
化学品船液货管系的设计与检验
2012-09-12 12:08蒋诚松
中国船检 2012年7期
应 胜 蒋诚松
化学品液货种类繁多,不少船东在化学品船设计、建造之初,并不十分清晰将来装载哪些货品,加之为了节省成本,在建造材料的选择上又往往趋向低端,导致成船可以运载的货源大大受限,最终对船舶营运效益造成严重影响。如何才能避免类似情况发生呢?
管路材料的选择
中国船级社《钢质海船入级规范》和《散装运输危险化学品船舶构造与设备规范》(以下简称《散化规》)中,对于化学品船液货管的材料,没有明确规定为不锈钢的条文。出于降低成本的考虑,船东往往采用普通的无缝钢管作为液货管系材料,内部采用特殊涂层来防止化学品腐蚀。如果只装无腐蚀或极少腐蚀的液货品种,理论上说这种做法无可挑剔。但实际装载的化学品液货,大多具有一定的腐蚀性,故上述工装的接头部位是存在问题的。
我们知道,在《散化规》中,要求化学品船除了截止阀和膨胀接头的位置可以使用对焊法兰外,其他地方都应该采用对接焊连接形式。如果采用普通钢管,那么两段管子对焊接头的内部是无法进行防腐处理的,这对装载腐蚀性较强的液货,必将成为隐患。就国内目前特涂的工艺水平而言,要求涂层管路的内径一般不小于DN250,DN250以下口径液货管路一旦采用了无缝钢管,由于特涂工艺的限制,会留下焊接接头裸露而蕴藏的隐患,有毒及有腐蚀的货品将被排除在适装之外,剩下的货品主要以植物油为主,适装范围受到限制。另外,涂层材料主要有环氧树脂类、酚醛塑料类、无机硅酸锌类和聚氨酯类,因不同涂层对应不同的适装货品,适装范围又进一步受到涂层的局限。这一点设计院在设计阶段就应该跟船厂和船东做好解释工作,否则等船厂开工后再整改非常困难。设计院、审图中心和船检部门都应注意涂层适装货品信息,如果船东不确定或不能明确装载货品,最好建议(或强制)液货管系采用不锈钢管。
管路及法兰的连接形式
《散化规》对管路连接细则的规定是:“除了截止阀和膨胀接头的认可型连接和主管机关特别许可的其他例外情况外,化学品船货物管路间应为焊接连接的形式”。
对于无法兰管段连接,不论其管系的直径大小,均可以采用根部全焊透的对接焊连接。对外径不大于50mm的管子,且在预计不可能发生缝隙腐蚀的前提下,也可以加装套管采用套装焊接接头,但由于套装焊接只能焊接外端,不能焊接内端,套管与内路配合的精度与腐蚀缝隙的关系至今并没有确切的说法,故采用套装焊接接头应慎重。对于符合公认的标准的螺纹连接,只能用于外径不大于25mm的次要管路和仪表管路。
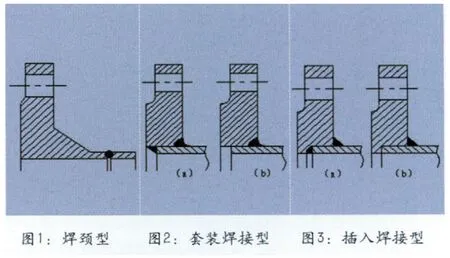
对于法兰连接,管与法兰之间应采用焊径型、套装焊接型或插入焊接型,但管子的公称直径大于50mm时,不得采用插入焊接法兰。所谓的焊径型如图1所示;套装焊径型如图2所示;插入焊接型如图3所示;考虑到缝隙腐蚀的问题,一般不允许采用图2(b)和图3(b)的连接形式。
在现场检验时,经常发现外径50mm以上的液货管,采用普通的搭接焊法兰,尽管其符合GB2506-89标准,但该型法兰的连接,在《散化规》中是被排除在外的,故应特别引起注意。
管路残余量超标
为保证船舶装载等船舶系统的正常工作,在设计、现配管路时应使管路具有一定斜度或采取加泄放等其他方法以保证每一处的管子能自由放空,尤其是与液货接触的系统管路。现有的问题主要有:
