
精冲压力机上死点精度控制技术
2012-08-16 07:43孙成建田世领
锻压装备与制造技术 2012年6期
耿 渝,孙成建,田世领
(扬州锻压机床股份有限公司,江苏扬州225128)
1 概述
由于精冲模的凸、凹模间隙非常小(通常为0.01mm~0.03mm),所以在精冲加工时,应精确控制设备的上死点位置(一般应控制在0.02mm以内),使得既要让工件与原材料分离,又不能允许凸模进入凹模,以造成模具刃口损坏,这一点与普通冲裁加工截然不同。上死点位置控制就是指设备的上死点重复精度控制,设备每运行一个循环,滑块即通过一次上死点,冲出一个工件。在模具完成冲裁动作的瞬间,由于惯性力的作用,滑块还将继续运行,直到限位装置发生作用。因此滑块惯性力大小、限位装置的结构形式、刚度大小、接触间隙等因素,都会给滑块上死点位置精度产生影响。
2 技术方案分析
根据精冲过程分析,如果能够减少滑块惯性力,并提高限位装置刚度,就能有效提高滑块上死点精度。滑块惯性力是在精冲过程完成的瞬间,材料突然断裂后,滑块剩余的动能所产生的。而滑块的能量来源是液压系统提供的液压能,液压系统又是靠控制系统控制的,因此只能从液压与控制系统着手分析。滑块运动到上死点时,控制系统要给液压系统发出回程换向信号,各种执行元件(如电磁阀等)动作,驱动滑块回程。假设在控制程序设计时,预先给换向动作设置一个合适的提前量,保证滑块既能完成冲裁动作,使工件与材料顺利分离,又没有太大的能量剩余,就可以大大减少惯性力,减低对限位装置的撞击,从而提高上死点精度。
