超高层钢结构建筑施工工艺控制要点
2012-08-20 11:58刘刚彬
山西建筑 2012年25期
郭 锐 刘刚彬
(重庆渝北区建设工程质量监督站,重庆 401120)
1 概述
随着中国建筑业30年的不断发展,建筑科技也在日新月异的发展。建筑材料的特有性能是推出新型建筑结构形式的基本出发点,钢结构因其具有显著的性能,广泛应用于国民建设的各个领域。超高层钢结构建筑在国外大概有110多年的历史,由于建筑师对超高层建筑的结构体系的研究日趋完善、计算机技术的应用等因素的不断发展,使超高层建筑获得迅速发展。钢筋混凝土结构在超高层建筑中由于自重大,柱子所占的建筑面积比率越来越大,在超高层建筑中采用钢筋混凝土结构受到质疑;因此,高强度钢材应运而生,在超高层建筑中采用部分钢结构或全钢结构的理论研究与设计建造可以说是同步前进。另外,超高层建筑的发展也体现了一个国家的建筑科技水平、材料工业水平和综合技术水平,也是建设部门财力雄厚的象征。因此,钢结构建筑与其他的建筑结构相比,无论是结构的性能、使用功能及经济效益、社会效益,都具有较大的优越性。钢结构的优越性也已经从先进国家的实际应用中得到肯定,钢结构广泛应用于高层、超高层建筑,大跨度和大空间建筑。
2 钢结构施工工艺
钢结构的整个施工流程如图1所示。
2.1 钢结构制作
2.1.1 钢结构制作工艺流程
钢结构制作主要包括柱、框架梁、大跨度桁架制作。在当地租用制作场地、安装制作设备,钢结构工厂化制作。
2.1.2 H 型钢柱、梁制作
1)组装前零部件应检查合格,反变形平直度及弯曲保证小于1/1 000的公差且不大于5 mm。2)组对采用Z15型H型钢组立机,四条角焊缝采用龙门焊接机。焊接完毕按要求进行检验。3)焊接H型钢的翼缘板拼接焊缝和腹板拼接焊缝的间距不应小于200 mm,与加劲板亦应错开200 mm以上。4)H型钢矫正。H型钢翼缘焊接变形在H型钢矫直机上进行,应分多次滚压,严禁一次压成,H型钢侧弯及腹板不平分别用自制压力架加火焰矫正。5)H型钢全面检查合格后,在划线平台上划钻孔线,组装焊接各种连接板、加劲板及其他零件。
2.1.3 十字柱组装
1)十字柱制作先按上述工艺制作H型钢、T型钢,矫正合格后再组装。2)在专用组装胎架上组装十字形柱,组装检查合格后,在船位焊接胎上按照焊接工艺规程进行焊接,焊接选用CO2气体保护焊。3)在平台上检查并矫正柱身扭曲,控制直线度、横截面对角线差符合要求。4)在划线平台上划标高线,以标高线为基准划线钻孔,组装焊接连接板、牛腿、抗剪栓钉等小件。5)以标高线为基准划磨头线,用端面铣铣平各接柱端面,加工工地焊接坡口,组焊工地安装对口工装。6)所有分段出厂构件在制作时整体放样,分段制作,标记明显。
