
CSP工艺Q235B热轧带钢边部裂纹成因分析
2012-09-14 07:29彭其春刘炳宇李具中何金平
武汉科技大学学报 2012年4期
彭其春,杨 柳,刘炳宇,钱 龙,李具中,何金平
(1.武汉科技大学钢铁冶金及资源利用省部共建教育部重点实验室,湖北武汉,430081;2.武汉钢铁股份有限公司,湖北武汉,430080)
CSP工艺Q235B热轧带钢边部裂纹成因分析
彭其春1,杨 柳1,刘炳宇2,钱 龙2,李具中2,何金平2
(1.武汉科技大学钢铁冶金及资源利用省部共建教育部重点实验室,湖北武汉,430081;2.武汉钢铁股份有限公司,湖北武汉,430080)
为减少采用CSP工艺生产的Q235B热轧带钢边部裂纹缺陷,分别在Q235B连铸坯和热轧带钢裂纹处进行取样,通过宏观形貌、金相组织、扫描电镜及能谱分析等方法,研究铸坯角部横裂纹与热轧带钢边部裂纹的演变规律和形态变化。结果表明,结晶器卷渣、冷却不均匀是产生连铸坯角部裂纹的主要原因;第2道次过渡带钢的金相组织中出现混晶现象,裂纹边上存在脱碳现象;热轧带钢边部裂纹主要源自于铸坯裂纹,并在轧制过程中得到扩展。根据连铸工艺参数,对边部裂纹缺陷率与液渣层厚度、保护渣消耗量、结晶器振动参数、中间包过热度、结晶器传热参数以及铸坯宽度的关系进行统计分析,并提出相应的边部裂纹控制工艺措施。
热轧带钢;薄板坯;连铸;边部裂纹;Q235B
目前,国内采用CSP工艺生产的热轧板卷因钢种成分和工艺参数的不同,其边部裂纹产生的原因也各不相同。广州珠江钢铁有限责任公司CSP热轧薄板边裂的主要原因是钢中残余元素特别是铜含量过高[1];铸坯边部“过冷”使其矫直时处于裂纹敏感区是马鞍山钢铁股份有限公司CSP热轧薄板表面边裂的主要成因,而钢中夹杂物及氮、铝的增加是边裂产生的诱发因素[2];涟源钢铁集团有限公司CSP热轧板卷边裂的主要原因是铸坯二冷不均匀,导致Al N析出和晶界脆性,带钢在弯曲和矫直时产生边裂[3]。
某钢铁公司CSP分厂生产的热轧薄板坯板卷表面质量问题屡有出现,其中,Q235B等中碳钢种因裂纹、破边、结疤等缺陷问题导致的板卷钢质平均改判率较高,这些缺陷严重影响了后道工序的产品质量及加工成本。为此,本文通过金相分析、扫描电镜、能谱分析等方法,对该厂Q235B热轧带钢主要缺陷之一——边裂现象的产生原因进行分析,并据此提出相应的工艺控制措施。
1 Q235B热轧带钢边裂缺陷统计
CSP分厂生产的Q235B热轧带钢的边裂缺陷统计数据如表1所示。由表1可知,边部裂纹主要发生在热轧带钢卷的上工作侧和上传动侧,其缺陷发生率分别为1.61%和2.21%,即工作侧的边裂发生率略低于传动侧的边裂发生率,热轧带钢卷的下工作侧和下传动侧基本未发现边裂缺陷。这主要是因为进入矫直前铸坯表面温度位于脆性敏感区,矫直时铸坯内弧受拉应力,外弧受压应力,因此带钢卷的上侧较容易出现边裂。

表1 Q235B热轧带钢边裂缺陷统计(单位:%)Table 1 Edge crack defect statistics of Q235B hot rolling strip
2 铸坯角部及带钢边部裂纹分析
2.1 铸坯角部横裂纹
Q235B铸坯角部裂纹的宏观形貌如图1所示。从图1中可以看出,铸坯表面出现大量凹陷,侧面振痕清晰,深度为1~2 mm,且角部振痕比中部振痕要深;角部裂纹出现在振痕波谷及其周边,裂纹长度为5~10 mm、深度为3~10 mm。测量得出振痕的平均间距为15.5 mm,这与通过振动曲线公式[4]计算出的振痕平均间距15.152 mm相差不大。

