
硬齿面齿轮电火花跑合加工的研究
2012-09-07 07:51李进生
武汉工程职业技术学院学报 2012年4期
李进生
(武汉软件工程职业学院 湖北 武汉:430033)
齿轮可用来传递空间任意两轴的运动和力。其传动准确、可靠、使用寿命长,是机械传动装置中最重要的传动元器件之一。随着齿轮加工技术的迅速发展,硬齿面齿轮在汽车等行业中获得了更加广泛的应用,需求量愈来愈大。作为重要的基础传动件的齿轮,要求具有高的质量、性能和使用寿命。国外汽车等运输工具的齿轮,其寿命己接近整机水平,许多高可靠性齿轮,可使用几十年而无明显损伤。国内的齿轮加工,由于受到加工设备和加工工艺水平限制,通常采用磨齿、珩齿、硬滚齿、硬剃齿等传统加工工艺方法,存在着种种不足,难以达到满意的加工精度。国内目前这种加工现状,在相当长的一段时期内,还难以从根本上改变。因此,探求一种经济、高效、适合大批量生产的硬齿面齿轮精整加工技术是很有必要的。
1 硬齿面齿轮电火花跑合加工的可行性分析
电火花跑合加工齿轮是运用电蚀原理去除金属。电蚀方法比纯机械方法去除金属更容易,且一次加工两件齿轮,可以保证高的加工效率。电火花跑合采用自由啮合方式,结构简单,可以通过电规准的调整、工艺流程的合理安排,获得好的表面质量和加工精度,加工成本低。从大量的理论分析和生产实践中归纳出下面三条改善加工精度的原理。
1.1 齿轮误差电蚀均化原理
在电火花跑合加工过程中,总是接触区微凸处电场强度最高,容易被电蚀去除。另外,当两轮齿数比不被整除,互为质数时,两齿轮交替啮合,达到均化蚀除凸点部分金属作用,从而改善齿轮的接触状况。电火花跑合实质上是通过跑合改善接触精度、降低噪音。利用电火花蚀除金属原理可以大大加速跑合过程。
1.2 修形改善接触精度原理
齿轮在电火花跑合时进行齿面和齿形修形(齿面修形成鼓形)。对齿形修形可以减少啮合过程中的啮入、啮出冲击,使载荷平稳过渡。对齿面进行修形,可以明显降低齿面误差、齿轮传动轴的安装误差和受力变形对齿轮接触精度的影响,改善载荷集中现象,提高使用寿命。
在生产实践中使用上述两条原理,能在一定程度上改善齿轮加工精度。齿轮电火花跑合工艺既无标准刀具,又采用自由啮合方式,若仅依靠上述两条原理,难以得到满意的加工精度。经过长时期的生产实践经验总结和理论分析,我们提出了一条新的改善齿轮加工精度原理。
1.3 惯性均化齿轮误差原理
齿轮电火花跑合时,由于误差影响,两轮不能保证严格的展成关系,并且引起主、从动轴的转速波动。采用带有附加大惯量的高速传动系统,在飞轮的惯性引导作用下,两轮力图维持定传动比传动关系,而动载荷则保持齿廓误差大、动载荷大;齿廓误差小、动载荷小这样一个对应关系(即载荷变化能够“复映”齿廓误差曲线)。齿廓误差大,接触应力增大,啮合区的油膜厚度变薄,电火花加工时电蚀作用增强。反之,则减弱。达到去除凸点金属,改善精度目的。
电火花跑合工艺在应用上述三个原理的基础上,对改善接触精度,降低噪音具有很好的效果。
2 齿轮电火花跑合加工原理和电规准的选择
2.1 跑合加工原理
电火花加工理论和齿轮啮合原理是齿轮电火花跑合的理论基础。加工原理如图所示。电火花跑合时,主动轮工件1带动从动轮工件2旋转,两轮分别用导滑环连接高频脉冲电源的正负极,大齿轮连接损耗大的正极,小齿轮连接损耗小的负极,以便两齿面蚀除金属量趋于相等,齿厚变化均匀。在齿轮嗤合处注入粘度大的机油,使啮合之间形成一定厚度油膜,能承受一定的压力,在跑合中不易破裂。通过阻力盘切割磁力线产生阻尼力矩,经啮合齿面一定的接触压力,保证单面啮合。在跑合过程中,轮齿啮合区凸高油膜最薄,脉冲放电时首先被击穿,产生火花放电,从而蚀除凸点部分金属,达到跑合加工的目的。
