圆盘耙轴承密封盖装配常见问题
2012-07-20 06:47:18左传伟
轴承 2012年5期
左传伟
(浙江五洲新春集团有限公司,浙江 新昌 312500)
1 圆盘耙轴承用密封盖
圆盘耙轴承安装于农业机械的圆盘耙上,使用环境比较恶劣,需要轴承具有良好的密封性能[1]。泥浆试验需达到75 h以上而轴承油脂轻度污染[2]。为达到这一要求,在进行轴承的密封设计时,采用了多唇密封方式,多唇密封的密封性能好,能满足使用要求,但同时也大大提高了轴承的旋转扭矩。较大的旋转扭矩,需要轴承密封件具有较高的强度,因此,设计时通常采用0.8 mm的优质板材内挂带有三唇结构的密封件[3],结构如图1所示。这种密封结构能达到良好的密封效果,但其装配时又会出现一系列的问题。

图1 密封盖结构示意图
2 密封盖装配常见问题及采取措施
2.1 密封盖塌陷
2.1.1 产生原因
密封盖(冲压)装配如图2所示,其产生塌陷的主要原因为:
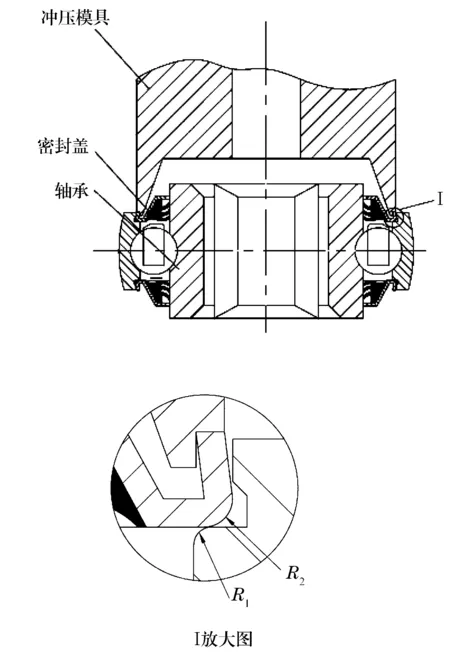
图2 密封盖(冲压)装配示意图
(1)冲压时所加压力太大;
(2)防尘槽处的倒角R1偏大,使轴承密封盖处的台阶变窄;
(3)密封盖 7°角直边处拐角R2偏大,使密封盖与外圈防尘槽接触面积减小。
2.1.2 解决方法
(1)在保证密封盖能冲压紧的情况下适当减小压力。
(2)增大直边角度(由7°改成12°)。
根据冲压过程的受力分析(图3),在冲压力保持不变的情况下,增大α角可以增大径向分力,使密封盖在较大径向分力的作用下尽可能与防尘槽配合紧密。但是,Fa不变的情况下,α角增大会使Fr变大,此时要求必须对装配模做相应的调整,以防止出现密封盖打转的情况。
