
TC25钛合金四级压气机盘失效分析
2012-07-17 08:37张宗林
失效分析与预防 2012年1期
徐 锐,李 鸿,张宗林,马 昆,李 巍,吴 萍
(1.中国人民解放军驻黎阳机械公司军事代表室,贵州平坝561102;2.中航工业贵州黎阳航空动力有限公司,贵州平坝561102)
0 引言
钛合金是当代先进飞机和航空发动机的重要结构材料之一,要有效提高航空发动机和火箭的推重比,必须使用高比强度耐热钛合金[1]。目前先进发动机压气机盘、叶片和风扇叶片以及机匣等,均采用钛合金制造,这类钛合金用量大且均为关键性结构件,其失效具有典型性,往往会造成灾难性事故[2]。使用温度超过400℃以上的钛合金为高温钛合金[3]。选用先进的高温钛合金并保证其在发动机上长时间使用的安全可靠性是研制新型高性能航空燃气涡轮发动机的重要前提。TC25(俄牌号ВТ25)钛合金是20世纪70年代初前苏联研制的一种变形马氏体型α+β两相热强钛合金,属Ti-Al-Zr-Sn-Mo-W-Si系,其名义成分为:Ti-6.8Al-1.7Zr-2Sn-2Mo-0.7W-0.2 和少量Si元素。TC25钛合金是在Ti-Al基体上添加适量β稳定元素制成的钛合金,兼有 TC11(俄牌号BT9)合金的高热强性和TC8(俄牌号BT8)合金的热稳定性。TC25钛合金中含有Mo、W等高熔点的元素,热强性、耐热性很好,采用双重退火制度时具有较高的综合性能,使用寿命可达3000 h,是继TC11钛合金之后用量最大的高温钛合金之一,适合用来制造500~550℃工作温度下长时间使用的航空发动机零件[3-7]。
某型涡扇发动机TC25钛合金制四级压气机盘在进行压气机转子低循环性能考核试验时出现转子振动过大,试验被迫停止。分解检查试验用发动机高压压气机转子,发现四级压气机盘辐板周向严重开裂,有约50%长度的裂纹穿透压气机盘辐板。设计和制造质量复查表明,用压气机盘的技术状态参数符合要求。笔者主要围绕材料性能、组织、化学成份和盘件断口进行失效分析。
1 试验过程与结果
1.1 断口宏观观察
试验过程中高压一级压气机转子在下、九级转子在上,试验用的整个压气机转子除了位于转子中部的四级压气机盘出现破裂外,其他各级压气机盘均未发现破裂现象。断裂的四级压气机盘轮缘的一面与五级盘焊接结合,另一面通过上下隔环与三级压气机盘连接。四级压气机盘开裂位置在下隔环与辐板连接的R槽附(图1)。对破裂的四级压气机盘进行X光检测,未发现高密度夹杂等缺陷。对高压压气机组件上的五、六级盘也进行X光检测,未发现异常。对四级压气机盘进行着色检查,发现轮盘表面沿圆周方向存在大量犬牙形裂纹,在靠三级盘一侧周向穿透裂纹长度超过裂纹所在圆周周长的一半,另一半圆周上也断续地分布着多条未穿透裂纹;与穿透裂纹不在同一圆周上(位于穿透裂纹内侧的圆周上)呈径向分布着部分微裂纹(图2)。对五、六级压气机盘进行着色检查,未发现异常。

图1 压气机盘开裂位置Fig.1 Crack position
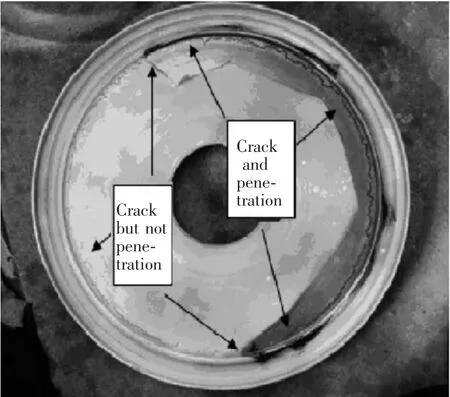
图2 压气机盘着色痕迹显示Fig.2 Coloring trace display of 4th compressor disk
在相同圆周上的完全断裂位置和未完全断裂位置分别取一段试样进行断口观察,完全断裂位置的断口宏观形貌如图3所示,从断口颜色及裂纹扩展情形分析,整个四级压气机盘周向裂纹都是从靠三级压气机盘一侧的盘面上开裂,并向五级盘方向扩展。宏观判断断口大致分为2部分,一部分颜色呈褐色,断面靠三级盘方向且基本垂直于盘面,形状为弓形;另一部分颜色呈灰色,断面靠五级盘方向且与盘面约呈45°夹角。人为对未完全断裂试样打开断口观察,断口分为褐色区和灰色区(图4)。从断口的颜色可以判定裂纹也是从靠三级盘方向的盘面上开裂,并向五级盘方向扩展。

