
FANUC 0i数控系统车削二次曲线零件宏程序的应用*
2012-09-13 07:19:54赫焕丽咸宁职业技术学院湖北咸宁437100
湖北科技学院学报 2012年8期
赫焕丽(咸宁职业技术学院,湖北咸宁437100)
FANUC 0i数控系统车削二次曲线零件宏程序的应用*
赫焕丽
(咸宁职业技术学院,湖北咸宁437100)
在数控车削加工中,由于现代的数控系统中只有直线插补和圆弧插补指令,不适合二次曲线类零件的编程,因此二次类零件的加工是比较困难的,本文较全面总结了FANUC 0i数控系统车削加工二次类零件中宏程序的应用。采用切槽法使二次曲线的宏程序编程更加简便。
抛物线;宏程序;编程;应用
引言
在实际机械加工和各种数控大赛中,我们常常会遇到由抛物线、椭圆等构成的复杂二次曲线类零件,但目前的数控系统还没有提供完善的二次曲线插补功能,因此二次曲线编程是手工编程中的难点,因此,在实际加工中二次曲线的编程多采用变量来完成,也就是采用宏程序进行编程。宏程序的编制确实存在相当的难度,要想编制出一个加工效率高、程序简洁、功能完善的宏程序更是难上加难。下面我就以抛物线和椭圆曲线的宏程序编程为例,来研究用户宏程序在数控车削二次曲线类零件编程中的应用。
一、过程分析
如图1所示带内抛物线的套类零件,该零件外表面由圆柱面、椭圆等组成,内表面由圆柱孔、抛物线等组成,加工抛物线、椭圆时,须用宏程序编程,用直线或圆弧逼近曲线。

图1 非圆内孔加工
根据工艺分析,制定加工工艺路线如下:(1)采用三爪卡盘直接夹持毛坯左端,车端面、粗车外圆柱面至Φ46.5mm;(2)钻孔和扩孔;(3)用切槽刀径向进给,自右向左粗车椭圆及槽,留余量0.5mm;(4)粗车外圆柱面Φ36mm至Φ36.5mm;(5)精车外轮廓;(6)粗车内部抛物线;(7)精车内部抛物线;(8)用切断刀切断.

图2 坐标计算
由图2解析几何可知,该椭圆在XOZ坐标系内的标准方程为:+=1,易知A点编程坐标为(46,0),将X= 15代入方程,可求得B点Z坐标ZB=-26.53,即B点编程坐标为(30,-26.53),设椭圆上任意一点E在XOZ坐标系内的坐标值用变量表示为XE=#3,ZE=#4,代入上式,则有+=1。
用切槽法自右向左粗车椭圆,以#4为自量,则有#3= 23/35×SQRT[35×35-#4×#4×#4],取#4的初始值为-5(不必取为0),最终值为-26.53,在XOZ坐标系内,编程坐标XE=2×[#3],ZE=#4,精车椭圆时,仍以#4为自变量,其初始值为0。已知抛物线在X1O1Z1坐标系内的标准方程为:Z1= 0,可知当Z1=24时,X1=20,当X1=6时,Z1= 2.16,设抛物线上任意一点F的坐标值用变量表示为XF=#1,ZF=#2,代入上式,则有#2=0.06×#12.抛物线上任意一点F的编程坐标值X=2×#1,ZF=#2-24.粗、精车抛物线时,用宏程序编程,以#1为自变量,可见#1的初始值为20,最终值为6.因此,在切削加工中,用切槽刀径向进给,采用宏程序编程.粗车椭圆及槽,用宏程序编程,沿轮廓进给,精车椭圆,最后切断。
由以上分析,编写该零件的加工程序如表1所示:
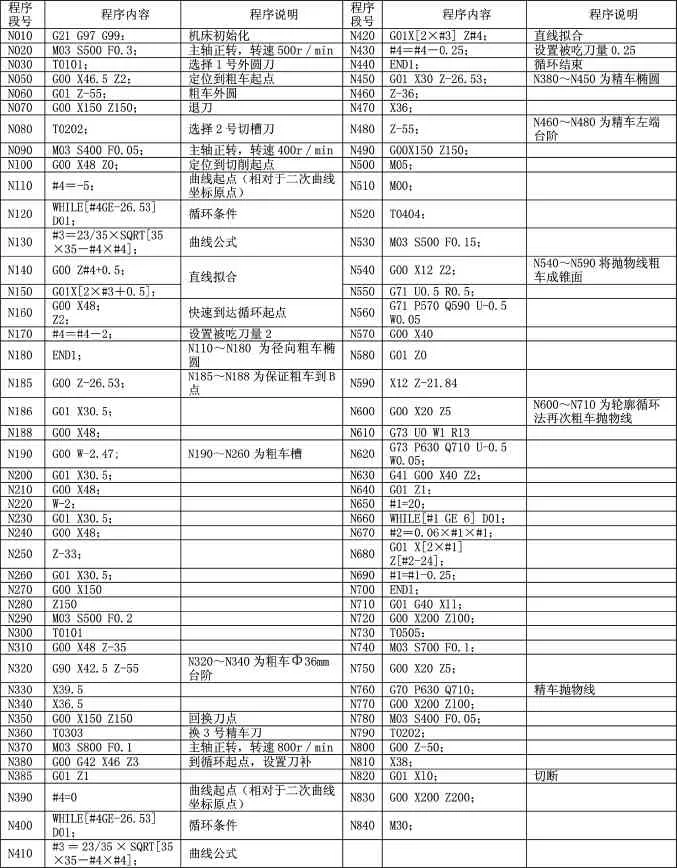
表1 参考程序程序号:O0001
二、总结
通过利用宏程序功能加工二次曲线零件,能充分的表明宏程序对于加工典型的二次曲线轮廓的效率。从我们上边的编程可以推广到已知零件轮廓方程的椭圆、抛物线等零件的编程中。因此,我们总结出以Z做为自变量的WHILE语句二次曲线加工模板如表2所示,以供大家参考。

表2 以Z做为自变量的WHILE语句二次曲线加工模板
TG519.1
A
2012-03-09
猜你喜欢
福建中学数学(2023年5期)2024-01-25 17:41:36
锻造与冲压(2023年3期)2023-02-28 04:36:56
机械工程与自动化(2022年4期)2022-08-23 02:56:28
上海涂料(2021年5期)2022-01-15 06:09:26
名城绘(2019年3期)2019-10-21 10:21:57
云南教育·中学教师(2019年12期)2019-08-13 07:28:20
科技资讯(2018年3期)2018-06-06 05:28:36
制造技术与机床(2017年8期)2017-11-27 02:10:00
数学学习与研究(2016年19期)2016-11-22 11:39:30
机械工程师(2014年8期)2014-12-02 01:39:02
