平板车厢边框冲孔模的设计
2012-08-29 12:06李敏强
装备制造技术 2012年8期
李敏强
(中国重汽集团柳州运力专用汽车有限公司,广西 柳州 545112)
冲模加工,是应用广泛的一种工艺加工方式,加工品质好,效率高,本文所阐述的这套模子的凸模,运用了单冲组合的设计方法和快速换模方法,是单冲组合模具在实际应用中的延伸。
1 工件的工艺特性
平板车厢的边框是一种U形件,其焊在车厢两侧,用来装配车厢边板总成、前板总成和立柱体。边框上面有Φ8.5mm、Φ13mm两种孔,距离为28mm的Φ8.5mm组孔用来铆接下页板,距离为380mm的Φ8.5mm组孔用来铆接护体总成,Φ13mm的孔用来组装车厢前板。
根据车厢长度的不同,边框的长度不同,孔的数量和孔距都也不同。虽然孔距有变化,但是这种变化是有一定规律的,这种规律是:85 mm、74 mm、380mm、83mm、546mm、413mm这6种孔距是不变的,变化的是铆接下页板的Φ8.5mm组孔的距离(如图1所示)。

图1 工件图
由于孔距不同,以前我们都是用钻模来加工孔,几乎每一种车型就要做一套钻模,由于平板车厢的种类很多,这样模具的数量就很多,用钻模的加工效率低,而且钻出的孔带有毛剌。经过不断总结,我们设计了一套可快速拆换冲头的冲模。
2 模具结构
模具结构如图2所示。

图2 可快速拆换冲头的冲模结构图
(1)上模座。上模座是用来装活动冲头的,上面的孔与活动冲头的配合是间隙配合。
(2)下模座。下模座中间开一浅槽,用作凹模的安装定位,下面垫垫铁,用来清理冲孔落下的料。
(3)凹模。凹模分两段,主要是考虑凹模比较长,在使用过程中,如果局部损坏要更换时,不需整个凹模都换掉,以节约成本。凹模上孔的布置,要有技巧,要在有限的长度上把所有要冲的不同孔径的孔都要布上去,能冲出不同孔距的孔,而且要方便操作,减少定位次数,以提高工作效率。在这套模具上,选择用距离为546mm的两组Φ8.5mm孔加中间距离为380mm的两个Φ8.5mm孔,380mm中间再布置4-Φ13mm孔。
(4)Φ8.5mm活动冲头组件I。活动冲头组件要能快速拆换,这样才能保证冲完一组孔后,再冲下一组孔时,与之不相关的冲头能拆去,避免冲出多余的孔。它由冲头、卸料橡胶、回位弹簧和导向套组成,冲头与导向套的配合、导向套与上模座的配合都是间隙配合,这样的设计就保证了活动冲头组件的可拆换(如图3)。
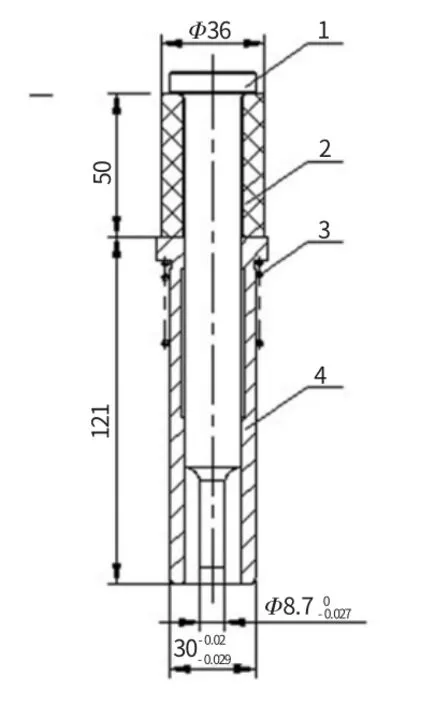
图3 活动冲头组件图
(5)Φ13mm活动冲头组件。该组件除冲头外,其余零件与Φ 8.5mm活动冲头组件I相同。
(6)Φ8.5 mm 活 动 冲 头 组 件II。这 是 两个Φ8.5mm冲头组合在一起,共用一块卸料板和卸料橡胶,用以冲两个孔距为28mm的Φ8.5mm组孔。
(7)导轮。导轮主要是为了方便进料而设计,在导轮轴的下面两边各垫一块橡胶,保证导轮安装时,导轮面高出凹模上平面1~2mm,这样当冲裁时,凸模下行将工件压下与凹模面贴紧,接着冲孔,然后凸模上行,导轮将工件托起,这样工件完全在与导轮的配合下滚动送料。
(8)定位装置。定位装置分左右,用孔和定位销定位,从左边进料,右边出料,冲出的是左边框,从右边进料,左边出料,冲出的是右边框,送料时要将高为(51±0.7)mm的翼面,放在有侧面压紧装置的一边。
(9)侧面压紧装置和契杆。工件是U型件,是扣在凹模上进行冲裁的,为了方便进料,设计时工件与凹模单边间隙预留了2mm,而工件上尺寸(21±1)mm是必须保证的,为了保证这个尺寸要求,在冲孔时,工件的高翻边,必须在冲孔前先与凹模的侧面贴紧。侧面压紧装置和契杆的配合,就保证这个动作的实现。
如图4所示是冲孔前冲头、侧面压紧装置和契杆的相对位置,契杆比冲头高出19mm,当冲床打板将冲头压下至工件上表面时,冲头的行程是25mm,契杆的行程是19+25=44mm,而契杆的行程只需39mm,就可以使侧面压紧装置横向位移7mm将工件压紧。