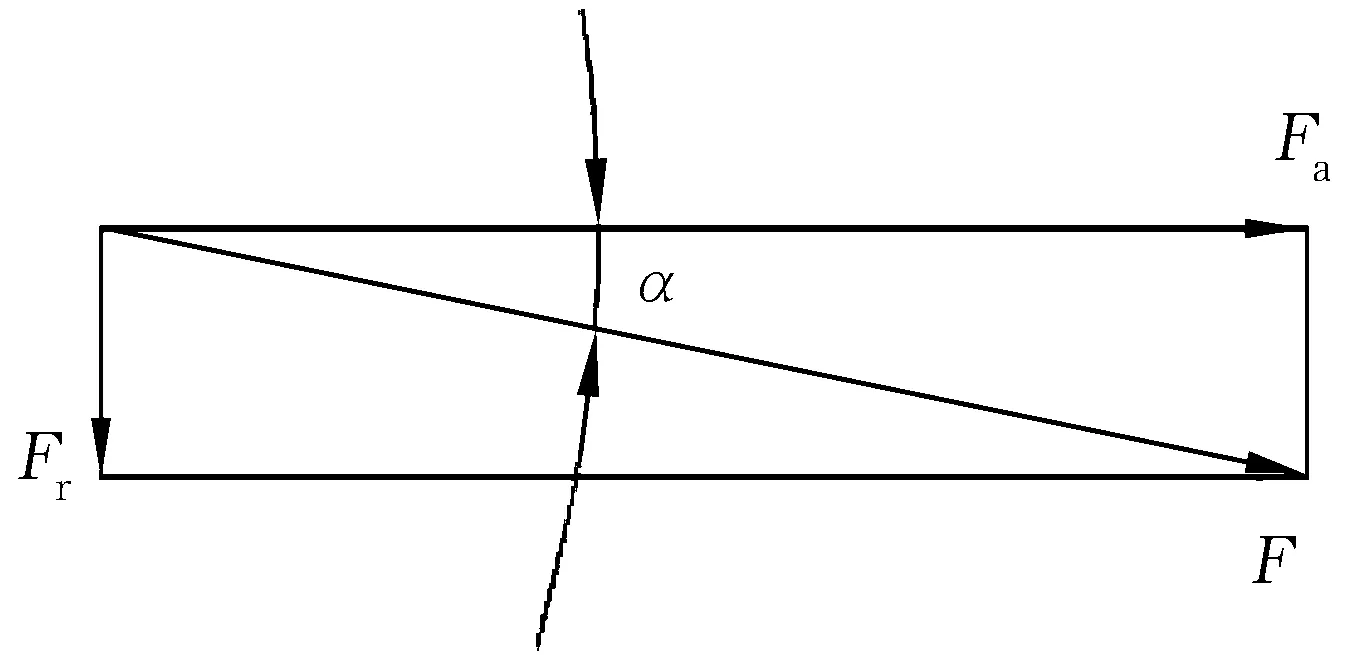
图3 冲压受力分析示意图
2.2 密封盖打转或高压注脂不合格
2.2.1 产生原因
(1)密封盖的厚度不够;
(2)密封盖的直边高度不够;
(3)装配压力不够;
(4)装配模与密封盖间的间隙过大;
(5)装配模限位深度偏大。
2.2.2 解决方法
密封盖设计时除了要考虑其装配是否能压紧外,还要考虑密封盖厚度增大对外圈外径圆度的影响。因此,除了圆盘耙轴承再润滑结构的轴承密封盖厚度为0.8 mm外,其余轴承密封盖厚度基本仍维持在0.5~0.6 mm。另外,密封盖直边高度主要根据防尘槽的深度设计,为使密封盖尽可能通用,直边高度对于个别型号的槽高来说显得偏矮,但只要槽形一样,完全可以通过模具的调整来改善冲压质量[4]。
具体解决措施为:
(1)增大冲压时的压力。
(2)密封盖的口径尺寸D2与模具限位尺寸D3(图4)间的配合间隙尽可能小,但间隙太小容易造成模具切密封盖直边而影响外观,因此,建议D2-D3=0.03~0.05 mm。
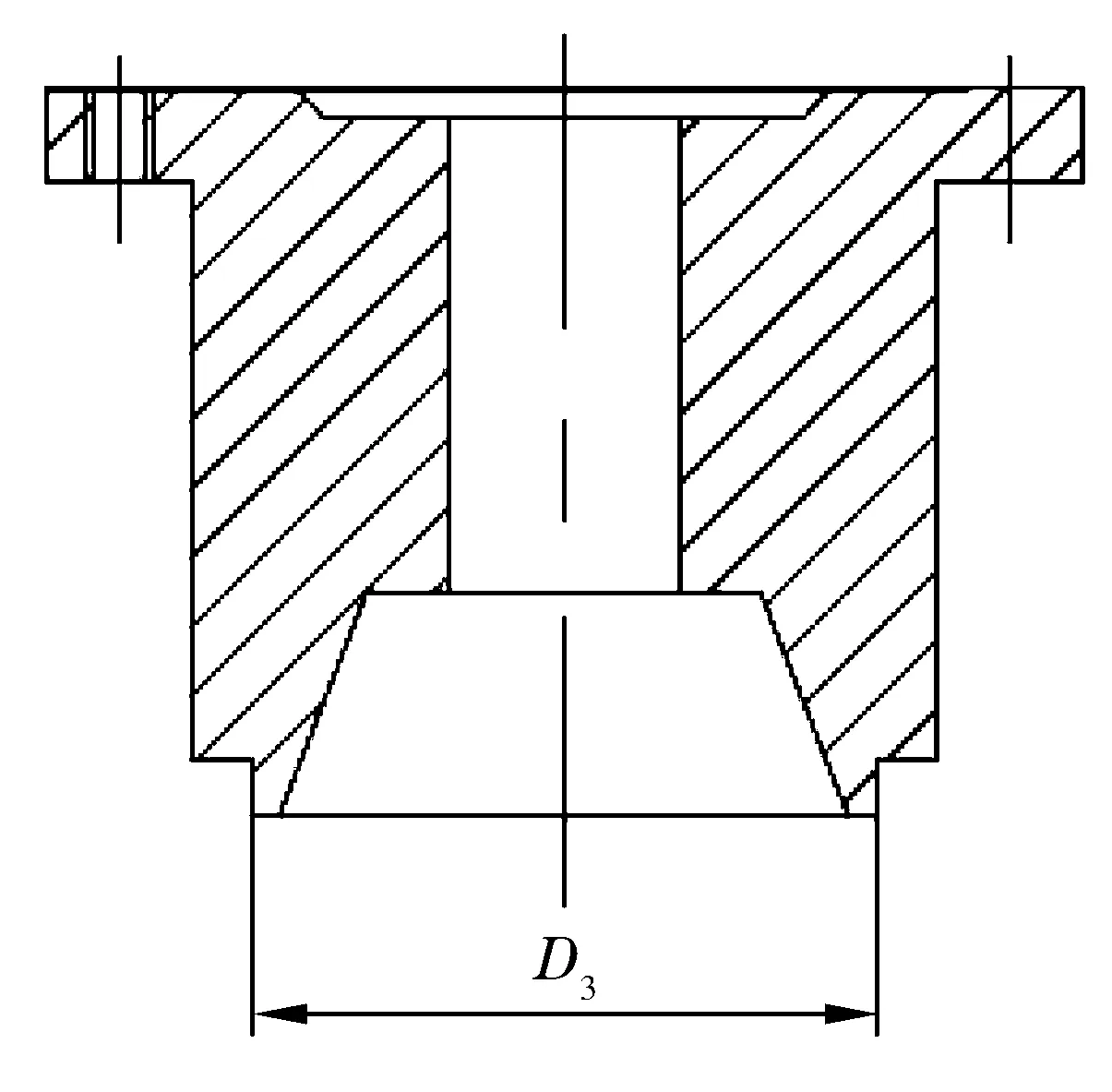
图4 冲压模示意图
(3)降低模具限位深度H(图5)。如果模具的限位深度太大,密封盖将压不紧。因为在密封盖变形过程中,模具的H尺寸已经与密封盖发生干涉,直边高度处的材料不再发生变形,从而出现压不紧的情况。模具的尺寸需满足H=h-s-(1.5~2),其中H为模具深度,h为密封盖直边高度,s为密封盖板厚。