图1 铸坯角部裂纹宏观形貌(侧表面)Fig.1 Macro-morphology of slab corner crack(lateral surface)
从铸坯上切取裂纹部位制成10 mm×10 mm×10 mm的试样,进行扫描电镜及能谱分析,结果如图2和表2所示。

图2 Q235B铸坯角部裂纹SEM照片Fig.2 SEM image of corner crack in Q235B casting blank

表2 铸坯角部裂纹夹杂物成分(wB/%)Table 2 Inclusion contents of corner crack in Q235B casting blank
从图2中可以看出,铸坯角部裂纹边缘有大型夹杂物镶嵌于钢基体中,在扫描电镜下呈亮白色,通过能谱扫描分析,推断夹杂物包含大量C和Al2O3-SiO2-K2O-CaO-Na2O系的复合成分。由此可见,在连铸过程中有结晶器保护渣的卷入,导致结晶器和铸坯间渣膜分布不均,影响铸坯传热的均匀性,使得局部凝固坯壳成长滞后,局部坯壳较薄。与其他部位相比,坯壳薄的部位温度高,凝固速度慢,凝固收缩较晚,因此相邻区域的凝固收缩会对其产生作用力,形成厚度不均匀的初始坯壳,铸坯表面容易产生凹陷,严重时会恶化形成裂纹。
2.2 过渡带钢边部裂纹
Q235B第2道次过渡带钢边裂试样的宏观形貌如图3所示。由图3可见,过渡带钢边部横裂纹长度达100 mm,深度达35 mm,开口宽度约为20 mm,裂纹深入基体,尾部尖锐,有明显的扩展之势,从过渡带钢侧边观察到掉块现象。距主裂纹30 mm处,有长度约为40 mm的较浅裂纹,不连续分布,与主裂纹呈三角状。将过渡带钢边裂试样的上表面刨去2 mm后,可观察到很多微小裂纹。

图3 第2道次过渡带钢边部裂纹缺陷宏观形貌Fig.3 Macro-morphology of edge crack in F2 transition strip
过渡带钢边部裂纹的微观形貌及其能谱分析结果如图4和表3所示。由图4和表3可见,在裂纹内含有夹杂物,其主要成分是F、Si和Ca。将裂纹试样表面用4%硝酸酒精侵蚀后观察其金相组织,如图5所示。由图5可见,该试样表面存在混晶现象,裂纹周边的晶粒明显比正常部位的晶粒粗大。大尺寸的晶粒间易形成应力集中,使得带钢开裂的机会增加[5]。另外,从图5(b)中可以观察到,裂纹边上存在脱碳现象。
2.3 热轧带钢边部裂纹
Q235B热轧带钢边裂试样的宏观形貌如图6所示。由图6可见,带钢边沿存在多处裂纹,分布较广,裂纹与带钢轧制方向呈30°~60°,长度为5~10 mm,且裂纹深入带钢内部。

图4 过渡带钢边部裂纹的SEM照片Fig.4 SEM image of edge crack in F2 transition strip
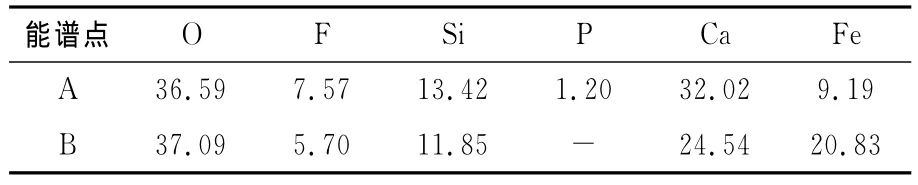
表3 过渡带钢边部裂纹夹杂物成分(wB/%)Table 3 Inclusion contents of edge crack in F2 transition strip