图4 冲孔前冲头、侧面压紧装置和契杆的相对位置图
3 冲头及凹模的设计计算
(1)尺寸的确定。
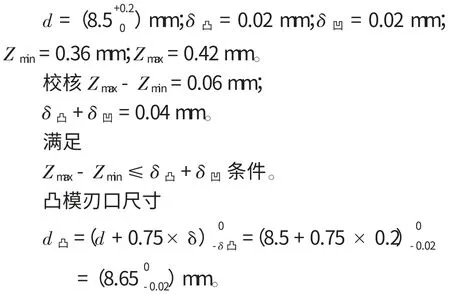
凹模刃口尺寸

式中,
d 为工件尺寸,mm;
δ凸、δ凹为凸、凹模制造公差,mm;
Zmin、Zmax为最小、最大间隙,mm。
(2)冲裁力的计算。

式中,
F0为冲裁力,N;
L 为冲裁件的周长,mm;
t 为材料厚度,mm;
τ 为材料抗剪强度,MPa。
4 操作步骤
以左边框为例。
(1)将定位销插在距离为421.5 mm的定位孔上,工件从左边送进,右端与定位销Φ8.5mm圆柱面接触,实际定位尺寸是

这时只保留右边的两个Φ8.5mm冲头,其余冲头全部取出,这样就冲出距离为413 mm的一组Φ8.5mm孔;
(2)用工件孔与定位装置上距离为596mm的孔作基准,插入定位销定位,冲出距离为596mm的一组Φ8.5mm孔,这个步骤重复一次,冲出第二组孔距为596mm的孔,重复第二次时,将6个Φ8.5mm冲头装上,这样一次冲出一组孔距为596mm和孔距为83mm、380mm、546mm的6个Φ8.5mm孔;
(3)保留右边的两个Φ8.5mm冲头,其余冲头全部取出,以定位装置上距离为670mm的孔为基准重复步骤(2),冲出4组距离为670mm的孔和孔距为83mm、380mm、546mm的6个Φ8.5mm孔;
(4)保留右边的两个Φ8.5mm冲头,其余冲头全部取出,以距离为667mm的孔为基准定位3次,冲出3组距离为667mm的Φ8.5mm孔;
(5)将两个Φ8.5mm冲头取出,把4个Φ13mm冲头装上,以距离为741mm的孔定位,冲出4个Φ13mm孔。
5 结束语
一般的冲孔或落料模,在设计时都是将冲头固定在上模座上,这样的模具只能冲一些尺寸不是很大的工件上的孔,对于象边框这样的长件,是无法冲裁的,这套模具的设计思路,可以为从事模具设计的人员提供一些参考。
[1]冲模设计应用实例/模具实用技术丛书编委会.模具实用技术丛书[M].北京:机械工业出版社,1999.
[2]《冲模设计手册》编写组.冲模设计手册[M].北京:机械工业出版社,1999.
猜你喜欢
建材发展导向(2022年18期)2022-09-22
模具制造(2022年2期)2022-03-25
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
模具工业(2021年3期)2021-03-29
汽车实用技术(2019年13期)2019-07-24
中国设备工程(2019年11期)2019-01-19
智能制造(2018年9期)2018-02-27
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2016年15期)2016-12-01
中国自行车·骑行风尚(2015年6期)2016-01-28