
废铜精炼炉主烧嘴点火控制系统研究
2012-09-14 07:05:28王金祥
资源再生 2012年7期
□文/王金祥
西部矿业投资(天津)有限公司
废铜精炼炉主烧嘴点火控制系统研究
□文/王金祥
西部矿业投资(天津)有限公司
Study of ignition and flame automatic control system for scrap refining furnace main burner
采用PLC集成控制的方法,设计并实现了一套由对精炼炉主烧嘴的空气和燃气比例的精确测量及配比,通过PLC完成对精炼炉主烧嘴点火及火焰强弱的自动化控制系统。
目前,我国再生铜行业使用的废杂铜熔炼炉基本全是固定式精炼炉,这种熔炼炉具有造价低、建设周期短、维修方便等明显优点,因此在行业内得到了普遍应用。但是固定式精炼炉也有十分明显的缺点,烧嘴点火安全性差,火焰不稳定;由于密闭性不好,在氧化、还原过程中需打开炉门进行操作,导致热效率低,同时该炉空燃比难于控制,容易产生不完全燃烧,因此热效率一般只有2 5%~3 0%;在加料、熔化、氧化、氧化、还原阶段无法对空燃比精确控制,需人工持管在加料口作业,炉门处无法避免冒黑烟,环境污染严重,人工持管操作也不安全。所以,无论固定式精炼炉具有多少优点,节能、环保、安全方面的缺点决定了其只能适用于中国再生铜产业的初级阶段。随着国家对环保节能要求的逐步升级,其应用将逐步受到限制。
本文为解决废铜精炼炉点火、火焰大小控制及精炼炉空燃比控制,设计一套由PLC实现集中控制,通过现场传感器及设备完成数据采集,并通过现场总线完成现场设备与PLC的通讯,PLC完成对废铜精炼炉烧嘴的点火、火焰大小及空燃比的精确控制,能有效避免传统熔炼炉上述问题,并取得良好的技术及经济效益。
一、系统工艺及控制要求
典型的工业用废铜精炼炉主烧嘴点火控制系统工艺主要由主烧嘴的燃气阀组系统、空气系统、火焰检测系统、空气燃气比例调节系统、现场传感器等检测原件及PLC控制系统构成。系统的基本工艺为:点燃点火小烧嘴,然后通过点火小烧嘴将精炼炉主烧嘴点燃,主烧嘴点燃并火焰稳定后,点火小烧嘴将自动熄灭,此时火焰探测器将对火焰进行检测,如果主烧嘴火焰熄灭,PLC将自动切断燃气并报警,保证系统的安全。在主烧嘴点燃过程中,PLC系统将在燃气和空气阀组上进行温度,压力,密闭性,流量等方面的检测,只有条件具备才允许点火,待主烧嘴点燃后,PLC系统通过控制安装在燃气、空气阀组上的伺服电机,控制燃气和空气的比例,从而控制火焰状态,在主烧嘴点燃后,火焰探测器将一直工作,检测火焰的状态,确保系统的安全稳定。本系统不但可以完成点火及火焰控制,而且燃气和空气的各个参数都处于实时监控状态,同时控制系统具有完善的安全保护、故障检测及报警功能。
