
电铲提升卷筒的工艺改进
2012-07-30 07:08陆书恒
一重技术 2012年6期
刘 鹏,陆书恒
电铲又称绳铲、钢缆铲,即机械式电动挖掘机,是利用齿轮、链条、钢索滑轮组等传动件传递动力的单斗挖掘机,是现代各种露天矿的主要采掘设备[1]。其生产已有百年历史,目前所生产的最大斗容已超过50 m3。4100 XPB矿用挖掘机是千万吨级露天矿山主要采掘设备之一,具有生产率高、操作成本低等特点,是目前广受采矿业欢迎的先进机型。
1 电铲提升卷筒工艺的改进
提升卷筒在电铲中占有重要位置(见图1),钢丝绳通过固定块固定在提升卷筒之上,通过天轮来控制铲斗的往复运动。提升卷筒在工作中受扭转等较大交变载荷的作用,要求不得发生变形以及开裂等事故,所以提升卷筒需要有较高的强度、硬度,同时也应该有较高的塑韧性,此外提升卷筒表面还应该具有很好的耐磨性以及较高的疲劳极限。
1.1 电铲提升卷筒传统工艺
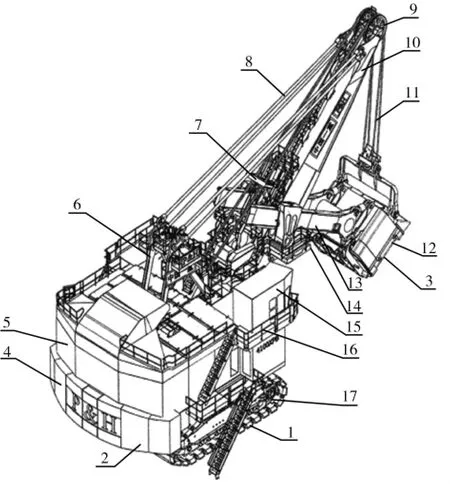
图1 电铲提升卷筒位置
传统工艺所采用的火焰表面淬火加热装置是使用多头喷嘴来适应提升卷筒沟槽形状,使表面淬火温度合理分布,并确定火焰形状的最佳形式,在使用氧-霞普气气体时,氧气与霞普气火焰的比例为1.15~1.25,这样可以得到最佳的淬火组织和性能。喷水孔与喷火孔间距大致在10~15 mm范围内,喷嘴与零件表面之间的最佳距离保持在6~8 mm之间,以避免温度不足或者过热;喷嘴与零件之间的相互移动速度为120~140 mm/min,以保证表面淬火后的淬硬层深度达到图纸设计要求。
1.2 电铲提升卷筒改进工艺
根据提升卷筒形状特点,淬硬层深度、淬火面积以及设备最大输出功率等因素最终选择的加热形式为中频感应加热表面淬火。
改进工艺内容:检查卷筒的表面粗糙度≤Ra0.8,沟槽不能有毛刺,卷筒内不能留有铁屑;利用托辊等相关辅助工具,调整提升卷筒的水平,在保证其旋转精度的前提下,紧固提升卷筒;调整托辊转速,使卷筒沟槽表面线速度为120~140 mm/min。调整感应器的移动速度,使感应器与卷筒沟槽相匹配。因卷筒沟槽在卷筒表面是螺旋形式的,所以当卷筒转动时沟槽沿一条母线横向移动,所以感应器[2][3]也要随着移动。工件预热,利用霞普气及压缩空气为提升卷筒预热,旋转托辊使提升卷筒加热均匀。利用便携式接触测温仪检测卷筒表面温度,将卷筒表面预热到一定温度后开始表淬。控制加热温度并在表淬过程中一直保持加热。开始中频感应淬火(见图2)。淬火后提升卷筒利用预热热量自行回火,不再进行整体回火处理。

图2 表面淬火过程
2 结果及分析
通过试验及对试验件的分析以确定最佳工艺参数(见表1)。
(1)将绳槽底部中心小区域打磨光滑(见图3),用便携式硬度计确认每个绳槽的硬度并记录。