液压式压力机不像机械式压力机那样,有一个固定的死点位置。普通的液压机,是靠行程开关控制死点位置的,行程开关的固有结构决定了死点位置误差较大,不能满足精冲工艺与模具要求。因此在精冲压力机上必须专门设置刚性限位装置,强行给滑块限位。由于在同一台压力机上安装使用的精冲模具会有不同的封闭高度,因此该限位装置的高度也必须随之调节。这就必须设计一个既能调节高度,调节后又要保持较大刚度的限位装置。
3 限位装置设计
根据以上分析,设计了一套如图1、图2所示的上死点高度调节装置。
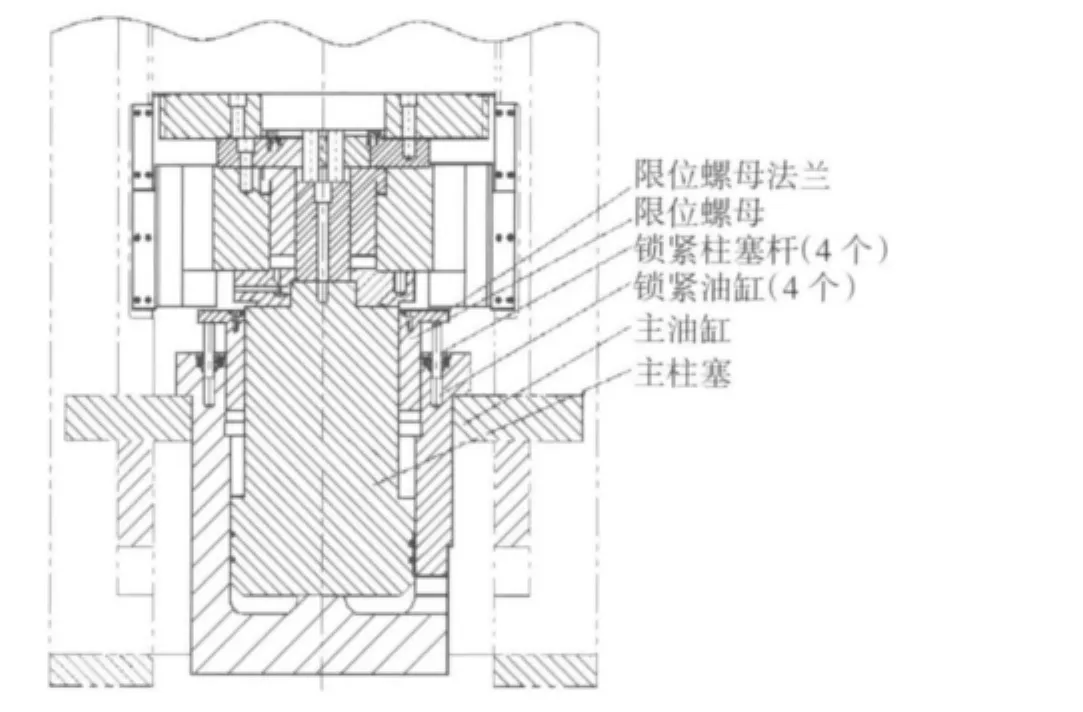
图1 闭合高度调节装置简图
该装置由主油缸、限位螺母、主柱塞、传动装置、驱动装置和锁紧油缸等组成。限位螺母内置于主油缸内,通过梯形螺纹与主油缸内壁连接。当步进电机驱动限位螺母旋转时,限位螺母即沿主油缸内壁上下移动,螺母下端面与主柱塞环形上端面之间的距离,决定了主柱塞的上行位移大小,也即决定了滑块上死点高度。当限位螺母往上运动到某一位置停止时,滑块的上升距离增大,设备(模具)的闭合高度减小;当限位螺母往下运动到某一位置停止时,滑块的上升距离减小,设备(模具)的闭合高度增大。为了提高调节精度,该装置采取了以下措施:
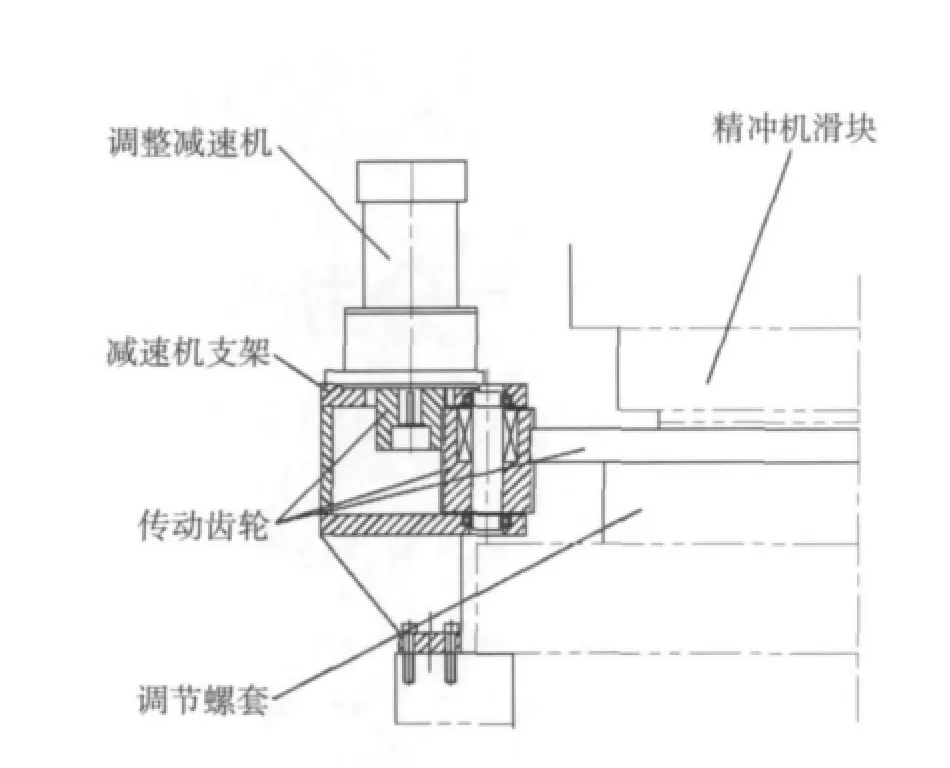
图2 限位螺母传动装置简图
(1)适当增加限位螺母的厚度以增强其自身刚度,减小因主柱塞撞击产生的变形。
(2)提高螺纹副的加工精度,减小螺纹副间隙。
(3)在主油缸沿周增设四个锁紧油缸,在每次调节动作完成后,给油缸通以高压油,使四个锁紧柱塞始终顶紧限位螺母法兰,从而使限位螺母的螺纹副始终压靠在同一侧,进而强制消除螺纹副间隙。锁紧油缸液压系统原理图如图3所示。