2.2 钢结构安装实例
2.2.1 安装工程概况
本工程位于某市中心区正东,现场安装场地十分狭窄,建筑前面正门(东南方向)和后面(西北方向)为道路,左右侧均临建筑物。施工区位于市中心繁华区,四周街道车辆、行人密集,基本上无构件堆放场地,安装时,必须一边运输、一边吊装。
主体建筑钢结构地下6层,深-25 m,地上54层,高239.4 m,长63.5 m,宽38.1 m,核心筒长 34.8 m,最宽 19.5 m。外框架为型钢混凝土结构,核心筒为混凝土结构。主体结构加裙楼结构总用钢量约10 000 t。钢柱与钢梁为铰接。全部材质用Q345B。
2.2.2 安装过程
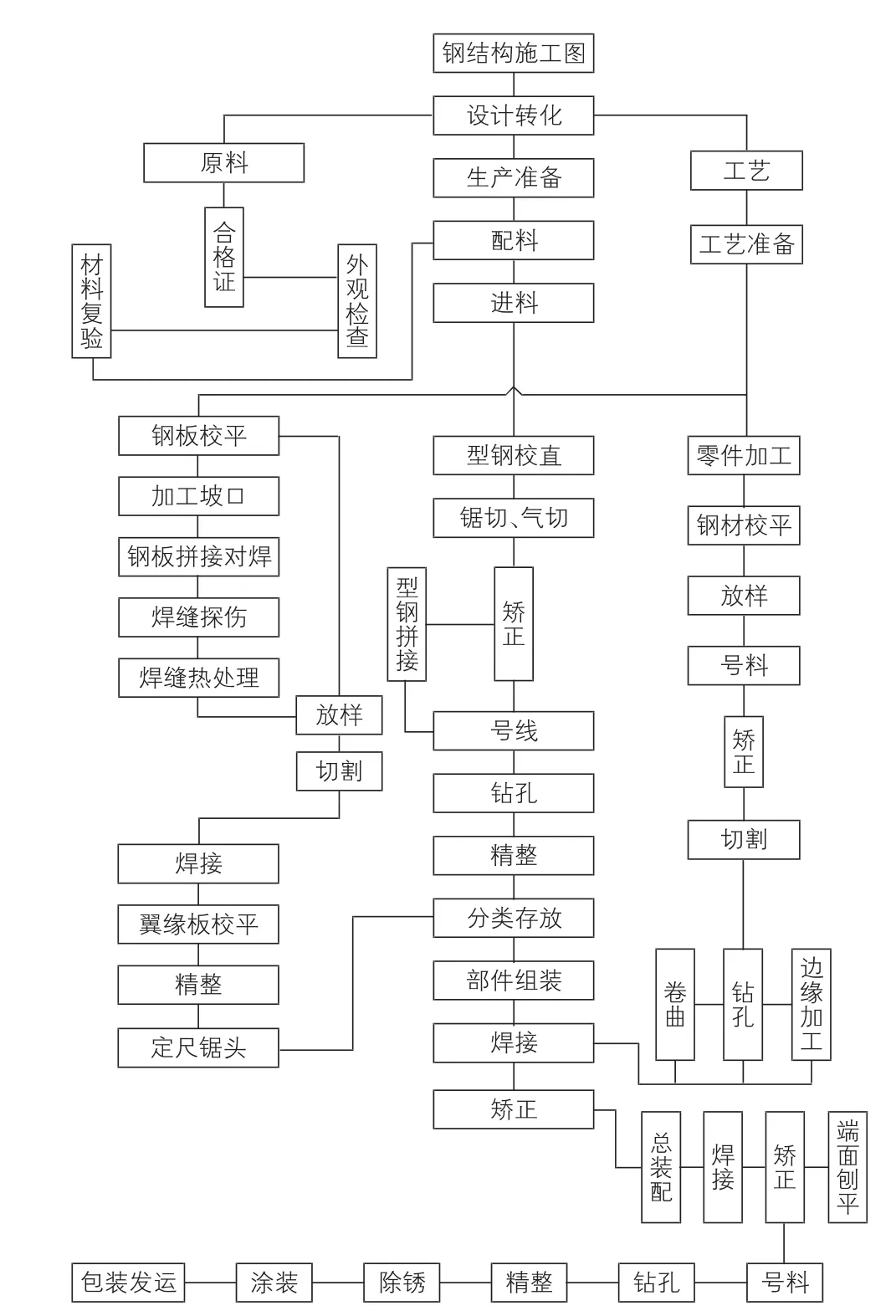
图1 钢结构施工工艺流程
钢柱安装:1)最底段钢柱是整根钢柱安装的基础,必须保证安装准确无误。2)安装钢柱找正用平垫铁,测量垫铁顶面标高,确认标高符合规范要求。如偏差超过规范要求时,应更换垫铁。用水准仪测量所有钢柱1 m标高线在同一水平线上,偏差在-5 mm~8 mm之内。3)钢柱柱身平面坐标中心线与基础平面坐标中心线对准,偏差不大于5 mm。4)垂直度用经纬仪在90°方向上测量,确保柱身长度中心线的铅垂度,单节偏差不大于10 mm,全高不大于35 mm。5)测量各柱中心线间的距离,定位中心线偏差不大于5 mm。6)钢柱空中对接搭设稳固的操作平台,上下节对口时,缘板和翼板无错位,以每层平台标高为准,用水准仪测量各平台标高线在同一平面上,垂直度用经纬仪测量找正。钢柱对接焊接完毕后,将对口工装和引弧板、收弧板用气割割掉,然后磨平,不允许用大锤打掉。7)钢柱对接每道焊缝由两人对称焊,先焊厚板,后焊薄板,每道焊缝必须一次连续焊完。8)空中焊接需搭设防风防雨棚。
钢梁及平台安装:
1)按照所使用的吊车能力和分段钢柱重量,可一次吊装3层~4层平台高的钢柱,钢柱安装检查合格后,随即吊装各层平台钢梁,使钢架形成稳定结构。各层钢平台安装时,高度大都在4 m左右,有的空间高度达7 m,焊接、高强螺栓连接、探伤、油漆等项操作,均应搭设稳固的操作平台或制作稳固的活动操作平台,确保施工安全、方便,有利于提高质量和速度。
2)高强螺栓安装,钢梁之间的连接及钢梁与钢柱之间的连接设计为高强螺栓连接,具体安装过程如下:a.高强度螺栓进场检验、保管。高强度螺栓连接副,由制造厂按批配套供货,并必须有出厂质量保证书。高强度螺栓连接副在运输、保管过程中,必须轻装、轻卸,防止损伤螺纹。按包装箱上注明的批号、规格分类保管高强度螺栓连接副,并存放于室内,堆放不宜过高,防止生锈和沾染脏物。高强度螺栓连接副在安装使用前严禁任意开箱。