二、废铜精炼炉主烧嘴点火系统概述
典型的废铜精炼炉的主烧嘴点火及火焰控制系统主要由燃气阀组系统、空气阀组系统、火焰监控系统、点火小烧嘴和一个主燃烧嘴组成。燃气从燃气阀组减压单元出来后与从风机系统出来的空气混合后,点燃点火小烧嘴,点火小烧嘴再点燃主烧嘴,主烧嘴点燃后,火焰监控系统会自动检测火焰情况,主烧嘴的火焰可以通过调节燃气和空气的混合比例达到,烧嘴点火及火焰控制系统由安装于现场的传感器进行信号采集,并将信号传送至PLC,由PLC实现集中控制,系统的硬件主要包括以下内容。
1. 燃气阀组系统 :如图1-1所示包括以下检测元器件
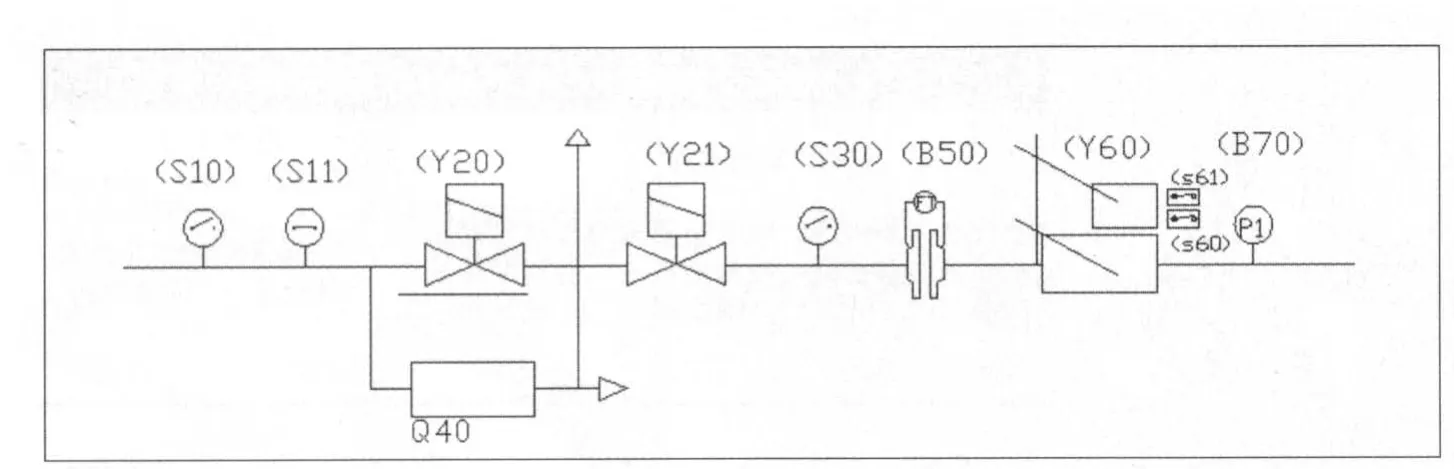
图1 -1
(1)燃气压力检测开关S 1 0 、S 1 1:S 1 0是燃气最低压力开关S 1 1是燃气最高压力开关, S 1 0和S 1 1动作表明燃气压力太低或太高,将切断燃气电磁阀Y 2 0。
(2)燃气截止电磁阀Y 2 0、Y 2 1:都为单稳态电磁阀,得电时打开,未得电时截止,作用是切断燃气供给。
(3)燃气密封性测试Q4 0: 是一个安装于燃气阀组上的用于检查以下电磁阀密封性的装置,密封性测试启动控制(从PLC)元件为Y 4 0,密封性测试OK 则S 4 1动作,密封性测试N O T O K 则S 4 2动作,密封性测试复位控制元件Y 4 1。
(4)燃气流量传感器B 5 0:压差发送器(ΔP)(B 5 0)连接于一个安装在燃气供应管路上的计量法兰(由PLC进行平方根的提取),主要功能通过测量精炼炉主烧嘴燃气的流量进行精炼炉主烧嘴空气/燃气比例循环控制。
(5)精炼炉主烧嘴燃气电动阀伺服电机Y 6 0:阀的电源供给元件为Q 6 0,燃气流量调整的节流阀的打开/关闭是通过伺服电机Y 6 0,从PLC接收4-2 0 mA的模拟信号自动进行的控制,阀的流量位置调整(反馈-0/1 0 V)元件为B 6 0,并带有低火位置微型开关S 6 0和高火位置微型开关S 6 1。
(6)精炼炉燃气压力传感器B 7 0 :燃气压力测量和指示,在循环指示最低压力时应预设一个滤波器(5秒,可以设定),以避免由于管路压力的波动而引起的低压报警的介入。
2. 空气阀组系统:如图1-2所示,包括以下检测元器件
(1)风机电机M1 0:提供燃烧空气。
