
联体缸盖气孔缺陷的防止
2012-09-04 09:26:42尚嘉丽齐亚平
中国铸造装备与技术 2012年6期
王 超,尚嘉丽,齐亚平
(潍柴动力(潍坊)铸锻有限公司,山东潍坊 261061)
发动机是汽车动力的源泉,直接影响着汽车的油耗、排放和动力性能。气缸盖是发动机的关键部件之一,联体缸盖相比单体缸盖来说结构更加复杂,功能性要求更高,生产中所使用的砂芯众多,在浇注过程中会产生大量的气体。如果砂芯产生的气体不能顺利排出,则极易产生气孔缺陷。
气孔是铸件最常见的一种缺陷。它不但减少铸件的有效断面积,而且还产生应力集中,成为零件断裂的裂纹源,明显降低铸件的强度和塑性。尤其是形状不规则的气孔不仅增加缺口敏感性使金属强度下降,而且还降低铸件的疲劳强度。弥散性的气孔使铸件组织疏松,降低铸件的气密性。气孔缺陷占总废品率的25%~80%,气孔的防止成为铸造工作者急需解决的问题。
1 生产现状
我公司生产的某型号缸盖材料的牌号为HT280,采用的是德国HOS静压造型线生产。其水腔形状复杂,最薄处厚度仅有5mm。浇注系统采用底注式,浇注温度在1390℃~1410℃。采用的砂芯数量较多,芯子的排气问题成为影响缸盖质量的重要因素。除了水夹层外均采用冷芯,发气速度慢,发气量大,容易产生气孔。气孔缺陷主要在铸件的顶面上或者顶面的皮下,气孔数量少,但尺寸较大;孔壁光滑,一般呈圆形或者梨形。气孔在缸盖的位置如图1所示。经过统计得知气孔缺陷占总废品数的60%以上(图 2)。
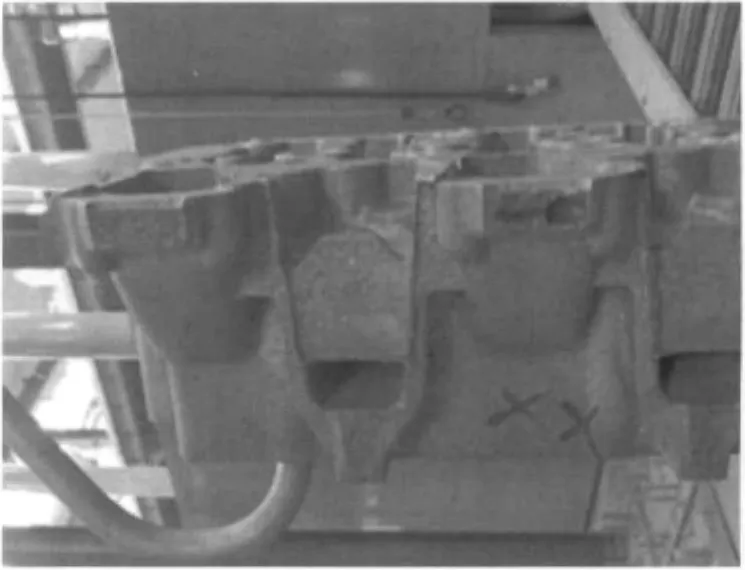
图1 气孔缺陷在缸盖上的位置

图2 缺陷原因的pareto图
2 气孔原因分析
气缸盖上的气孔属于侵入性气孔,经过分析,气孔的产生主要与以下几个方面有关:①因为气缸盖自身带有气道、水道、燃烧室等复杂的内腔结构,使用芯子众多,铸型、砂芯还有涂料中的水分、粘结剂、树脂等分解或者燃烧产生的大量气体因为排气不通畅进入铁液,凝固时不能顺利排出从而形成气孔;②浇注速度太慢,铁液充型不平稳,有气体卷入;③铸型中水分蒸发,其他原辅材料的燃烧或者分解产生大量气体;④砂芯整体浸涂后涂料的二次烘干水分超标;⑤铁液温度低、流动性不足也是导致气体无法排出的重要原因。
3 改进措施
3.1 浇注系统的改进
起初浇注系统模拟充型过程如图3所示,三四缸位置的顶部温度较低,气孔缺陷主要集中在这两处。后考虑在中间增加一组内浇道,如图4红色部分所示,增加一组内浇道后充型更加平稳,气孔大小明显变小,数量大大减少。