b.工地安装。工地安装时,按当天高强度螺栓连接副需要量领取。当天安装剩余的必须妥善保管。在安装过程中,不得碰伤螺纹及沾染脏物,以防扭矩系数发生变化。高强螺栓的形式、规格和技术要求必须符合设计要求和有关标准规定,高强螺栓必须经试验确定扭矩系数或复验螺栓预拉力,符合规定后方准使用。c.高强度螺栓紧固程序和施工工艺。安装高强度螺栓时,螺栓应自由穿入孔内,不得强行敲打,并不得气割扩孔。穿入方向要一致,高强度螺栓不得作为临时安装螺栓。高强度螺栓须按一定顺序施拧,由螺栓群中央顺序向外拧紧,并在当天终拧完毕。高强度螺栓的拧紧,分初拧和终拧。d.高强螺栓具体安装工艺概述。本工程所采用的摩擦型高强螺栓,连接面摩擦系数必须符合设计要求。高强螺栓的形式、规格和技术要求必须符合设计要求和有关规定,高强螺栓必须经试验确定扭矩系数或复验螺栓拉力,符合规定时方准使用。e.接触面缝隙超规范时的处理。高强螺栓安装时应清除摩擦面上的铁屑、浮锈等污物,摩擦面上不允许存在钢材卷曲变形及凹陷等现象。安装时应注意连接板是否紧密贴合,对因钢板厚度偏差或制作误差造成的接触面间隙做相应处理。
3 结语
高层建筑的高度和跨度是衡量国家建筑科学技术水平的重要指标,我国也积极参与到国际超高层建筑高度的竞争,并且有不断发展的趋势。目前,钢结构在超高层建筑中的应用比例高达70%~80%,特别是轻型钢结构、大跨度空间钢结构、高层重型钢结构的应用决定着我国未来建筑的发展方向,本文从钢结构施工工艺的角度出发,对提高我国钢结构在超高层建筑中的施工水平具有一定意义。
[1] 代广民.浅析高层建筑钢结构的应用与发展[J].建筑科学,2012(1):31-33.
[2] 冯 俊,赵 云.浅析高层住宅钢结构的施工方法[J].建筑科学,2012(2):49-50.
[3] 李听鑫.高层建筑钢结构的施工[J].科技促进发展,2009(3):29.
[4] 孙生玉.钢结构焊接中的常见问题探讨[J].中国新技术新产品,2009(2):55-56.
猜你喜欢
金属加工(热加工)(2020年12期)2020-02-06
中华建设(2019年7期)2019-08-27
云南教育·中学教师(2019年12期)2019-08-13
山东冶金(2019年2期)2019-05-11
童话世界(2018年8期)2018-05-19
科学与财富(2017年35期)2018-01-29
安徽建筑(2016年4期)2016-11-10
上海金属(2015年3期)2015-11-29
装备环境工程(2015年4期)2015-02-28
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10