表1 提升卷筒实验数据

图3 提升卷筒硬度记录
(2)确认卷筒中心线两侧的绳槽 (A和B区域)宽度范围全部打磨光滑(见图4)。
(3)测量并记录提升卷筒不同位置的硬度值(见表 2)。
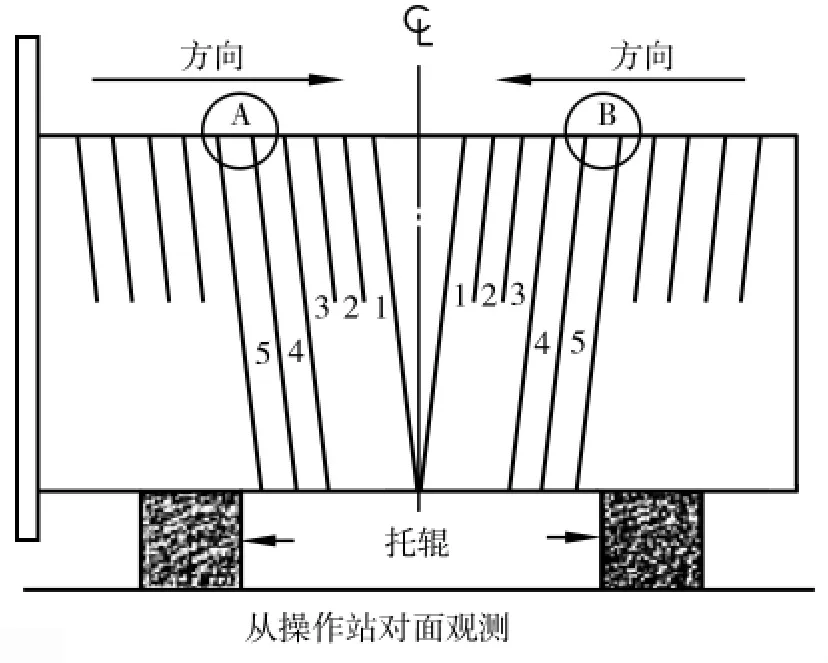
图4 提升卷筒沟槽内不同点位置
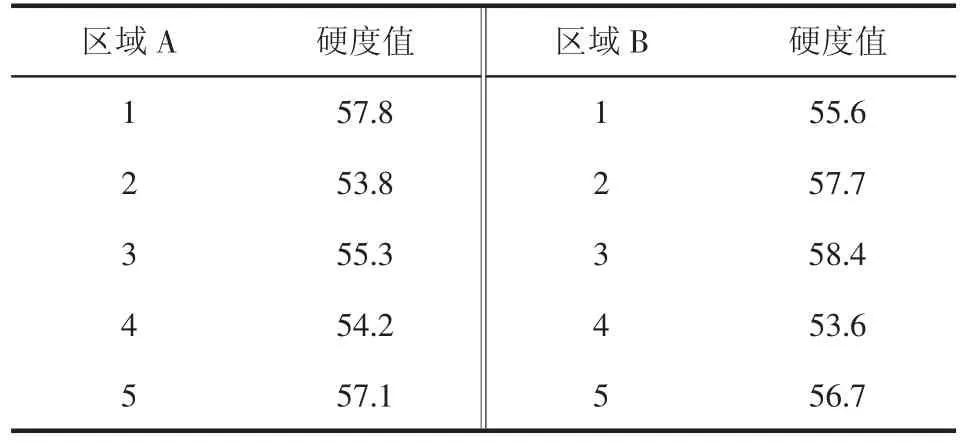
表2 提升卷筒沟槽硬度值 (HRc)
(4)对比卷筒同一沟槽不同位置的理论硬度值以及实际硬度值(见图5)。
从感应加热表面淬火结果可以看出,沟槽内硬度均大于图纸要求值,而且硬度分布均匀,同一沟槽内最大硬度值偏差4.76%。验证了感应加热表面淬火工艺改进的正确性与可行性。

图5 沟槽不同位置对比图
(5)比较卷筒沟槽在不同位置的火焰加热硬度值、感应加热硬度值以及理论要求硬度值(见图6)。
可以看出,火焰加热淬火以及感应加热淬火均能满足实际使用要求,但是在硬度分布上,火焰加热表面淬火后表面硬度值波动较大,硬度值不均匀。而感应加热表面淬火后表面硬度值波动较小,硬度值曲线圆滑,感应加热表面淬火效果明显好于火焰加热表面淬火。在工件表面硬度分布上达到P&H公司对于提升卷筒表面淬火的各项要求,工艺改进正确合理,达到了预期的目的。

图6 不同沟槽对比图
3 结语
通过将以往的火焰加热表面淬火方法改为中频加热表面淬火,工件表面淬火的质量得到了很大的提高,稳定性得到了很好的保证;实施热处理的工作环境也有了很大的改善,而且减少了热量的逸散,降低了能源的消耗,该项工艺改进达到了预期的效果。
[1]齐凯等.大型矿用挖掘机_电铲概述.《一重技术》.2008,1:5~6.
[2]董清印.高、中频淬火感应器设计.《金属加工》.2008,7:30~34.
[3]端木培兰等.中频感应淬火感应器的改制.《轴承》.2000,5:30~31.
猜你喜欢
西北工业大学学报(2022年2期)2022-05-11
数字海洋与水下攻防(2022年2期)2022-04-26
金属热处理(2022年4期)2022-04-19
建材发展导向(2022年1期)2022-03-08
航空发动机(2021年2期)2021-05-18
科技与创新(2020年4期)2020-03-12
科学与财富(2019年8期)2019-10-21
船舶与海洋工程(2018年5期)2018-11-14
中国科技纵横(2018年18期)2018-10-27
科学家(2017年20期)2017-11-10