图3 气缸盖充型模拟图
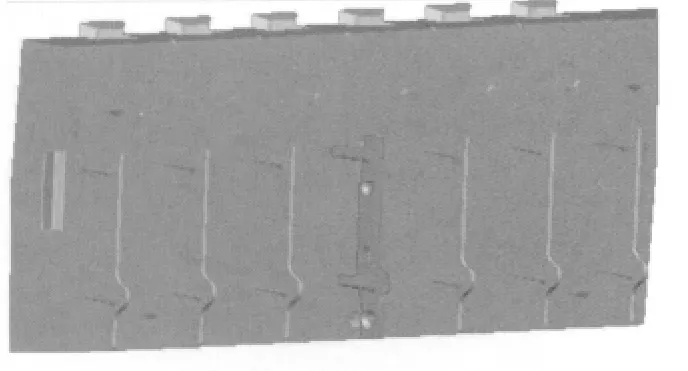
图4 增加一组内浇道
3.2 加强砂芯(型)的排气
(1)进排气道芯钻孔
进排气道芯是实心的,发气量大,气体容易聚集在顶部,采用ø5mm钻头在芯头处钻30mm~40mm深的出气孔后,产生的气体通过中间的孔到达出气冒口,排气效果好,可以有效防止气孔的产生。下图5为钻孔后的进排气道照片。
(2)配合间隙的调整
气缸盖水夹层砂芯、气道芯芯头与芯座配合间隙要适当地进行调整,保证芯头密封良好,防止铁液进入排气通道,保证气体顺利排出。
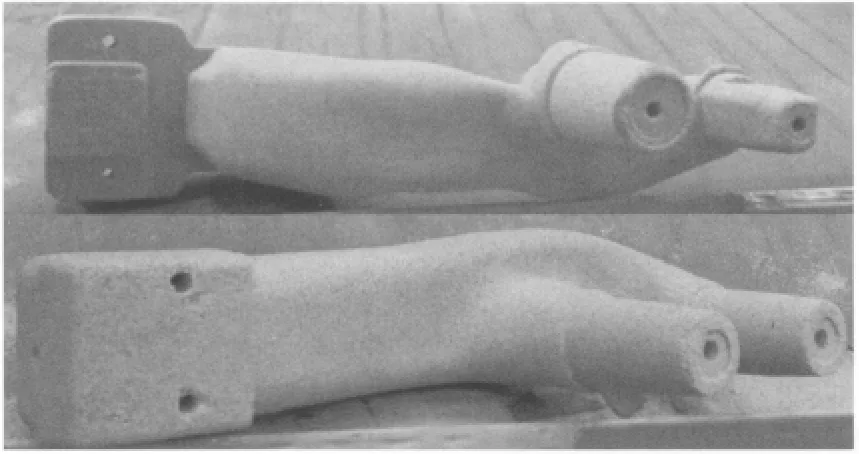
图5 钻孔后的进排气道
(3)增加出气针的数量
原先设计上模板中间有3个出气针,后来增加到7个,如图6所示。
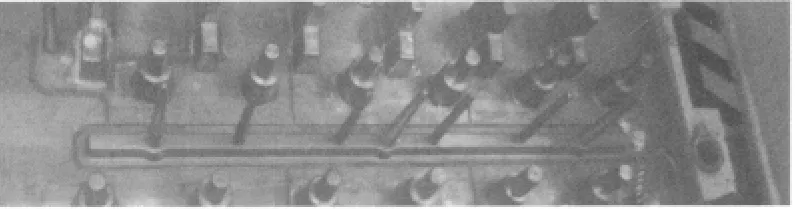
图6 上模板中间增加出气针
(4)增加石棉垫圈
水夹层砂芯位置放置耐火石棉垫圈,既能阻挡铁液封住排气通道,又可以保证气体顺利排出。这样可以有效防止气孔缺陷。
3.3 严格控制二次烘干水分
砂芯整体浸涂涂料后需要进表干炉烘干,起初设置表干炉的温度为170℃,在该温度下粘结砂芯的热熔胶没有超过熔点,挥发较少,虽然能够保证砂芯之间的有效结合,但是二次烘干水分达到了1.0%。后改变单纯采用热熔胶粘结砂芯的方式,采用热熔胶与砂芯粘结剂同时使用,热熔胶起到快速固化的作用,设置表干炉的温度为190℃,加热时间为90min,砂芯通过表干炉时热熔胶已经挥发,粘结剂起到粘结作用。通过改变粘结方式,提高表干炉的温度和时间,有效降低了二次烘干水分,可以达到要求的0.6%以下。
3.4 提高浇注温度和浇注速度
浇注温度低,铁液粘度大,卷入铁液的气体上浮阻力大,就容易产生气孔缺陷。但是浇注温度太高又容易引发粘砂、断芯等缺陷,因此需要找一个平衡点,综合考虑将浇注温度由原先的1390℃~1410℃提高到1400℃~1420℃。合适的浇注速度对防止气孔的产生也有很大影响,浇注速度太慢,金属液冷却快,容易产生浇不足、冷隔及夹渣等缺陷;浇注速度太快,铸型中的气体来不及排出容易产生气孔。同时还容易产生冲砂、跑火等。根据经验公式和现场情况,确定采用先慢后快再慢的浇注方式,浇注时间控制在 20s~24s之间。
现在经过对工艺优化及改进措施的固化,联体缸盖的气孔缺陷得到有效控制,图7为气孔缺陷得到解决后的缸盖铸件。

图7 气孔缺陷得到解决后的缸盖
4 结束语
通过增加砂芯、砂型出气通道;严格控制二次烘干水分和适当提高浇注温度和浇注速度等措施来防止气孔的产生。现在经过对工艺优化及改进措施的固化,联体缸盖的气孔缺陷得到有效控制,废品率已经明显降低,达到了公司质量控制目标。
[1]中国机械工程学会,铸造分会.铸造分册:第四卷造型材料[M].北京:机械工业出版社,2002.
[2]陈宏兴,等.气缸盖铸件气孔缺陷的产生和防止[J].铸造技术,2004(5).
[3]铸造学会编.铸造手册(第五卷 铸造工艺)[M].北京:机械工业出版社,1994.
[4]陈国祯.铸造缺陷和对策手册[M].北京:机械工业出版社,2002.
猜你喜欢
中国铸造装备与技术(2023年6期)2023-12-09 08:01:40
学苑创造·A版(2022年5期)2022-05-19 05:42:43
铸造设备与工艺(2021年4期)2021-10-17 03:32:06
装备制造技术(2020年11期)2021-01-26 00:39:16
TMR Modern Herbal Medicine(2020年2期)2020-05-07 10:27:24
中小企业管理与科技(2018年34期)2018-02-07 16:30:08
上海金属(2016年3期)2016-11-23 05:19:59
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
粘接(2014年10期)2014-04-29 00:44:03
印刷技术·包装装潢(2013年7期)2013-04-29 00:44:03