图6 Q235B热轧带钢边裂宏观形貌Fig.6 Macro-morphology of edge crack in Q235B hot rolling strip
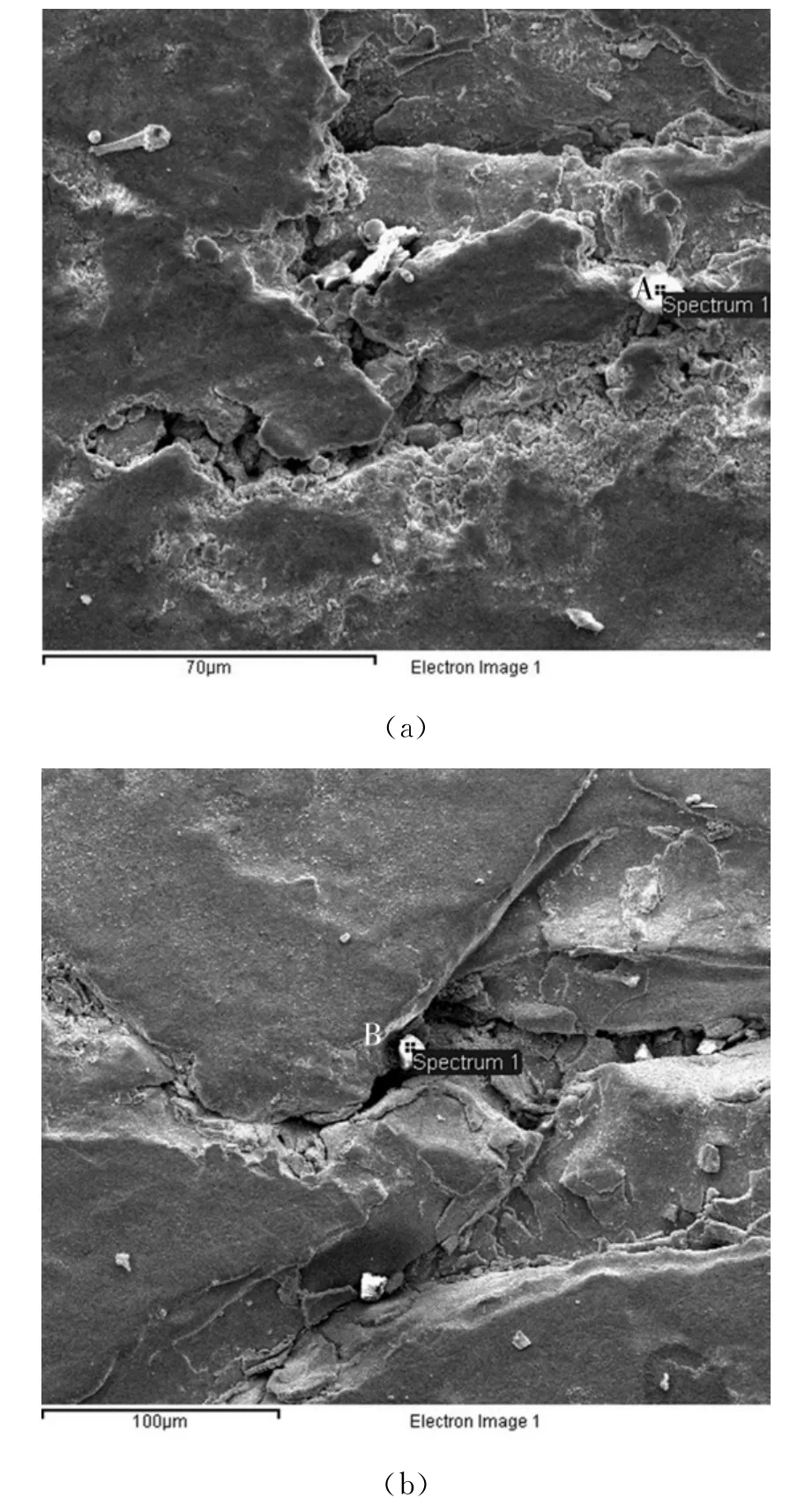
图7 热轧带钢边裂试样SEM照片Fig.7 SEM images of edge crack in hot rolling strip