图5 密封盖与槽配合示意图
(4)如果上述方法仍不能解决问题,可以采取将装配模的限位处修磨出一定的角度(建议为10°),如图6所示。有一定角度的装配模增加了径向分力,有助于密封盖装配到位,但该模具的缺点是磨损较快,在生产过程中要时刻注意观察。
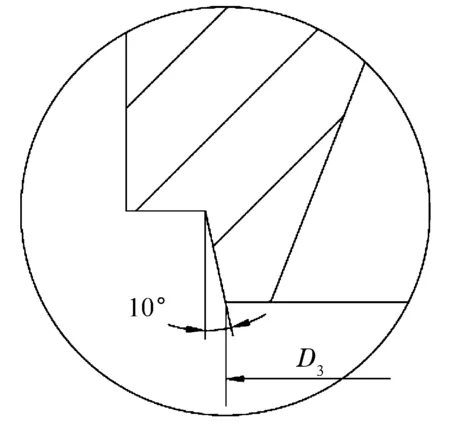
图6 带角度的装配模局部放大图
3 结束语
针对密封盖装配出现的问题,采取上述措施后密封盖一次装配合格率达到98%以上,圆盘耙轴承密封性能良好,完全能够达到泥浆试验75 h而内部油脂基本无污染的要求。
猜你喜欢
轨道交通装备与技术(2023年5期)2023-12-03 14:56:12
橡塑技术与装备(2021年6期)2021-03-19 08:11:08
新教育论坛(2019年27期)2019-09-10 21:48:33
奥秘(2019年1期)2019-03-28 17:18:47
制造技术与机床(2018年9期)2018-09-19 06:47:58
橡塑技术与装备(2018年17期)2018-09-01 06:59:26
快乐语文(2018年14期)2018-06-06 06:31:16
新高考·高一物理(2015年10期)2015-11-26 18:44:00
江西煤炭科技(2015年2期)2015-11-07 03:10:07
中国塑料(2015年11期)2015-10-14 01:14:24