(2)空气低压开关S 4 0:空气最低压力的压力开关,S 4 0动作将切断安装于燃气阀组上的燃气截止电磁阀Y 2 0。
(3)空气压力传感器B 4 0:空气压力的测量,用于风机空气压力控制,可以控制风机空气入口阀I/P转换器Y 2 0。压力控制循环指示最低压力应预计一个滤波器(5秒,可以设定)以避免由于管路压力的波动而引起的低压报警的介入。
(4)电动阀I/P转换器:精炼炉主烧嘴风机入口处空气流量调节阀的执行从PLC接受一个4-2 0 mA的类比信号,当精炼炉主烧嘴风机-空气压力控制循环被切换为自动时,按PLC的指令自动执行,在精炼炉主烧嘴风机-空气压力控制循环变为手动时通过按钮增加空气(MP 1 0-S 2 1)/减少空气(MP 1 0-S 2 2)由操作工手动进行。转换器包括以下元件: 流量调节法Y 2 0(打开/关闭控制-4/2 0 mA),阀关闭S 2 0,阀打开S 2 1。
(5)空气排气电磁阀Y 3 0:单稳态电磁阀,得电时打开。当给精炼炉主烧嘴风机的要求的空气流量低于一个确定的界线(比如:3 5 0 0 N m3/h,可通过H MI设定)时按PLC的控制自动打开,当要求的空气流量超过上述的界线时关闭。应预设一个滞后区域以避免连续变换的波动。手动时,操作工通过发光选择开关精炼炉主烧嘴风机排出阀打开/关闭(S 1 3)进行的控制。
3. 主烧嘴燃烧控制系统图:如图1-3所示,包括以下检测元器件
(1)精炼炉点火小烧嘴/主烧嘴火焰探测器:是一个直接安装于靠近烧嘴处的E S A E S T R O火焰控制器,火焰控制器直接管理精炼炉的点火小烧嘴烧嘴和主烧嘴的点火循环,火焰指示器元件及功能如表1-1所示:
(2)空气流量传感器B 6 0:压差变送器(ΔP)B 6 0连接于一个安装于精炼炉主烧嘴燃气供应管路上的计量法兰(由PLC进行平方根的提取)用于空气流量的测量,在H MI上设定精炼炉主烧嘴空气/燃气比例和精炼炉主烧嘴空气流量,对精炼炉主烧嘴空气/燃气比例和精炼炉主烧嘴空气流量进行循环控制
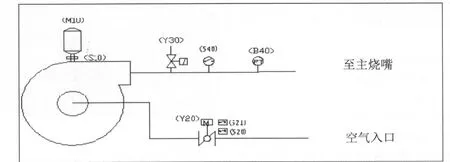
图1 -2
(3)精炼炉主烧嘴空气电动伺服电机Y 7 0:流量调整(打开/关闭控制)是从PLC接收4-2 0 mA的模拟信号自动进行的控制,流量调整位置(反馈-0/1 0 V)信号元件为B 7 0,并带有低火位置微型开关S 7 0和高火位置微型开关S 7 1。
当精炼炉主烧嘴空气流量控制循环转换为自动时从PLC接收0-2 0 mA的类比信号自动进行,伺服电机的行程由低火位置微型开关(S 7 0)和高火位置微型开关(S 7 1)限定.