图3 断口外观Fig.3 Appearance of fracture surface
1.2 断口微观观察
在扫描电镜下观察完全断裂断口,断口可分为2部分,一部分为疲劳区,对应宏观断口上的褐色区域;另一部分为瞬断区,微观形貌为韧窝特征,对应原始断口的灰色区域。发动机四级压气机盘沿圆周方向的断口呈多源疲劳特征,疲劳区面积约占整个断面的30%。疲劳源从三级盘方向萌生,向五级盘方向扩展,疲劳断口垂直于四级压气机盘表面。原始断口上的灰色区域为瞬断区,断面相对平滑,但与盘表面有约45°的夹角。断口特征见图5~图9。在扫描电镜下观察人为打开断口,其形貌特征与完全断裂断口基本一致。对断口源区、扩展区和瞬断区进行能谱分析结果表明,源区及扩展区ω(O)≈14%,有氧化现象;瞬断区ω(O)≈1%,基本无氧化。

图4 断口外观(裂纹打开)Fig.4 Appearance of fracture surface artificially opened along crack
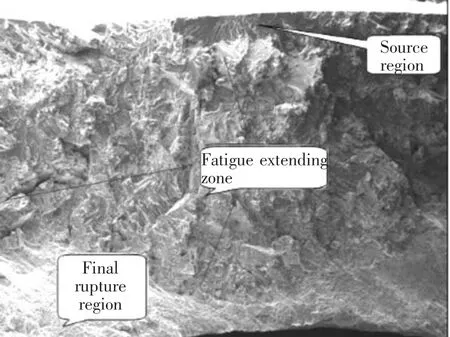
图5 断口低倍宏观形貌Fig.5 Low-power feature on fracture surface

图6 断口源区微观特征Fig.6 Microscopic feature of the source region
1.3 化学成分分析
在断口附近取1块试样进行化学成分分析,满足技术条件要求,结果见表1。
1.4 力学性能测试
在失效的四级压气机盘上取样,参照表2技术要求分别进行室温、360℃和500℃下的断裂强度、延伸率和断面收缩率测试,结果见表3。
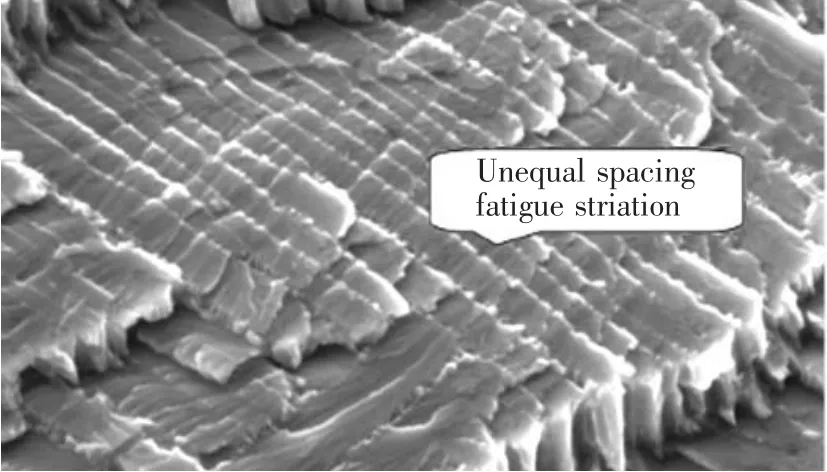
图7 断口扩展区疲劳条带特征Fig.7 Microscopic fatigue feature of the propagation zone

图8 断口瞬断区韧窝特征Fig.8 Dimples at the final rupture zone

图9 人为打开断口微观特征Fig.9 Microscopic feature of the artificially opened zone

表1 化学分析结果(质量分数 /%)Table 1 Results of chemical constituents analysis(mass fraction/%)
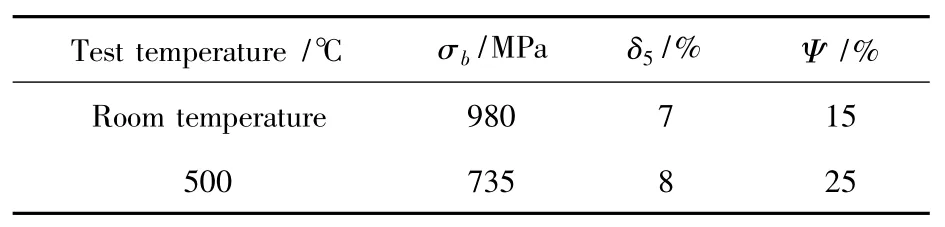
表2 技术条件Table 2 Technical requirements