表4 热轧带钢边部裂纹夹杂物成分(wB/%)Table 4 Inclusion contents of edge crack in hot rolling strip
图7和表4为带钢边裂试样的SEM照片及其能谱分析结果。由图7和表4可见,裂纹处分布着大量小颗粒的夹杂物,其成分与铸坯角部裂纹夹杂物的成分相似,主要含有结晶器保护渣成分,其中C含量较多。但此处的夹杂物比铸坯中发现的夹杂物要小很多,应该是铸坯夹杂物颗粒在轧制过程中被碾压开,弥散分布在边裂附近。
将热轧带钢边裂试样的上表面刨去2 mm,观察其金相组织(见图8)。表面氧化层去掉后,在试样上能观察到很多细小裂纹,裂纹附近晶粒粗大,从图8(b)上可以看到裂纹附近的异常组织,即由大尺寸铁素体组成的长条。该组织是刨去表面裂纹后在裂纹下方的脱碳组织,这表明该裂纹在铸坯中就存在。另外,在图8(b)中还能发现少量魏氏体组织,这表明在加热过程中铸坯表面存在过热现象。图8(c)是裂纹附近的异常组织与周围正常组织的对比。由图8(d)可知,正常组织是由铁素体和珠光体(图中黑色部分)组成,而图8(c)中右上部分为异常组织,其比正常部位铁素体晶粒大了至少4倍。对晶粒粗大的铁素体区域晶界进行能谱分析,未观察到任何元素偏析。


图8 热轧带钢边裂试样的金相组织Fig.8 Metallographic structure of edge crack in hot rolling strip
钢的氧化和脱碳是同时进行的,钢材表面的裂纹氧化、裂纹周围产生的脱碳现象是铸坯在加热过程中产生的[6],这是钢材表面裂纹来源于铸坯的判据。如果裂纹是在轧制过程中产生的,则裂纹中只可能存在轻微氧化,不会产生脱碳和点状氧化物,因为脱碳的形成要满足两个基本条件:①要有较高的温度(700~800℃及以上);②要有足够的时间,致使碳原子由内向外发生扩散,与空气中的氧形成CO或CO2气体逸出,导致裂纹周围脱碳。通过对Q235B热轧带钢边部裂纹的分析可以判断,这些裂纹在铸坯时就存在,只不过在轧制过程中得到了扩展。因此,有必要对CSP生产线的连铸工艺参数进行分析,以便制定减少带钢边部裂纹的工艺控制措施。
3 连铸工艺参数分析
3.1 保护渣
在浇注生产过程中,对保护渣性能最直观简单的评价指标是液渣层厚度和渣的消耗量。CSP分厂生产的薄板坯厚度为70 mm,其液渣层厚度为5~6 mm,68包保护渣(10 kg/包),可用于生产铸坯2 286 t,铸坯长度为3 243.89 m,铸坯截面为1 286 mm×71 mm,计算出保护渣消耗量为0.297 5 kg/t。CSP分厂薄板坯连铸机的液渣层厚度和保护渣消耗量相对于广州珠江钢铁有限责任公司CSP薄板坯连铸机的对应参数(12 mm,0.54~0.56 kg/t)[7]以及唐山钢铁集团有限责任公司薄板坯连铸机的对应参数(≥6.35 mm,0.3~0.7 kg/t)[8]而言均偏小,使得保护渣不能均匀流入铸坯与结晶器壁间的空隙,在铸坯表面易产生热点,导致铸坯裂纹的形成。
3.2 振动参数
CSP分厂薄板坯结晶器采用正弦振动方式,总振幅A为6 mm,其设定的铸坯拉速v与频率f的关系为三段式,如图9所示。拉速从0.5 m/min增至1 m/min时,振痕间距由10 mm增至15.152 mm,此后振痕间距保持不变。当振痕间距大于15 mm时,坯壳厚度的波动明显增加,从而增大了裂纹形成几率[9]。故在拉速一定时,应适当提高振动频率,当振动频率超过150 min-1时,所有拉速下的负滑脱时间都基本保持不变,均小于0.075 s。
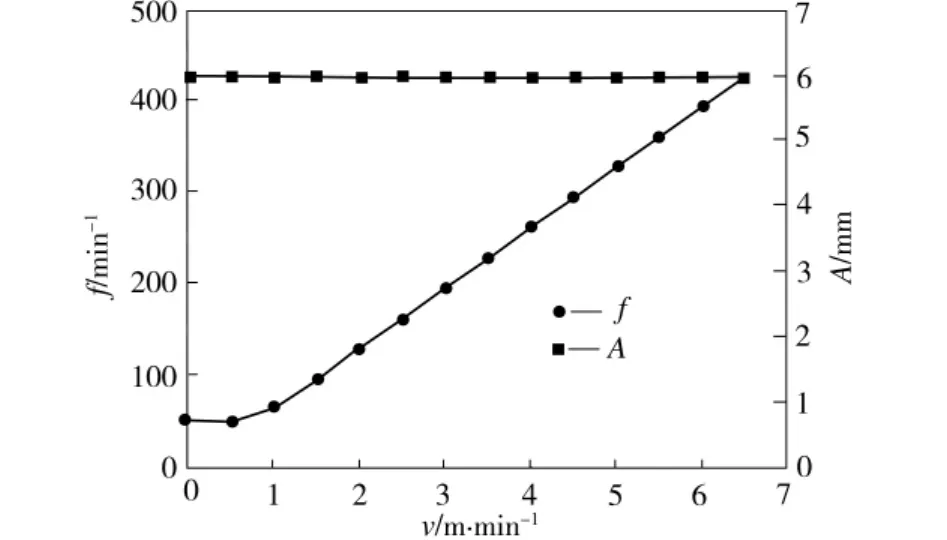
图9 铸坯设定拉速与频率的关系Fig.9 Relationship between casting speed and frequency
3.3 过热度
根据所统计的Q235B化学成分平均值,得到钢种液相线的温度为1 517.26℃。表5所示为中间包过热度与裂纹缺陷率的关系。由表5可见,过热度为15~19℃时,裂纹缺陷率最低;随着过热度的增加,裂纹缺陷率增大;当过热度大于25℃时,裂纹缺陷率较大。这是因为,在连铸过程中,当浇注温度过高,即过热度过高时,坯壳变薄,其高温强度低,且铸坯柱状晶发达,中心偏析加重。