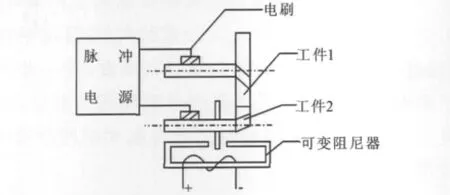
图1 齿轮电火花跑合加工原理
2.2 电规准的选择
电规准是指电火花加工过程中选用的符合规定要求的电参数,主要包括脉冲宽度、脉冲间隔、脉冲能量等电参数。
脉冲宽度又称放电持续时间,简称脉宽。脉冲宽度对蚀除速度的影响很大。一般来讲,当其他参数不变时,增大脉宽,电极损耗减小,生产率提高,加工稳定性变好。但是,不同的材料脉冲宽度都有一个最优的范围,并存在一个最大值。当脉冲宽度超过最大值时,工件的蚀除率反而会下降。这是因为脉宽过大,通过传导而散失的热量过高,使得蚀除率降低;反之,脉宽过小时,热量过于集中,金属的汽化率增大,而汽化热所消耗的能量增加,致使蚀除率降低。因此,在实际加工中,应该针对不同的电极材料、不同的齿轮材料和加工要求,选择脉冲宽度。
脉冲间隔又称脉冲放电停歇时间。脉冲间隔对脉冲频率(单位时间内的放电次数)有直接影响。脉冲间隔减小,放电频率提高,生产率相应提高。但脉冲频率的提高也是有限制的,因为频率过高,脉冲间隔过短,工作液来不及恢复绝缘,时常处于击穿导电状态,形成了连续的电弧放电,破坏了电火花成型加工的“放电→击穿介质→蚀除金属→消电离/介质恢复绝缘→第二次放电”过程,反而会使生产率下降。
脉冲能量又称为脉冲平均功率,等于脉冲峰值电流(电火花放电时脉冲电流的最大值,与功放管的个数有关)与脉冲宽度的乘积。在正常情况下,蚀除速度与脉冲能量成正比,增加单个脉冲能量可以通过提高脉冲电流和电压来实现。但是随着单个脉冲能量的增加,工件表面粗糙度也随之加大。这是因为脉冲能量的提高,脉冲放电强度增大,蚀除的“微小凹坑”就增大,由此形成的表面粗糙度就增大。
正确选择电规准是保证电火花加工质量、提高加工速度的重要环节。根据电火花加工情况的不同,电规准分为粗规准、中规准和精规准三类。
(1)粗规准。主要用于粗加工,对它的要求是蚀除速度要高、电极损耗要小,电蚀表面不要太粗糙,以减少精加工的工作量。因此,粗规准一般采用较大的电流峰值,较长的脉冲宽度。
(2)中规准。是粗、精加工间过渡性加工所采用的电规准,其作用是减小精加工余量,促进加工稳定性和提高加工速度。中规准一般选用的脉冲宽度为6μs~20μs、电流峰值为8A~20A、被加工表面粗糙度Ra=6.3μm~3.2μm的电参数进行加工。
(3)精规准。其作用是进行精加工。在保证加工精度的前提下,尽可能提高生产率。由于多采用小的电流峰值,窄的脉冲宽度,因此被加工表面粗糙度可达Ra=1.6~0.8μm。
3 硬齿面齿轮电火花跑合加工表面特性分析
齿轮电火花跑合加工不仅成本低,生产率高,而且可以通过一系列措施来改善接触精度,降低噪音。由于电火花跑合加工表面存在加工缺陷,如加工表面有一层很薄的松散层,表面应力呈拉应力状态,有可能产生显微裂纹等,则会影响加工表面质量。根据电火花加工理论分析和试验,齿轮电火花跑合加工的表面质量有以下特点。
(1)电火花跑合加工能显著改善耐磨性。电火花跑合加工齿面是由无数密集的凹坑组成的无方向性的表面,这种特殊的表面状态有利于贮存润滑油,减小摩擦。同时,由于轮廓微凸体角度小,过渡圆角大,有较平滑的表面轮廓和较大的支承面,耐磨性能大大提高。