表3 力学性能检测结果Table 3 Test results of mechanical properties
1.5 金相检验
TC25钛合金的典型组织类型与一般的α+β两相钛合金类似,主要为魏氏组织、等轴组织、双态组织和网篮组织4种[5]。对出现失效的发动机四级压气机盘进行解剖,按照技术文件对其破裂起始面进行了腐蚀检查,为网篮组织,组织合格;另对其轮缘、辐板、轮毂等多处位置进行了组织检查,组织均合格,见图10。从表面及纵深2个面上的裂纹走向情况来看,裂纹扩展与材料的组织无直接关系,见图11和图12。
2 分析与讨论
2.1 失效性质
对失效的发动机四级压气机盘进行X光检测,没有发现异常,排除了压气机盘零件内部存在高密度夹杂等缺陷的可能性,断口上亦未发现冶金缺陷;化学成分分析结果表明该零件化学成分正常,符合技术条件要求;金相检查结果表明该零件组织正常;力学性能试验发现,失效件在室温及500℃的断裂强度均略低于技术条件要求,延伸率及断面收缩率均合格,造成断裂强度略低的原因可能和零件的最终热处理状态与该材料的标准热处理制度不同有关:该型发动机四级压气机盘最终热处理为900℃真空退火,原材料TC25的标准热处理状态为双重退火[4](温度分别为950~970℃和530~570℃)。