表5 中间包过热度与Q235B带钢裂纹缺陷率的关系Table 5 Relationship between tundish overheat and crack defect rate in Q235B strip
3.4 结晶器传热
普通板坯连铸结晶器窄面热流与宽面热流比为80%~90%[10],薄板坯连铸结晶器窄面热流与宽面热流之比相对较小,CSP分厂的结晶器热流比大致为60%~80%,变化幅度较大。表6所示为该厂连铸结晶器宽、窄面热流与裂纹缺陷率的对应关系。由表6可见,当宽面热流为1.7~1.9 MW/m2、窄面热流为1.0~1.2 MW/m2,即采用弱冷时有利于降低裂纹缺陷率。

表6 结晶器宽、窄面热流与裂纹缺陷率的关系Table 6 Relationship between broad,narrow heat flux of the crystallizer and crack defect rate
3.5 铸坯断面
Q235B铸坯宽度与裂纹缺陷率的关系如表7所示。从表7中可以看出,当浇注断面较窄时,边部缺陷率较高,铸坯宽度为1 155~1 176 mm时,Q235B带钢裂纹缺陷率高达24.69%。对于某一连铸机而言,其二冷段工艺参数一般固定,浇注不同断面尺寸的连铸坯时,不能灵活地调整喷水量和喷水宽度。在浇注宽度较小的铸坯时,由于连铸坯角部的二维传热,很容易造成该部位过冷,在矫直时易引起铸坯角部横裂纹,进而在热轧时转变为边部裂纹,严重时产生破边。

