
M8820砂轮轴接头强度的校核分析
2012-07-20 06:42:30皇天鸣
轴承 2012年3期
皇天鸣
(洛阳LYC轴承有限公司 球轴承厂,河南 洛阳 471039)
1 问题的提出
采用M8820摆头磨床粗磨22316C外滚道时,常出现砂轮轴接头(图1)断裂现象,断裂大部分发生在砂轮轴的砂轮退刀槽处。此处为应力集中点,若再加上轴的强度不足,很容易产生断裂。由此,有必要对砂轮轴接头进行强度校核,并在分析的基础上加以改进。

图1 改进前砂轮轴接头结构示意图
2 磨削力计算
砂轮在磨削工件时,磨粒与工件之间产生磨削力,为了实际的需要(加工精度)和便于分析,通常将磨削力F分解为3个相互垂直的分力,其中径向力Fy是作用于工件半径方向的分力,是砂轮对工件的压力,是磨削力的主要分力。因此,在进行磨削力的计算时,一般应核算Fy的大小[1]。
Fy=9.81CfyZ′0.7B0Ky,
(1)
式中:Fy为径向磨削力,N;Cfy为切削力影响系数;Z′为单位宽度磨削量,mm2/min;B0为砂轮宽度,mm;Ky为砂轮硬度系数。Cfy,Ky值见表1。

表1 Cfy,Ky数值表
磨削时每个磨粒的切削深度和切削宽度相差不大,试验证明,切削深度ap、纵向进给量fz和工件转速nw对磨削力的影响基本相同,所以在计算磨削力时,可用砂轮每毫米宽度每分钟切下的金属量Z′作为计算单位,即
(2)
式中:Dw为工件外圆或内圆的直径,mm;纵向进给量fz为
fz=(0.2~0.8)B0。
(3)
以实际加工22316C/01为例进行磨削力的计算,其中,Cfy=0.17,B0=56 mm,Ky=1.10,Dw=170 mm,nw=200 r/min,ap=0.50 mm,fz=0.6×56=33.6 mm/r。计算得Z′=32 044.245 07 mm2/min,Fy=146.5 kN。
3 砂轮轴接头强度校核
由M8820加工原理和图1可知,在切削力的作用下,加工外滚道时砂轮轴接头可以简化为一个悬臂梁,如图2所示。

图2 砂轮轴接头简化结构
砂轮轴接头轴颈受弯曲应力的作用,砂轮轴为实心轴时,抗弯截面模量W=πd3/32≈0.1d3。因此,砂轮轴直径的计算公式为[2]
(4)
式中:M为作用于轴上的最大弯矩,M=Fy×28=4.102×106N·mm;[δ]为轴使用材料的许用弯曲应力,MPa。
实际所用砂轮轴接头材料为20#钢,渗碳后调质处理,经查许用弯曲应力[δ]=650 MPa,由(4)式得,d≥18.48 mm。而实际用砂轮轴退刀槽处直径d=18 mm,显然砂轮轴接头退刀槽处断裂是由于此处弯曲强度不足造成的。
4 改进措施
改进前砂轮轴接头上安装的砂轮采用螺母固定,剩余的砂轮外径均在55 mm左右。改进后的砂轮轴接头结构如图3所示,加大了外径尺寸,并将原来的螺母固定砂轮改为内螺钉(M16)固定,不仅增加了砂轮轴的强度,提高了安全性能,而且提高了砂轮的有效利用率。砂轮轴外径根据砂轮的孔径进行确定。对于空心轴,其外径d2为
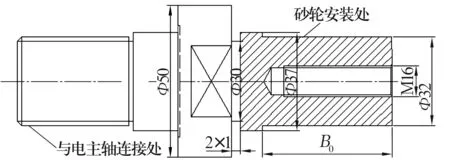
图3 改进后的砂轮轴接头结构

(5)
式中:d2为外径;α=d1/d2;d1为内径。
进行弯曲强度校核,得出d2≥28.86 mm,小于实际外径(32 mm),完全能够满足强度的要求,消除了安全隐患,提高了生产效率,试运行良好。
猜你喜欢
化工设备与管道(2022年1期)2022-06-08 09:47:52
中国机械工程(2022年2期)2022-01-27 07:53:28
硅酸盐通报(2021年3期)2021-04-18 11:01:42
表面工程与再制造(2019年3期)2019-09-18 01:35:10
新教育论坛(2019年27期)2019-09-10 21:48:33
奥秘(2019年1期)2019-03-28 17:18:47
机电工程(2018年11期)2018-11-27 07:26:02
制造技术与机床(2018年9期)2018-09-19 06:47:58
制造技术与机床(2017年4期)2017-06-22 11:18:24
新高考·高一物理(2015年10期)2015-11-26 18:44:00