图10 辐板位置高倍组织形貌Fig.10 Microstructure morphology of the web plate
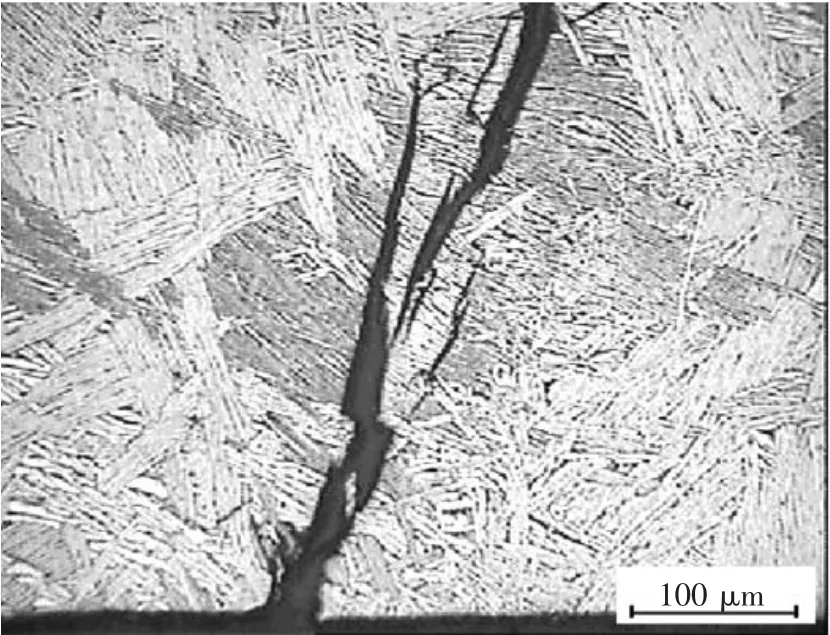
图11 裂纹纵深走向Fig.11 The crack trend in depth and microstructure
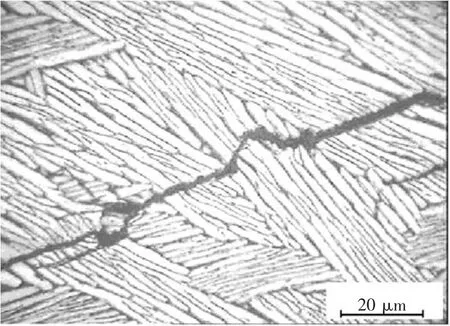
图12 裂纹表面走向Fig.12 The crack trend on surface and microstructure
发动机四级压气机盘开裂部位和断面上的微裂纹基本处于下隔环与辐板连接的R槽附近的同一圆周上。断口颜色、裂纹走向及断面特征显示,裂纹从靠三级盘方向的盘面上开裂,向着五级盘方向扩展。盘面上龟裂现象及断口上高低起伏不平、不连续的疲劳区表明断口呈多源疲劳特征。发动机压气机盘是发生低周疲劳损坏的主要航空钛合金零部件[2],且发动机四级压气机盘失效断口具有典型的低周疲劳断口特征[7],即具有多个疲劳源点,源区间的放射状棱线多而且台阶的高差大;瞬断区的面积所占比例大,远大于疲劳裂纹稳定扩展区面积;疲劳弧线间距大,稳定扩展区的棱线粗且短;与高周疲劳断口相比,整个断口高低不平,因此,发动机四级压气机盘的失效性质为低周疲劳断裂。
2.2 失效原因
为了减轻航空发动机的重量,无论压气机盘或涡轮盘都做得很薄,容易引起振动。在发动机压气机转子低循环性能考核试验过程中,由于转子自身及试验转接段振动应力、离心力等复杂应力状态的共同作用出现非正常的振动,高频振动应力叠加上正常工作应力产生节圆振动[9-10]。盘上质点的振幅由中心到边缘逐渐增大,在同一半径的圆环上各质点具有相同的振幅,在靠三级盘一侧的四级压气机盘面的同一圆周上同时形成多处疲劳源,并向五级盘方向疲劳扩展。压气机盘为弹性体零件,随试验过程中振动频率增大,出现了容易引起轮盘断裂失效的节径振动,表现为节径线相对于盘产生转动的行波振动[10],在盘面穿透裂纹内侧圆周上出现沿径向分布的大量微裂纹。以节圆振动为主节径振动为辅的复合振动在盘上的长时间作用,最终导致发动机四级盘破裂。
2.3 改进措施
在导致压气机盘破裂的振动型式中,节圆振动起主导作用。节圆振动的应力相对较低,但叠加上正常工作应力后往往导致轮盘的低周疲劳断裂。由于失效大都是非包容性的,最终破坏时盘缘易甩出,危险性较大,后果十分严重[9],必须制定措施实施改进。相同状态的压气机转子装配在发动机上的整机台架试验表明:四级压气机盘结构设计满足战技指标要求,加工制造质量符合要求,发动级四级压气机盘在试验中破裂主要原因是试件在试验器上的悬臂固定导致转接段振动过大,应从试验器转接段结构设计入手改善转子性能考核试验中盘件的振动特性,防止出现节圆振动。考虑到压气机盘为发动机的关键零部件,为确保其使用的安全可靠性,建议在轮盘设计中改善关键部位裂纹的可检测性,严格控制轮盘热加工工艺;生产制造过程中严格控制加工制造质量,减少因加工带来的损伤;对轮盘下隔环与辐板连接的R槽等关键部位尽量采取喷丸强化措施,提高表面疲劳抗力。
3 结论
1)发动机四级压气机盘失效性质为低周疲劳断裂;
2)四级压气机盘产生低周疲劳断裂的原因为在发动机转子低循环性能考核试验过程中,由于振动应力、离心力等复杂应力状态的共同作用产生以节圆振动为主,节径振动为辅的复合振动。
[1]彭新元,刘元春,周贤良,等.双重退火对BT25钛合金组织与性能的影响[J].金属热处理,2010,35(4):42-46.
[2]陶春虎,刘庆瑔,曹春晓,等.航空用钛合金的失效及其预防[M].北京:国防工业出版社,2002:28-34.
[3]周瑞发,韩雅芳,李树索.高温结构材料[M].北京:国防工业出版社,2006:32-33.
[4]王永强,刘伟,王丽瑛,等.TC25钛合金材的组织与性能[C]//第十二届中国有色金属学会材料科学与合金加工学术研讨会文集,2007:187-192.
[5]王林崎,窦忠林.TC25钛合金压气机盘锻件工艺选择[J].热加工工艺,2010,39(19):121 -123.
[6]彭新元,刘元春,周贤良,等.TC25钛合金环锻件组织和性能研究[J].热加工工艺,2010,39(09):16-18.
[7]王丽瑛,魏寿庸,高博,等.退火制度对TC25钛合金棒材组织和力学性能的影响[J].钛工业进展,2011,28(2):36-38.
[8]张栋,钟培道,陶春虎,等.失效分析[M].北京:国防工业出版社,2008:141-143.
[9]陶春虎,钟培道,王仁智,等.航空发动机转动部件的失效与预防[M].北京:国防工业出版社,2000:115-117.
[10]宋兆泓.航空燃气涡轮发动机强度设计[M].北京:北京航空学院出版社,1988:138-144.
猜你喜欢
机械管理开发(2022年9期)2022-09-23
燃气涡轮试验与研究(2021年4期)2022-01-18
航空发动机(2021年1期)2021-05-22
航空发动机(2020年3期)2020-07-24
安徽冶金科技职业学院学报(2020年1期)2020-05-25
轮胎工业(2020年7期)2020-03-01
中国自行车(2018年8期)2018-09-26
四川冶金(2017年6期)2017-09-21
当代化工研究(2016年9期)2016-03-20
燃气涡轮试验与研究(2015年2期)2015-08-17