4 调试与控制程序设计
设置滑块提前换向量以降低其惯性力的设计思路,也已进行了整机控制程序的编制:在设备人机操作界面上,设计提前换向时间选项,该时间从0.01s~0.50s无级可调,方便用户根据不同材质和厚度调节,效果明显。
5 结束语
根据上述研究成果,设计完成了10000kN精冲压力机封闭高度调节装置,目前已随主机一起投入使用,并取得了很好的效果。图4为10000kN精冲压力机。
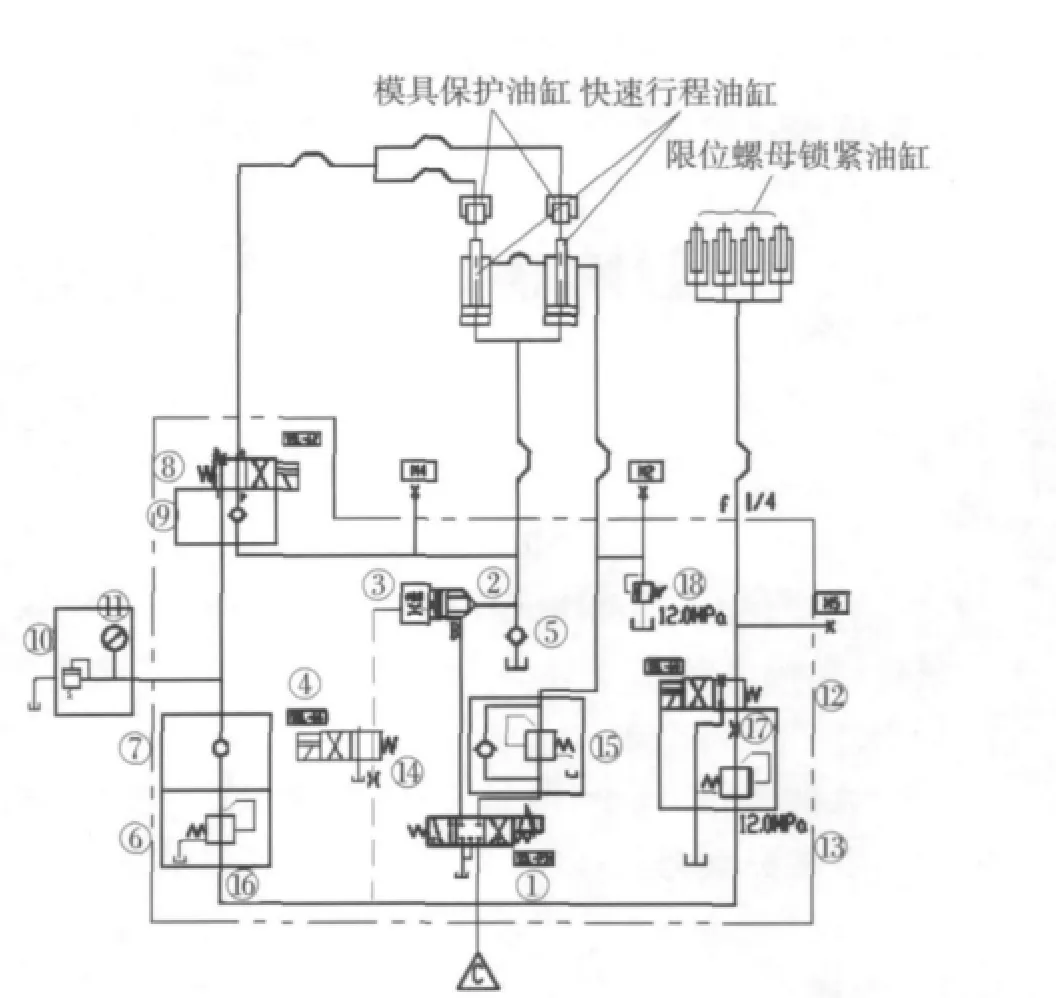
图3 锁紧油缸液压系统原理图

图4 10000kN精冲压力机
[1]王孝培.冲压设计资料.北京:机械工业出版社,2000.
[2]涂光祺.精冲技术[M].北京:机械工业出版社,2000.
[3]彭建声.冷冲压技术问答.北京:机械工业出版社,1981.
[4]周开华,幺廷先.简明精冲手册[M].北京:国防工业出版社,1998.
猜你喜欢
锻压装备与制造技术(2021年2期)2021-07-19
锻压装备与制造技术(2021年2期)2021-07-19
锻压装备与制造技术(2021年2期)2021-07-19
锻造与冲压(2020年16期)2020-08-31
重型机械(2020年3期)2020-08-24
中学物理·高中(2019年8期)2019-09-20
锻压装备与制造技术(2015年2期)2015-06-26
锻造与冲压(2015年8期)2015-06-22
锻造与冲压(2012年12期)2012-10-20
锻造与冲压(2012年8期)2012-09-12