(4)精炼炉主烧嘴空气压力传感器B 8 0:精炼炉主烧嘴的空气的压力值的测量并循环显示,压力循环指示最低压力应预设一个滤波器(5秒,可以设定)以避免由于管路压力的波动而引起的低压报警。
(5)精炼炉主烧嘴燃气截止电磁阀Y 9 0:单稳态电磁阀。得电时打开,断开时截止燃气的输入。可直接由精炼炉点火小烧嘴/主烧嘴火焰探测器Q 5 0 控制。
(6)精炼炉主烧嘴-空气/燃气比例控制循环:对精炼炉主烧嘴的空气/燃气比例的调整通过压差变送器和相关伺服电机的类比信号和数字信号进行,如下表1-2所示:
当精炼炉主火焰开启时该比例调整循环总是变换为自动(可设定滞后时间)。通过按钮增加空气(+MP 1 0-S 2 1)/减少空气(+MP 1 0-S 2 2)经过空气流量调可整伺服电机Y 7 0,空气被调节。当操作工释放按钮时,PLC将当前的空气流量值定为精炼炉主烧嘴-空气/燃气比例控制循环的设定点值,按照所设定的设定点精炼炉主烧嘴-空气/燃气比例控制循环控制燃气流量调整伺服电机Y 6 0的定位以便获得想要的空气/燃气比。如果在燃气阀打开的阶段PLC测得比例偏差大于一个确定的值(比如>5%(可通过H MI调节)持续1 0秒(可通过H MI调节)),PLC控制空气流量调整伺服电机直至燃气的流量值回到正常的比例范围之中。为了优化空气和燃气流量调节伺服电机的功能要求一个线性化以补偿节流阀的非线性,线性化将以下方式进行:
在节流阀已确定的打开度时通过计量法兰流量的测量值填写一个表格(在PLC程序内部设定1 0个点)如下图1-4所示:
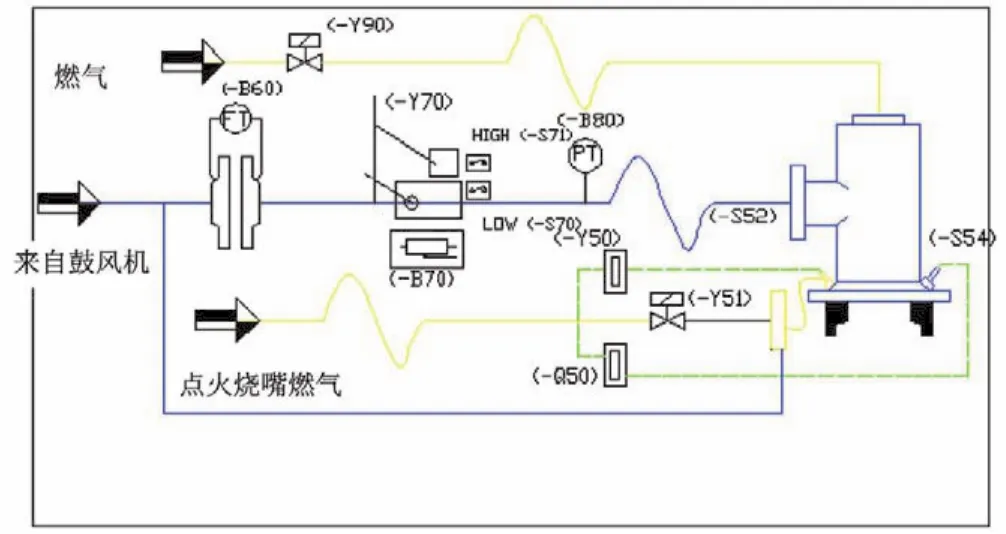
图1 -3

表1 -1
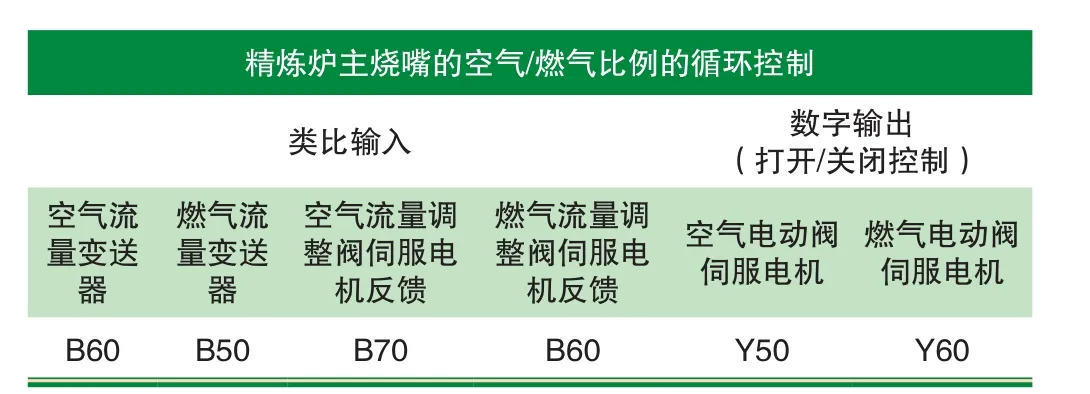
表1 -2
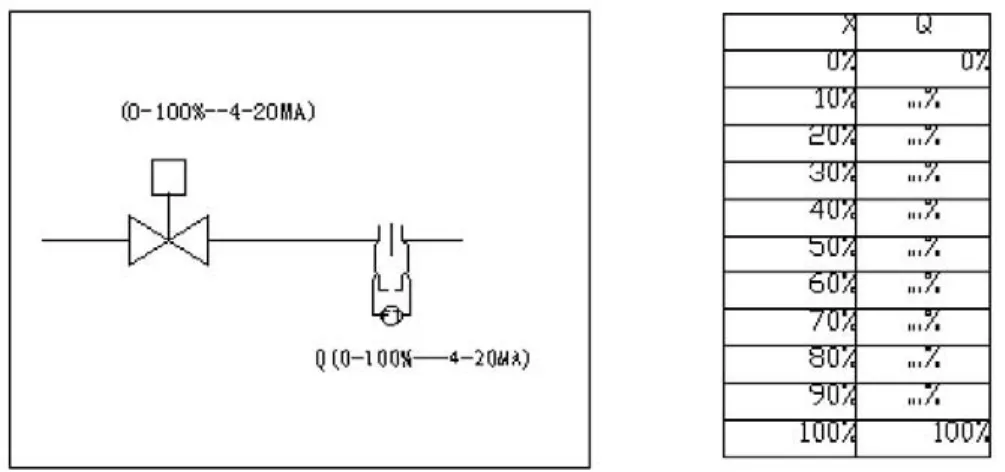
图1 -4
在下面图1-5中控制循环将表格使用为图解(表格被插入)
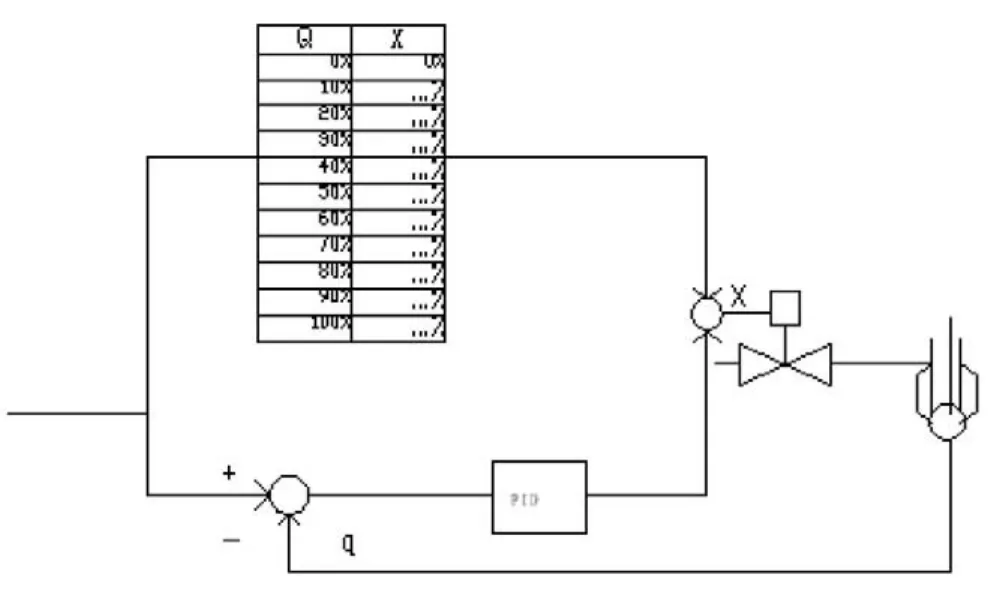
图1 -5
book=58,ebook=141
猜你喜欢
南方电网技术(2022年8期)2022-09-30 02:50:28
山西冶金(2022年4期)2022-09-26 14:53:12
中国农村水利水电(2022年8期)2022-08-28 00:36:44
材料与冶金学报(2022年2期)2022-08-10 09:15:54
山东冶金(2022年3期)2022-07-19 03:24:30
微特电机(2020年11期)2020-12-30 19:42:32
电子制作(2018年17期)2018-09-28 01:57:00
通信电源技术(2018年3期)2018-06-26 06:33:36
山东电力技术(2017年2期)2017-06-05 14:15:22
电子测试(2016年16期)2016-09-07 07:23:45