液货管路的连接方式不合理。如:采用扫舱泵小管路接液货总管的型式排除管路残余物时,口径相差过大则效果不理想。这种情况应考虑单独设置扫舱管路,而总管残余物采用吹泄方式流回舱内。
液货管支管设置不符合要求。考虑到制造的方便性和制造质量,不锈钢管路支管设置可以参考以下原则:对于液货系统的不锈钢管,原则上都用三通接头,主管比支管大三档以上的可以选择直接开支管考虑到焊接变形问题,主管上支管比较密集的地方要使用三通接头。尽量避免在支管与主管管径相差不大的情况下开四通支管。对于斜支管(支管与主管不垂直),其支管斜度(支管与主管交角的锐角)时要先开一节垂直支管向外引伸后再接斜管。对于必须采用定型弯头的不锈钢管(不能直接弯制的不锈钢管),当弯角不用定型弯头,可直接斜切后对焊。对于单舱单泵的化学品船,在各舱独立载运不同货品时,各液货管路上应尽量避免设置支管,包括用于临时连接的盲板法兰,这些位置的残留是无法避免的。
无损检测问题
化学品船液货管确定管系的等级很重要。若货品具有毒性,该管系必定为I级管系;若货品具有腐蚀性,该管系一般为Ⅰ级管系,如果设有安全保护措施能防止泄漏和防止泄漏后产生不良的后果,也可为Ⅱ级管系,当然管系的设计压力和设计温度均不超过Ⅱ级管系的压力和温度界定值,分别为4.0MPa和300℃。若货品无毒性且无腐蚀性,仅可根据管系的设计压力和温度确定管系的等级,一般为Ⅲ级管系,这种情况下才允许液货系统管系使用普通的无缝钢管。

由于化学品船液货管基本采用对接焊接型式,根据管系的不同等级,CCS规范对对接焊缝有如下无损探伤的规定:
在I级管系中,外径大于75mm的管子的对接焊接头,应全部经X射线或γ射线检测。
在Ⅱ级管系中,外径大于100mm的管子的对接焊接头,以及I级管系中外径不大于75mm的管子的对接焊接头,应以10%抽样进行X射线或γ射线检测。
在保证可达到相当焊接质量水平的条件下,允许用认可的超声波检测工艺代替射线检测。一般来说,由于奥氏体不锈钢晶粒较为粗大,超声波检测时,如不采用特殊的技术,检测结果可能会受影响,所以不推荐使用。
不锈钢管路防腐蚀措施
不锈钢的腐蚀主要有点蚀、应力腐蚀、缝隙腐蚀和晶间腐蚀。点蚀发生于不锈钢表面的缺陷处,如划痕和焊接飞溅点等。施工人员对不锈钢的点蚀大多缺乏了解,施工过程往往不够注重液货管路的保护,这应及时监督提醒。应力腐蚀主要是焊接等冷热加工后的残余应力,除了合理选择焊接材料外,其余和普通材质管路措施一致。晶间腐蚀和缝隙腐蚀都与焊接方式及材料有关。这些腐蚀不加注意,即便是最好的不锈钢材质,腐蚀依然非常严重。
散装运输危险化学品船所运载的货品种类繁多,且大多具有腐蚀性和毒性,故设计与检验的全过程应处处注意确保船舶的营运安全。
猜你喜欢
铁道机车车辆(2022年6期)2023-01-04
中国特种设备安全(2022年5期)2022-08-26
力学与实践(2021年6期)2021-12-31
黑龙江电力(2021年5期)2021-12-29
铁道学报(2021年3期)2021-05-13
军民两用技术与产品(2021年2期)2021-04-13
舰船科学技术(2021年2期)2021-04-10
陕西水利(2020年1期)2020-06-08
昆钢科技(2020年6期)2020-03-29
模具制造(2019年10期)2020-01-06