表7 铸坯宽度与裂纹缺陷率的关系Table 7 Relationship between casting blank width and crack defect rate
4 边部裂纹控制工艺措施
由于CSP分厂生产的Q235B热轧带钢边部裂纹主要源自于连铸坯裂纹,因此本文针对其连铸工艺参数,提出以下控制措施:①微调保护渣的化学成分,适当增加保护渣的液渣层厚度和消耗量;②在铸坯拉速一定时,适当提高结晶器振动频率,减少坯壳厚度的波动;③中间包过热度尽量不超过25℃;④结晶器宽面热流控制在1.7~1.9 MW/m2、窄面热流控制在1.0~1.2 MW/m2,即一冷采用弱冷方式;⑤根据浇铸断面适当调整二冷水强度。
[1] 王中丙,谢利群,柴毅忠.CSP生产的热轧薄板边裂的影响因素与控制[J].钢铁,2002,37(9):31-34.
[2] 王小燕,李月兰,丰慧,等.CSP热轧薄板表面边裂成因初探[J].中国冶金,2005,15(11):48-51.
[3] 孙彦辉,赵长亮,孟征兵,等.CSP工艺生产热轧板卷边裂的分析和控制[J].特殊钢,2006,27(4):47-49.
[4] 卢盛意.连铸坯质量[M].北京:冶金工业出版社,2003:168-169.
[5] 苏春昌,田庆荣,王雅英.热轧中厚板延伸率不合格原因分析[J].天津冶金,2009(4):26-28.
[6] 王广生.金属热处理缺陷分析及案例[M].北京:机械工业出版社,2000:150-154.
[7] 唐萍,文光华,王中丙,等.CSP薄板坯连铸低碳钢结晶器保护渣的研究[J].钢铁,2003,38(3):15- 17.
[8] 杨晓江.薄板坯连铸结晶器保护渣技术[J].炼钢,2002,18(4):47-52,59.
[9] Szekeres E S.Overview of mold oscillation in continuous casting[J].Iron and Steel Engineer,1996,73(7):29-37.
[10]Hiraki S,Nakajima K,Marakami T,et al.Influence of mold heat fluxes on longitudinal surface cracks during high speed continuous casting of steel slab[C]//Steelmaking Conference Proceedings:Chicago Meeting.Warrendale,PA:Iron &Steel Society,1994:397-403.
A causal analysis of edge cracks on Q235B hot rolling strip produced by CSP
Peng Qichun1,Yang Liu1,Liu Bingyu2,Qian Long2,Li Juzhong2,He Jinping2
(1.Key Laboratory for Ferrous Metallurgy and Resources Utilization of Ministry of Education,Wuhan University of Science and Technology,Wuhan 430081,China;2.Wuhan Iron and Steel Company Limited,Wuhan 430080,China)
In order to resolve cracks on the edges of Q235B hot rolling strip produced by CSP,samples were taken of Q235B continuous casting slab and hot-rolled coil on the cracking point,respectively,and macro-structural,metallographical,SEM and electron probe analyses were conducted to study the evolution of slab corner cracks and strip edge cracks.The results show that slag entrainment in the mould,which leads to uneven cooling,is the main cause of slab corner cracks.The mixed crystal and decarburized structure are discovered in F2 transition strip,and edge cracks in hot rolling strip result from cracks in the slab and extend in the rolling process.Based on the technical parameters of continuous casting,statistical analyses were carried out of the thickness of liquid layer,consumption of casting powder,oscillation parameters,tundish superheat degree,mould heat transfer,and slab section,and appropriate measures for crack control were proposed.
hot rolling strip;CSP;continuous casting;edge crack;Q235B
TG335.3
A
1674-3644(2012)04-0241-06
[责任编辑 尚 晶]
2011-12-09
彭其春(1964-),男,武汉科技大学教授,博士.E-mail:pengqichun1964@163.com
猜你喜欢
山东冶金(2022年2期)2022-08-08
中国典型病例大全(2022年7期)2022-04-22
四川有色金属(2022年4期)2022-02-06
商品与质量(2021年17期)2021-04-23
重型机械(2020年3期)2020-08-24
重型机械(2018年6期)2019-01-07
中国医药指南(2019年21期)2019-01-07
科学与财富(2018年10期)2018-06-09
新疆钢铁(2015年2期)2015-11-07
右江医学(2015年2期)2015-07-18