(2)齿轮表面电火花的强化与弱化作用。电火花的强化作用,即提高齿轮表面硬度及强度,有利于提高齿轮使用寿命。但不合理的电规准,也可能在齿轮应有淬火硬度更高的再淬火区中间夹杂出现高值回火区和低膛回火区,影响齿轮承载能力,即电火花的弱化作用。
(3)显微裂纹的产生影响疲劳强度。不合理的工艺规则可能在电火花跑合加工表面存在的残余应力和细微的显微裂纹,容易造成应力集中,影响齿轮疲劳寿命。这是在推广电火花跑合齿轮前需要通过实验解决的一个主要问题。不过,根据大量的实验数据可知,只要电规准选择恰当,工艺流程制定合理,显微裂纹产生可以避免。
(4)能获得较好的表面粗糙度。从大量的实验数据分析,只要加工电规准选择合适,电火花跑合后的表面粗糙度就能满足加工精度要求。
4 实践应用
从广义上讲,对高硬质金属材料加工有三种方式:切削方式、磨削方式和特种加工。采用切削方式,刀具的材料必须比工件材料硬得多,如硬质合金滚刀,CBN剃齿刀等。由于在切削中切削力大,很难达到高精度、低粗糙度的加工要求。磨削加工生产率低、成本高,并且这两种加工方法都存在刀具的精度难以保持等问题。近年来,随着电火花加工方法以及电火花加工与机械加工相结合的复合加工技术的快速发展,己经成为弥补机械常规加工不足的一门重要新工艺。电火花加工是运用电能去除金属,加工时两端电极不直接接触,适合硬、脆、韧等难以加工材料的加工。目前已经广泛使用的电火花加工工艺,如电火花成型、穿孔、线切割等显示了电火花加工技术在加工淬硬钢和合金钢等方面特有的技术优势。
鉴于电火花加工的特点和优势,我国有许多齿轮生产单位已将电火花加工运用到硬齿面齿轮加工生产中,这些单位纷纷开展硬齿面齿轮电火花加工的理论研究和生产实践,将电火花加工应用到齿轮加工生产中,如圆锥齿轮的电火花跑合加工,取得了良好的加工效果和经济效益。跑合后的圆锥齿轮提高了齿轮面的接触精度,加工效率比传统的研齿提高了10倍以上。通过修正齿面啮合区,改善了接触精度,噪音降低了4-5分贝。如某著名大学和某机床厂联合开发了数控螺旋锥齿轮电火花跑合机床,对淬硬内齿轮进行电火花精整加工实验,加工精度可达5级以上。另一所大学在几家钢铁厂利用电火花跑合特大型减速器齿轮,跑合效果良好。电火花跑合后沿齿长、齿宽方向的接触精度可达95%,解决了齿轮热处理变形后接触精度差的问题。
5 结束语
实践证明,若将齿轮跑合和电火花加工相结合,加工生产出的齿轮能够大大改善齿轮表面接触精度,提高生产效率,降低加工噪音。因此,进一步开展齿轮电火花跑合加工的理论分析和实验验证,对将电火花加工应用于齿轮加工具有重大的理论和实践价值。
[1]朱 进.电火花加工内齿轮[J].现代制造工程,2007,(11):81-82.
[2]张 锐.齿轮电火花加工中电极齿形和模具设计模块实现[J].电加工与模具,2006,(2):23-25.
猜你喜欢
内燃机工程(2021年6期)2021-12-10
重型机械(2020年3期)2020-08-24
湖北农机化(2020年4期)2020-07-24
少儿科学周刊·少年版(2020年9期)2020-03-04
少儿科学周刊·少年版(2020年9期)2020-03-04
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年4期)2017-06-22
