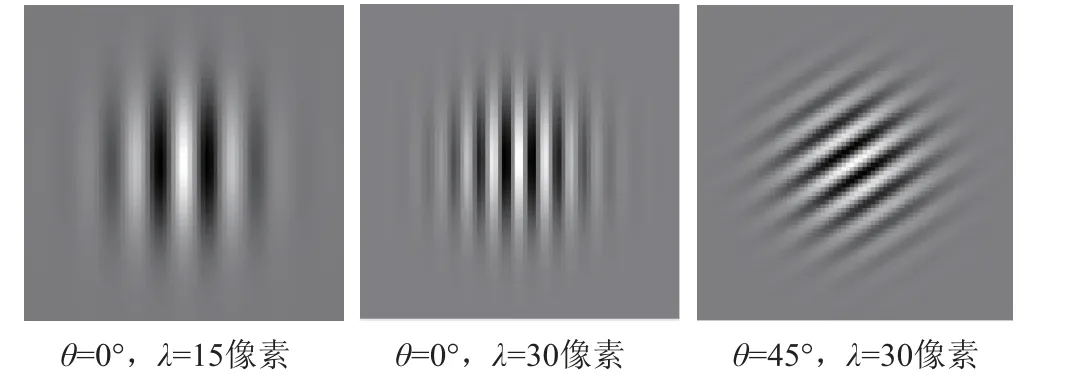
图2 不同参数的Gabor滤波器
对于具有较强污点噪声的图像,如果采用均值滤波然后二值化的处理方法,往往无法得到较好的效果。
由于尺面上具有数字标识,直接采用二值化同样会将其过滤出来,由于不同钢卷尺的印刷方式不同,导致采用阈值分割无法将刻线位置与数字有效区分。由于检测过程中钢卷尺的背景不同,背景中的干扰部分也难以去除。
图3是严重磨损的钢卷尺的图像,其刻线的边缘轮廓已无法辨认。在这种情况下,即使采用均值滤波[11]或高斯滤波[12],也无法有效降低污损和背景灰度不一致产生的影响。如果对其进行二值化操作,也会由于目标与背景间存在大量噪声干扰而无法选择合适阈值。

图3 严重磨损的钢卷尺图像
此时,选择一条横贯所有刻线的水平线,统计该水平线上的所有像素灰度值,则得到如图4所示的灰度分布曲线,由于刻线磨损严重,每根刻线存在多个灰度极小值,既无法通过二值化提取刻线,也无法根据局部灰度值来判别刻线中心。

图4 横穿所有刻线的水平线的灰度分布
由于Gabor滤波器具有较强的抗噪声干扰能力,因此采用Gabor滤波器可以从图像中将特定频率分布的刻线提取出来[13],能够有效解决刻线污损、背景干扰和光照不均匀等问题。
为提高计算效率,可以通过连续下采样,得到低分辨力图像,在低分辨力图像上进行Gabor滤波,再将降低了分辨力图像的计算结果映射到原始分辨力图像上。图5为采用Gabor滤波器进行滤波的图像。

图5 带有严重噪声的钢卷尺表面滤波后图像
在滤波后的图像中,选择一条横贯所有刻线的水平线,该水平线上的归一化灰度值如图6所示。
计算滤波后的某行像素的灰度局部极大值,得到低分辨力下的刻线中心,如图7所示。
将低分辨力下的刻线中心位置Pd,映射到原始图像中,得到原始图像中刻线中心的位置Po,当低分辨力图像的行数和列数分别是原始图像尺寸行数和列数

图6 横穿滤波后图像所有刻线的水平线的归一化灰度值

图7 刻线中心初步定位图像


图8 采用目视与本文算法定位钢卷尺刻线
3 实验
采用标准分划板对图像采集系统进行像素当量标定,采用图像采集系统对钢卷尺进行单幅图像拍摄。对拍摄的图像中N根刻线的位置分别采用目视与本文提出的方法进行刻线中心提取,将提取结果进行比对。为减小误差,目视提取采用3次取平均的结果,选择如图8中6根刻线进行中心提取。实验结果如表1所示。

表1 目视方法与本文提出的方法进行刻线中心提取结果比对
4 结论
本文提出一种鲁棒的线纹尺图像刻线提取方法以解决钢卷尺图像检测识别不准确问题。针对存在严重噪声的线纹尺图像,利用Gabor滤波进行指定频率的特征提取,之后利用RANSAC算法进行双边缘的直线拟合,定位刻线位置,再通过边缘提取算法,实现刻线中心的准确提取;开展了验证实验,通过标准分化板,对图像采集系统进行像素当量标定;对刻线进行定位与距离计算,将计算的位移量与目视参考量进行比对,得到刻线的定位误差均值为11.1μm,定位误差的标准偏差为4.56μm。试验结果证明本文方法具有较强的抗噪能力与较好的鲁棒性,具有技术借鉴意义。
猜你喜欢
新技术新工艺(2022年10期)2022-11-21
哈哈画报(2022年3期)2022-05-06
科学与生活(2021年21期)2021-11-10
少儿美术(2020年1期)2020-12-06
装备制造技术(2019年10期)2020-01-01
电子制作(2019年11期)2019-07-04
电子制作(2018年16期)2018-09-26
电子制作(2018年1期)2018-04-04
发明与创新·大科技(2018年2期)2018-03-17
火控雷达技术(2016年2期)2016-02-06
